
„Kleben statt Löten“ – mit diesem scheinbar einfachen, aber technisch anspruchsvollen Prinzip erschließt die Fichter Maschinen GmbH für die Elektronikindustrie bisher nicht gekannte Vorteile bei Qualität und Kosten-effizienz. Das Verfahren ist auch als vollautomatische Lösung verfügbar. Ihr Herzstück bildet ein Motoman-Handlingroboter von Yaskawa. Im Vergleich zu den sonst üblichen 2-Achs-Systemen ist dieser erheblich vielseitiger einsetzbar.
Montagemaschinen und -anlagen in den Kernbereichen Fügen, Kleben, Laserschweißen und Ultraschallschweißen sind das Spezialgebiet der Fichter Maschinen GmbH in Eichstetten bei Freiburg. Als bisher jüngste Eigen-Entwicklung stellten die südbadischen Maschinenbauer das Verfahren „Kleben statt Löten“ vor.
Üblicherweise erfolgt das Kontaktieren von flexiblen Leiterplatten, sogenannten Leiterfilmen, auf Steckerleisten, starre Platinen oder Display-Elemente mittels eines aufwändigen selektiven Lötprozesses. Bei Fichter setzt man stattdessen einen elektrisch leitfähigen Kleber ein und spart so Energie und Material. Eine scheinbar einfache Idee. Doch die technische Umsetzung erfordert ein hohes technisches Know-how.
Kompakte Anlage
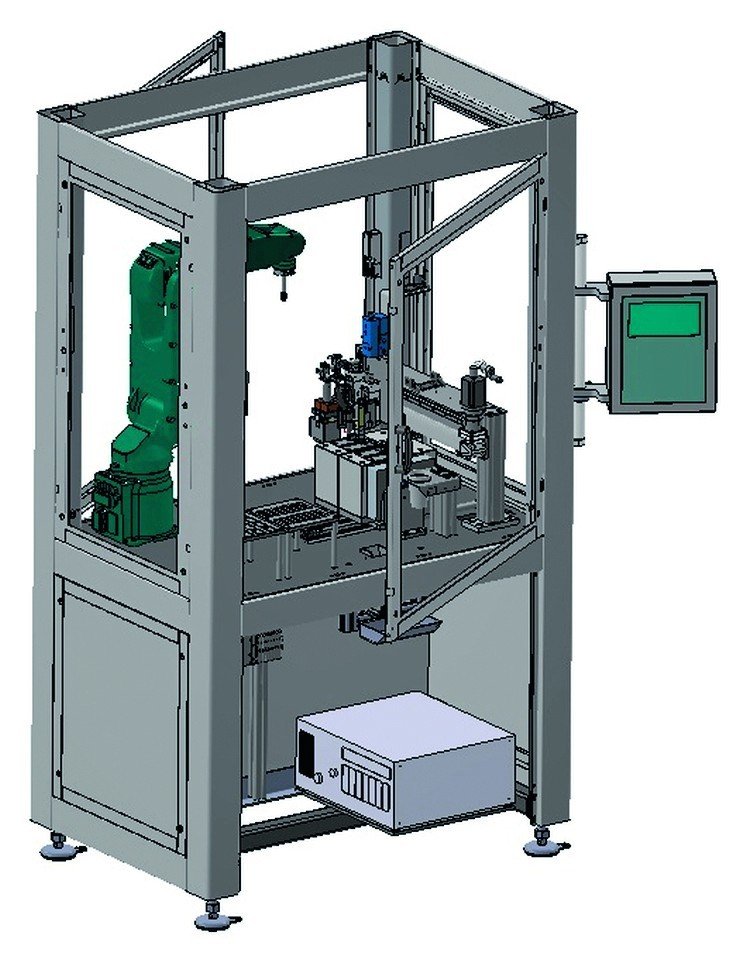
Das Ergebnis der mehrjährigen Entwicklungsarbeit ist eine kompakte, SPS-gesteuerte Anlage mit 60 mal 80 Zentimetern Grundfläche. Durch die geringe Baugröße lässt sie sich einfach in Montagelinien integrieren. Außerdem ist die Anlage gut auf wechselnde Produkte umrüstbar. Im Betriebsablauf wird sie manuell mit Platinen und Leiterfilmen bestückt.
In der Zelle trägt zunächst ein Jetventil den Leitklebstoff berührungslos und punktförmig auf jede einzelne Platine auf. Nach diesem Dosiervorgang wird der Leiterfilm auf dem Klebstoff positioniert. Abschließend presst die Maschine die Platine, wobei die Klebestelle mit einer sogenannten Thermode, einem elektrischen Heizelement, ausgehärtet wird. Während des gesamten Prozesses sitzt das Teil auf einem Schiebeschlitten, der es in die jeweils richtige Position bringt. In der Zeit, in der die erste Platine noch den Dosiervorgang durchläuft, wird ein weiterer Schiebeschlitten mit einer Platine bestückt. So können, um einen Arbeitsschritt versetzt, zwei Teile nach dem gleichen Muster bearbeitet werden.
Je nach Anwendung und gewünschtem Durchsatz ist dieser Prozess entweder teil- oder vollautomatisch realisierbar. Entsprechend ist die Zelle in zwei Ausführungen lieferbar: teilautomatisch als „Typ mini“ und vollautomatisch als „Typ midi“. Beide Versionen sind ausgelegt auf Bauteilgrößen von bis zu 60 mal 100 Millimetern. Die typische Zykluszeit für ein komplettes Teil beträgt bei der vollautomatischen Version nur rund 12 bis 15 Sekunden. Bei der teilautomatischen Lösung sind es 25 bis 35 Sekunden.
