
Die Anwendung von selektiven Lötsystemen in der Elektronikfertigung hat durch bedrahtete Komponenten auf vielen gemischt bestückten Baugruppen erheblich zugenommen. Um den Anforderungen gerecht zu werden gibt es unterschiedliche Methoden der selektiven Löttechnik. Der zweite Teil des Artikels befasst sich mit Systemen, in denen die Komponentenanschlüsse kurz ins flüssige Lot eingetaucht werden. Durch ein genaues Temperaturprofiling lassen sich reproduzierbare und sichere Lötergebnisse erzielen.
Patrick McWiggin, Technical Director, SolderStar, UK
Die andere wichtige selektive Lötmethode – neben den in Teil 1 vorgestellten programmierbaren Mini-Wellen-Lötanlagen – kommt mit der selektiven Multi-Wave/Eintauchtechnik ins Spiel. Hier steht die höhere Flexibilität im Vordergrund, nicht der maximal erreichbare Durchsatz. Bei diesem Maschinentyp werden applikationsspezifische Abdeckungen benötigt, mit denen das Lot selektiv nur an den betreffenden Lötstellen für einen kurzen Eintauchvorgang bereit steht. Für die Analyse dieses Lötprozess ist eine andere Vorgehensweise nötig, denn dafür brauchen Prozessingenieure eigene Sensor-Konfigurationen, um die Ausführung der hier verwendeten Abdeckungen zu berücksichtigen.
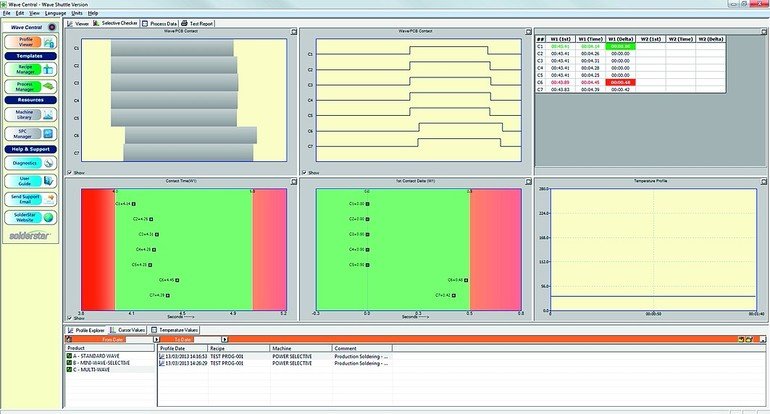
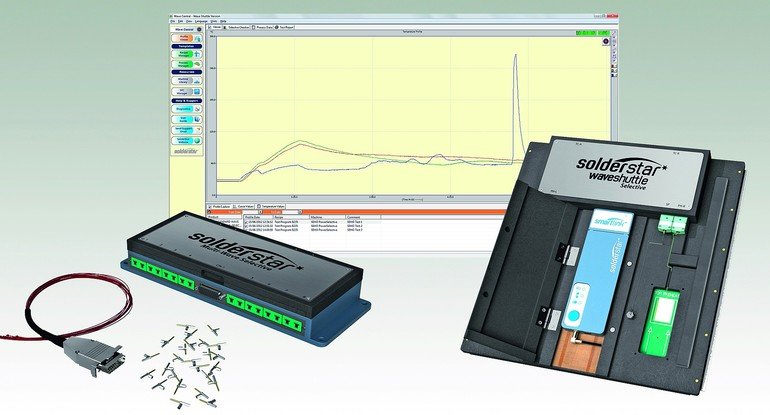
SolderStars Multiwave Pro zeichnet sich als ein kompaktes sowie flexibles Instrument aus und ermöglicht so spezielle Messanordnungen für die rasche und kostengünstige Überprüfung von Multi-Wave-Öfen. Die Messsensoren werden entsprechend der Vorgaben durch die Baugruppen an den applikationsspezifischen Positionen angebracht, die wiederum mit den – durch die Maske über den Lottiegel definierten – Lötbereichen korrespondieren. Mit dieser innovativen Technik sind Prozessingenieure in der Lage, umgehend Probleme in einem Bereich der Abdeckung zu erkennen, denn dafür stehen sofort die Daten der Kontaktzeit mit dem Lot sowie über die Temperaturdifferenzen zur Verfügung. Jeder Unterschied im Kontakt zwischen Lotdüse und Lötstelle wird messtechnisch genau erfasst. Damit haben Anwender eine leistungsfähige Plattform für die Analyse der Prozessfähigkeit, für eventuelle Optimierung sowie fortlaufende Überprüfungen.
