„Umstellung auf Lean Production“ hieß vor einigen Jahren die Devise bei einem der führenden deutschen Unternehmen in der Elektro-, Energie- und Automatisierungstechnik. Sämtliche Werke sollten entsprechend umstrukturiert und umgebaut werden, um die Prozesse effizienter und wirtschaftlicher zu gestalten. Anhand eines Standorts mit 800 Mitarbeitern und hier speziell einer Fertigungslinie von Stellungsreglern sollen die Umstrukturierungsmaßnahmen verdeutlicht werden.
Stellungsregler regulieren die Durchflussmengen eines Mediums in einem Rohr. In diesem Fall handelte es sich um ein ca. zwei Kilogramm schweres, rundes Gerät, ca. 150 mm hoch, mit einem Durchmesser von ca. 100 mm, das jeweils mit einer Elektronik zur Steuerung versehen wurde. Von den Stellungsreglern wurden 32 verschiedene Varianten auf ein Fertigwarenlager produziert. Wenig planbar war der tatsächliche Bedarf der einzelnen Typen. In der Regel forderten Kunden innerhalb von wenigen Tagen Ersatz für ausgefallene Komponenten. Dies konnte in der Vergangenheit nur durch massive Eingriffe in die laufende Produktion bewerkstelligt werden. Die Folgen waren ständige Produktionsstörungen und nicht geplante Kosten.
Lieferzeit und Lagerbestand reduzieren
In der Prozesskette hakte es an mehreren Stellen: der Produktion, unabhängig vom tatsächlichen Kundenauftrag, damit verbunden dem großen Lagerbedarf sowohl im Halbteilelager als auch im Fertigwarenlager und den weiten Wegen zwischen verschiedenen Montagestationen, Prüfungs- und Verpackungsbereichen. Die Ziele des Unternehmens aufgrund der Umstrukturierung waren, die Lieferfähigkeit von sechs Wochen auf 48 Stunden zu verkürzen und den Lagerbestand um 50 Prozent zu reduzieren.
Zunächst wurde die Bohrung der Druckgussgehäuse in Frage gestellt. Grundsätzlich haben alle Stellungsregler das gleiche Gehäuse; es werden nur sechs unterschiedliche Varianten gebohrt. Bisher wurden die Bohrungen von einem externen Lieferanten vorgenommen, der die Gehäuse direkt in die Fertigung lieferte. Dort nahmen sie eine enorme Lagerfläche von ca. 24 Paletten ein. Die zugehörigen Elektroniken (in vier verschiedenen Varianten) wurden in einem entfernten Bereich auftragsbezogen auf Lager gefertigt. Die Endmontage der Stellungsregler erfolgte schließlich durch vier Mitarbeiterinnen an Einzelarbeitsplätzen, um von dort in die Prüfung und letztlich in den Verpackungsbereich verbracht zu werden.
Fifo-Durchlaufregal mit I-Fertigung
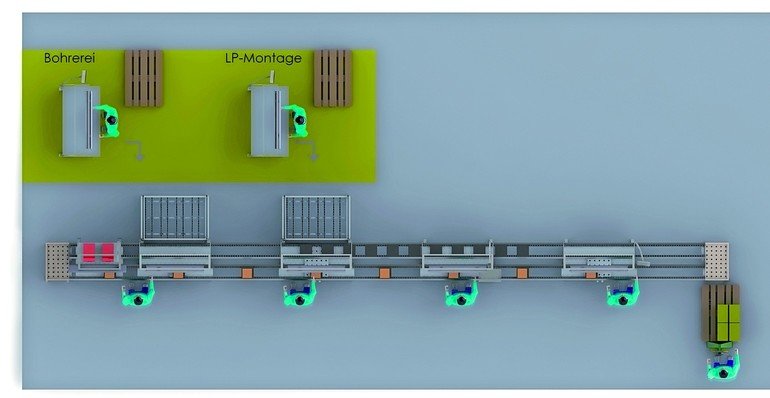
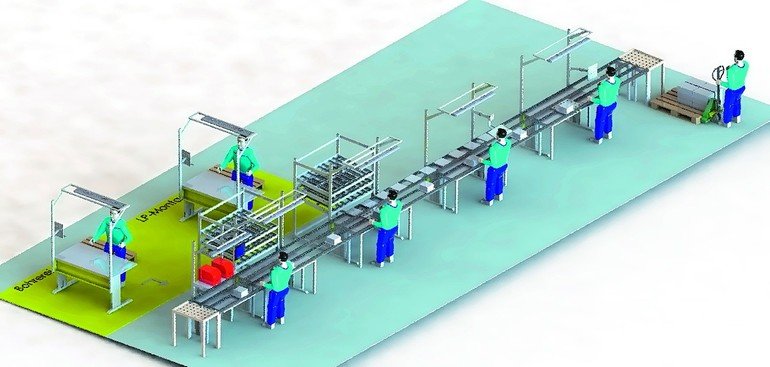
Um den Lagerbedarf im Rohwaren- bzw. Halbteilelager zu reduzieren, werden die Gehäuse nun ungebohrt in der Fertigung aufbewahrt. Dadurch sind deutlich weniger Rohlinge nötig. Das Bohren erfolgt bedarfsgerecht direkt vor der Fertigung, in einer auf der frei gewordenen Fläche extra abgeschotteten Bohrerei. Kernelement des neuen Fertigungsprozesses ist ein Fifo-Durchlaufregal mit sechs Schächten (1.350 mm breit, 1.800 mm tief), in die die verschieden gebohrten Druckgussgehäuse in jeweils drei Kisten à 400 x 600 mm eingelagert werden. Sobald der für die Bohrungen zuständige Mitarbeiter registriert, dass ein Schacht fast geleert ist (nur noch eine Kiste im Schacht), bohrt er die entsprechenden Varianten und bevorratet so das Regal ständig nach.