Handlingroboter
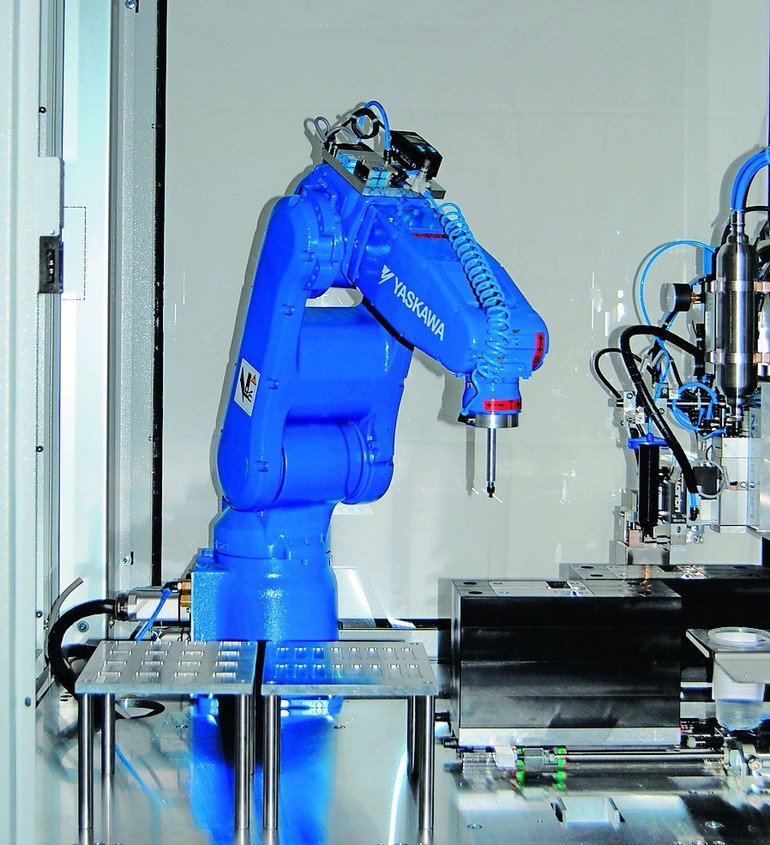
Der zentrale Unterschied zwischen teil- und vollautomatischer Ausführung ist ein 6-achsiger Knickarmroboter. An verschiedenen Punkten des Prozesses führt er bei der vollautomatischen Lösung selbstständig Handlingaufgaben aus, die sonst von Hand erledigt werden müssen: So greift sich der Roboter die Platine zu Beginn der Bearbeitung und legt sie exakt in die dafür vorgesehenen Teileaufnahme des Schiebeschlittens. Später übernimmt er die Positionierung des Leiterfilms. Und nach der Bearbeitung legt der Roboter die gefügte Baugruppe in einem Schacht ab zur späteren Entnahme.
Mit dem Einsatz eines Industrieroboters für entsprechende Handlingaufgaben folgt Fichter einem aktuellen Trend: „Roboter kommen in unserem Bereich immer mehr“, beobachtet Sibylle Stiedl, zuständig für den Vertrieb. Und sie nennt auch einen Grund dafür: „Roboter lassen sich viel besser, vor allem viel flexibler nutzen als die herkömmlichen 2-Achs-Systeme. Damit können sie insbesondere auch für neue Aufgaben eingesetzt werden, die bei Planung und Anschaffung der Anlage noch gar nicht feststanden.“
Im konkreten Fall haben sich die Experten für einen 6-Achsroboter aus der Motoman MH-Serie von Yaskawa entschieden. „Die Roboter dieses Herstellers sind qualitativ sehr hochwertig bei relativ geringen Kosten“, begründet Sibylle Stiedl, auch für das Controlling verantwortlich, diesen Schritt. „Außerdem sind sie schnell und einfach zu programmieren.“
Die gute Service-Unterstützung und die leichte Integrierbarkeit in das Anlagenkonzept waren weitere Argumente.
Innerhalb des breiten Motoman-Portfolios fiel die Wahl bei der „Kleben statt Löten“-Zelle auf das Modell Motoman MH5. Dafür sprach vor allem seine kompakte Bauweise. Durch seine konsequent schlanke Konstruktion benötigt der Roboter nur geringsten Montageraum. Dabei bietet er eine Tragkraft von 5 kg sowie einen vergleichsweise großen Arbeitsraum von über 700 mm. Die Leitungen für Strom und Druckluft verlaufen bei den Robotern der MH-Serie innerhalb des Roboterarms. Diese integrierte Medien- und Luftzuführung maximiert die Anlagenzuverlässigkeit, verringert Störquellen und vereinfacht die Programmierung.
Fazit
Mit dem „Kleben statt Löten“-Verfahren hat die Fichter Maschinen GmbH aus Südbaden eine innovative und effiziente Alternative zum selektiven Löten in der Elektronikindustrie entwickelt. Die vollautomatische Variante des Systems nutzt für vielfältige Handlingaufgaben innerhalb der Zelle einen kompakten und leistungsstarken Roboter. Nicht nur Qualität und Preis sprachen für diese Entscheidung, sondern auch die einfache Programmierbarkeit und hohe Standards bei Betreuung, Beratung und Service durch den Hersteller.
Teilen:








{kind=link}