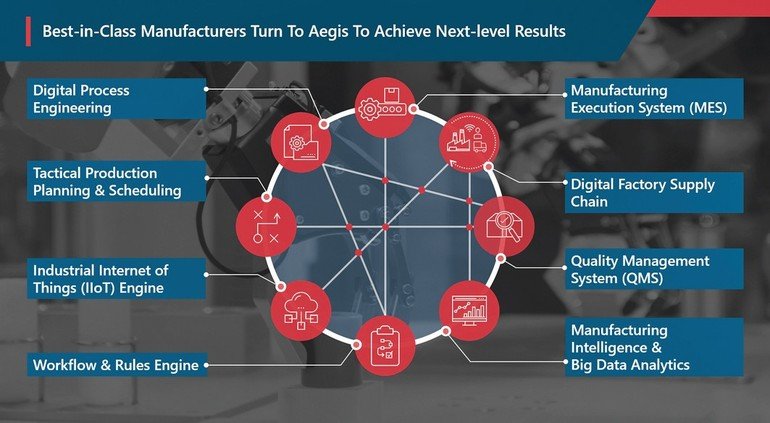
Heute wird von einem MES erwartet, dass es sich bidirektional mit automatisierten Geräten verbindet, damit der Betreiber weniger Unterstützung benötigt und Verzögerungen bei der Erfassung von Daten und der Prozesskontrolle reduziert werden. Das MES sollte eine einzige digitale Plattform bereitstellen, die all diese unterschiedlichen Bereiche miteinander verbindet, damit Sichtbarkeit und Kontrolle hinsichtlich potentieller Ursachen gewonnen werden kann, wenn es in der Endmontage zu Produktionsunterbrechungen kommt.
Abhängigkeiten innerhalb der Fabrik
Produktionsprozesse sind im Allgemeinen so gestaltet, dass sie sich auf den Hauptproduktionsplan konzentrieren, der fertiggestellte Produkte an die Kunden ausliefert. Das Hauptaugenmerk liegt darauf, dass die Produktion nie unterbrochen wird, da dies die rechtzeitige Auslieferung gefährden würde. Wenn Unterbrechungen toleriert würden, würde dies die Produktivität reduzieren und es könnte zu Verspätungen in der Fertigstellung kommen. Dann würden überschüssige Fertigwarenbestände benötigt, was wiederum erhebliche und unnötige Kosten für den betroffenen Betrieb bedeutete. Daher muss alles worauf die endgültige Produktion angewiesen ist, im Vorfeld bereits perfekt vorbereitet sein, im besten Fall auf “Just In Time” (JIT) Basis, damit alles an Ort und Stelle ist, wenn es gebraucht wird, aber auch nur dann. Zu den wichtigsten zu berücksichtigenden Abhängigkeiten gehören die Materialvorbereitung, technische Daten sowie die Verwaltung wesentlicher Werkzeuge und Ressourcen, einschließlich der Mitarbeiter. Das MES kennt sowohl den laufenden als auch den beabsichtigten Produktionsplan und ist außerdem hinsichtlich des laufenden Produktionsfortschrittes informiert. Daher kann die Reihenfolge für die Bereitstellung von Materialien und die Verwendung von Ressourcen vorhergesagt werden, so dass MES die Ressourcen entsprechend den endgültigen Produktionsanforderungen verwalten kann oder sogar den endgültigen Produktionsplan anpassen kann, falls die Ressourcenkapazitäten erschöpft wären. Ein MES arbeitet aus diesem Grund in einer Live-Umgebung gleichzeitig in vielen Bereichen und mit vielen unterschiedlichen Daten, im Wesentlichen einer „Big Data“ Umgebung. Welchen Wert das MES bringt, hängt viel von dem Design und dem Umfang der Software ab. Die einfachen und grundlegenden Systeme berechnen Dinge und zeigen an, was gebraucht wird. Dann überwachen sie den Fortschritt, um die Leistung anzuzeigen. Fortschrittlichere MES-Systeme verwalten die wesentlichen Aspekte voneinander abhängiger Bereiche und bereichern diese hinsichtlich Automatisierung, Verwaltung und Traceability.