Dem gleichen Prinzip folgt die Montage der vier Elektronikvarianten, die direkt hinter das Fifo-Regal verlegt wurde. Zwei bis drei Mitarbeiterinnen fertigen die Elektroniken und schieben sie in weitere vier Schächte des Fifo-Regals. Wenn ein Schacht nachgefüllt werden muss, wird die entsprechende Elektronik montiert. So stehen dann vorne im Fifo-Regal jeweils die Gehäuse und die Elektroniken für die Endmontage der Stellungsregler zur Verfügung.
Auf der vorderen Seite des Fifo-Regals ist eine I-Fertigungslinie mit vier Arbeitsstationen entstanden. An der ersten Station werden der Kundenauftrag aus dem EDV-System heraus erstellt und erste Montagehandgriffe vorgenommen. Am zweiten Arbeitsplatz erfolgen weitere Montageschritte, bevor der Regler an Arbeitsstation 3 in die vollautomatische Prüfung geht und schließlich an Station 4 zur Endmontage und Verpackung gelangt. Die I-Linie ist 15 m lang und besteht aus einem Röllchenleistentransfer mit integrierten Hubstationen für die Werkstückträger. Der Rücklauf erfolgt hinten auf einem kontinuierlich laufenden Bürstenband, das die Werkstückträger auf Stau wieder an den Anfang der Fertigungslinie befördert. An Station 1 kann sich die Mitarbeiterin den vordersten Werkstückträger vorziehen. Die anderen Werkstückträger rutschen entsprechend eine Position nach vorne.
Transparente Produktion entsprechend jedem Kundenauftrag
Das Besondere an dieser kundenauftragsbezogenen Fertigung ist die moderne, gläserne Produktion. Gängig ist, dass ein Werkstück fertiggestellt wird, abschließend ein Typenschild erhält und ins Fertigwarenlager gebracht wird. Anders bei dieser neuen Fertigungslinie: Gemeinsam mit dem Kundenauftrag wird an Station 1 auch ein Label mit einer laufenden Nummer produktgenau für jeden Stellungsregler ausgedruckt und mit in die weitere Fertigung gegeben. Auf diesem Schild befinden sich die technischen Daten sowie der „Lebenslauf“ des Geräts (wann genau wurde es gebaut) mit der Endnummer, die auch zum Kunden geht.
Auf diese Weise konnte das Unternehmen seine Lieferzeiten von sechs Wochen auf die gewünschten 48 Stunden, auch bei kurzfristigen Bestellungen, verringern. Dies ist ein enormer Wettbewerbsvorteil gegenüber Marktteilnehmern, die noch in alten lagerbezogenen Strukturen arbeiten. Auch die Lagerflächen konnten entsprechend den Vorgaben um 50 Prozent reduziert und damit Kosten eingespart werden.
Für die Mitarbeiter und auch das Führungspersonal hat sich durch die Umstrukturierung eine deutliche Entlastung ergeben. Das Stresslevel ist gesunken, da die Prozesse gut organisiert, feste Zuständigkeiten definiert und die Arbeitsstationen ergonomisch auf die Bedürfnisse der einzelnen Mitarbeiter ausgerichtet sind. Für die Ausstattung und Einrichtung der Arbeitsplätze wurden die Mitarbeiter wie bei allen Lean-Projekten wieder aktiv einbezogen, um ihre Erfahrungen und Wünsche einbringen zu können.
Eingesetzte Arbeitsmittel
- Das Untergestell der Fertigungslinie besteht aus höheneinstellbaren Tischgestellen.
- Die Arbeitshöhe der I-Fertigungslinie beträgt 920 mm, die Tiefe 800 mm.
- ESD-Tischplatten in bestimmten Bereichen mit Kugelrollen und Röllchenleistenprofilen ermöglichen den Einsatz von Werkstückträgern der Größe 250 x 150 mm.
- Vier pneumatische Hubstationen heben die Werkstückträger bei Bedarf an.
- Schwenkarme, Stahlböden und Materialkästen werden zur Bereitstellung der Materialien eingesetzt.
- Die Beleuchtung der Arbeitsstationen und die Balancer für den Einsatz von Schraubern werden durch ein Gestell für Leuchten und Federzüge ermöglicht.
- Die eingesetzte LED-Leuchte hat eine Länge von 1.200 mm und eine Beleuchtungsstärke von 1.800 Lux bei einem Abstand von 1.000 mm zur Arbeitsebene.
- Fifo-Durchlaufregale mit Röllchenleistenebenen von 1350 x 1800 mm dienen der Materialzuführung in 400 x 600 mm Eurobehältern.
- Da es sich um Steharbeitsstationen handelt, wird das Material in drei Ebenen angeboten (bei Sitzplätzen höchstens zwei Ebenen möglich)
- Der Rücktransport der Werkstückträger erfolgt über ein angetriebenes Bürstenband, das auf Stau fördert.
Sämtliche aufgeführten Komponenten sind Standardartikel aus dem Treston-Programm. Diese ermöglichen eine optimale Lagerung des Materials und eine ergonomische Bereitstellung für die Mitarbeiter, die in dieser Fertigungslinie arbeiten.
Unsere Webinar-Empfehlung

Im Webinar wird auf die individuellen Anforderungen an den Einsatz von AOI-Systemen speziell in kleinen und mittleren Elektronikfertigungen eingegangen. Durch die Beantwortung konkreter, fertigungsrelevanter Fragen bietet es einen besonders praxisnahen Inhalt.
Hier finden Sie mehr über:
Teilen:








{kind=link}