Wesentliche Merkmale dieses Systems sind:
- Flexible Konstruktion, um das Messsystem auf sehr unterschiedliche Anforderungen anzupassen und zu installieren
- Erfassen der Kontaktzeit von Lotdüse und Lötstelle
- Höhe des Lots an der Düse/Eintauchtiefe
- Zeit der ersten Kontaktdifferenz
- Profil der Vorheizung
- Temperatur im Lottiegel
- Erfassen der Aufheizraten
- Die Geschwindigkeiten der X/Y-Achsen in selektiven Lötanlagen können sehr hoch sein, nur mit einem schnell reagierenden Messsystem sind hier genaue und sicher reproduzierbare Ergebnisse zu erzielen. Im SolderStar System erfassen die Kontaktsensoren in Schritten von 10 ms die Daten, wobei die digitale Messtechnik für äußerst genaue Ergebnisse sorgt.
Genau Messergebnisse mit Highspeed-Messungen
Das innovative Lotkontakt-Messsystem benötigt einen zuverlässigen Masseanschluss (Ground) zur Maschine, allerdings gibt es Mini-Wave-Lötanlagen mit eingeschränkten Ground-Bedingungen. Das Unternehmen hat als Lösung dafür einen speziellen Masseanschluss unmittelbar neben jedem Messsensor vorgesehen, um stets wiederholbare, genaue Messergebnisse sicherzustellen.
Solche Messungen und Verifikationen der Daten sind für einen präzisen Lötprozess natürlich von höchster Bedeutung. Die Fertigung von Elektronikbaugruppen ohne genaue Kenntnis des thermischen Lötprofils wäre absolut kontraproduktiv: Denn wie will man etwas kontrollieren und steuern, von dem man nicht einmal weiß, wie es beschaffen ist? Diese rhetorische Fragestellung zeigt schon, wie kritisch solch ein Vorgehen in der industriellen Fertigung wäre. Beispielsweise können sich Änderungen in der Vorheizung ergeben, Einstellungen irrtümlich verändert werden oder sich an den Lotdüsen Ablagerungen anhäufen. Auch wenn Düsen die Baugruppe während des Lötens streifen sollten, entweder wegen PCB-Verbiegungen oder inkorrekte Maschineneinstellungen, können sich Abweichungen in den X/Y-Achsen einstellen und der Lötprozess nicht mit den korrekten Daten in der richtigen Position erfolgen.
Für die X/Y-Geschwindigkeitsmessungen wird im System des Unternehmens eine Routinebewegung (Sweep) programmiert, in welcher die Sensoren X1 und X2 rasch abgefahren werden, wobei die erfasste Zeit als Grundlage in die Berechnung der Speed eingeht. Die Sensoren weisen einen Durchmesser von nur 1 mm auf und können komplikationslos auf einer Messvorrichtung angepasst werden, erstellt mit einer CNC-Werkzeugmaschine, und so als hochgenaue Referenzen für die Messung und eventuelle Korrekturen von Abweichungen dienen. Dieses herausragende Profilingsystem für den selektiven Lötprozess wurde in Zusammenarbeit mit einem industriellen Anwender in der täglichen Praxis auf „Herz und Nieren“ getestet.
Hierbei konnte festgestellt werden, dass sämtliche Messungen an den Punkten der Vorheizung sowie an den Lotdüsen exakt sind, auch die Messung der Lötwelle weist nur eine geringe Toleranz von 0,1 mm auf. Weil jedoch der Flussmittelauftrag praktisch mit diesen Möglichkeiten der elektronischen Messtechnik nicht zufriedenstellend erfassbar ist, wurde dieser Bereich bei diesen Tests ausgespart.
Flussmittelauftrag – Die Herausforderung im selektiven Lötprozess
Bekanntlich erleichtert der Fluxer den Lötvorgang, indem er die Bauteilanschlüsse sowohl reinigt als auch durch das Benetzen vorbereitet. Für zuverlässige Lötverbindungen müssen die Bauteilanschlüsse frei sein von Schmutz, Oxidprodukten oder Ölrückständen, was der Flussmittelauftrag sicherstellen soll.
Allfällige Flussmittelrückstände können sowohl mechanisch als auch auf chemischen Weg wieder entfernt werden. Allerdings haben die hohen Löttemperaturen beim Reflow- und Wellenlöten zur Folge, dass Lötstellen erneut oxidieren und Flussmittel verbrennen können. Beim selektiven Löten hingegen bringt man Fluxer nur an den wenigen Stellen auf, an denen man dann mit der Lötdüse die Verbindung verlötet. Der Auftrag erfolgt heute mit der Jetting-Methode, bei der kleinste Fluxermengen tropfenförmig rasch auf die Lötpunkte aufgesprüht werden. Nur die solcherart vorbereitete Lötstelle kommt in Kontakt mit der Lotdüse, das an anderen Punkten aufgebrachte Flussmittel wird nicht verbrannt und bleibt dort unberührt. Deswegen kommen Lötdefekte wegen solcher Effekte beim selektiven Löten eigentlich nicht vor.
Es gibt zwei große Problemfelder beim Aufbringen des Fluxers für selektive Lötvorgänge: die X/Y-Positionierung des Dosierers und die eventuelle Bildung von Kristallisierungen an der Fluxerdüse – in beiden Fällen kann das Flussmittel an der falschen Stelle aufgebracht werden. Dadurch können sich zwei Fehlermechanismen in der Fertigung ergeben: Ungenügender oder gar kein Auftrag von Flussmittel auf den Lötstellen hat schlechte, unzuverlässige Lötverbindungen zur Folge. Nicht aktivierter Fluxer, der unter empfindliche Schaltungsabschnitte kriecht, kann zu kritisch lokalisierbaren Störungen oder Ausfällen führen.
Das Unternehmen hat diese Problematik mit diversen Flußmittelmixturen, die auch unterschiedliche Ergebnisse zeigten, mehr als sechs Monate lang erforscht und getestet. Als Lösung entwickelte man einen speziellen Sensor aus Hochtemperatur-Thermoplastikmaterial, worin sich ein Widerstandsgeber mit einer Oberfläche aus rostfreiem Edelstahl befindet. Das darauf basierende konfigurierbare Messsystem lässt sich für unterschiedliche Fluxerformulierungen trainieren und darauf anpassen. Dieser Durchbruch in der Kontrolle der Fluxerapplikation von selektiven Lötsystemen erlaubt die Lokalisierung von Stellen für Flussmittelauftrag mit einem Durchmesser von 2 mm und mehr
Selektives Löten – die beste Methode?
Im Grunde beruht die selektive Löttechnik auf diversen Verfahren bekannt von anderen Lötmethoden, doch ihr größter Vorteil ist die gezielte Lötung von einzelnen Komponenten sowie der vorherige singuläre Fluxerauftrag, wobei die Belastung durch das Vorheizen minimal ist. All dies macht die selektive Löttechnik zu einem sehr innovativen und auch besonders interessanten Verfahren.
Selektives Löten von bedrahteten Bauteilen, Leistungskomponenten sowie in anderen Anwendungen offeriert einige fundamentale Vorteile gegenüber herkömmlichen Verfahren wie Wellenlöten, denn der thermische Schock, den dabei empfindliche Baugruppen und Komponenten in der Welle erfahren, wird hierbei grundsätzlich vermieden. Es handelt sich um einen flexiblen und somit gut anpassbaren Prozess, der sich für viele kritische Lötaufgaben eignet. SolderStar hat dafür ein hervorragend einsetzbares Instrument für den notwendigen Setup von Maschinen und Prozess entwickelt. Und auch der Lötprozess in der laufenden Fertigung lässt sich damit jederzeit rasch und effizient überprüfen und so hohe Produktionsanforderungen einhalten.
Die selektive Löttechnik ist erwiesenermaßen die passende Antwort auf eine ganze Reihe von Herausforderungen im Lötprozess der Elektronikfertigung. So wird das Schaltungsdesign in vielen Fällen stets komplexer, doch die Baugruppen müssen trotz der damit verbundenen kritischen Aspekte in der Fertigungstechnik grundsätzlich in höchster Qualität und Zuverlässigkeit produziert werden.
Selektives Löten von Baugruppen ist mittlerweile eine Standardprozedur in sehr vielen Elektronikfertigungslinien. Insbesondere wendet man das Verfahren für kritische Baugruppen an, die mit höchster Präzision und Zuverlässigkeit gefertigt und gelötet werden müssen. Dies ist auch einer der Gründe, warum diese Lötmethode derzeit intensiv weiterentwickelt wird und auf dem Weg ist, von noch mehr Herstellern als wichtiges Lötverfahren in den Linien implementiert zu werden.
Teilen:








{kind=link}