MES Internes Supply-Chain Management
Für eine erfolgreiche Produktion sind Materialien das alles entscheidende Element. Wenn ein eigentlich unbedeutendes Teil, wie das richtige Kabel oder der richtige Widerstand, die an sich fast keine Kosten verursachen, fehlen, kann das bedeuten, dass die Produktion nicht abgeschlossen werden oder unter Umständen gar nicht erst gestartet werden kann. Aus diesem Grund wird jedes Material von MES als kritisch angesehen. Ein ERP-System erkennt Materialien einfach nur anhand der Sachnummer und der in der Fabrik vorhandenen Menge; dies beginnt mit der Ankunft der Rohmaterialien bis hin zur Auftragsabwicklung. Dabei wird häufig nur die Anzahl der gefertigten Produkte miteinander multipliziert, die wiederum mit den Materialien aus der Stückliste (BOM) multipliziert werden. Obwohl Materialstandorte in vielen ERP-Systemen unterstützt werden, kann man sich nicht auf den Materialbestand nach dem Standort verlassen, da hierfür umfangreiche manuelle Materialzählung und Dateneingabe zu Stoßzeiten erforderlich sind. Fast ausnahmslos stimmt daher der Überblick eines ERP-Systems über die Materialien nicht mit den tatsächlichen Gegebenheiten überein, aufgrund von Verfallsdaten und anderen nicht berücksichtigten Verlusten. Ein Symptom dieses Problems sind häufige, kostspielige und störende Bestandskontrollen und der sich daraus ergebenden Notwendigkeit von Anpassungen in ERP. Außerdem kommt es immer wieder vor, dass Materialien nicht gefunden werden können, wenn sie gebraucht werden. Ein grundlegendes MES-System kann helfen, indem es die Materialbewegungen kennt. Dennoch wird das ERP-System immer noch schlechte Planungsentscheidungen auf Grundlage falscher Annahmen der Materialverfügbarkeit treffen, was die Erstellung von Zeitplänen zur Folge hat, die nicht erfüllt werden können. Ein fortschrittlicheres MES-System übernimmt die vollständige Kontrolle über die Materialien. Dies beginnt mit der eindeutigen Identifizierung von Materialien, entweder einzeln für Schlüsselkomponenten und Unterbaugruppen, oder durch Träger für Massenmaterialien, wie zum Beispiel Rollen von SMT-Teilen in der Elektronikfertigung. MES wird dann Lagerorte bestimmen und zuweisen und Logistikaufgaben für Materialbediener erstellen und verwalten, die auch die Lagerhäuser, lokalen Lagerbereiche und die Lieferung an die Verbrauchstellen beinhalten, da die Materialien im Werk verteilt sind. Mobile Terminals sind ideal, um die Funktionalität von MES überall dort verfügbar zu haben, wo Materialien ein- und ausgescannt werden. Am besten wird der Bedarf an Materialbewegung durch “Schlanke Prinzipien” wie Kanban und JIT Lieferung bestimmt, die auf dem vorausgesagten Bedarf an Materialien zum Zeitpunkt des Verbrauchs beruhen. MES kennt die Menge jedes Materials, welches für die Produktion benötigt wird, wobei es sowohl den aktuellen als auch den nächsten Zeitplan im Blick hat und zusätzlich gibt es noch ein Live-Feedback über den Fortschritt der Produktionsprozesse selbst ab. Fortschrittlichere MES-Systeme sammeln außerdem Daten zu Fehlmengen und Verbrauchsdaten, so dass eine nahezu perfekte Materialbestandskontrolle zustande kommt. Wenn sie an das ERP-System weitergegeben wird, kann ERP bessere Entscheidungen treffen. Fortgeschrittene MES-Systeme verwalten erweiterte Materialaspekte, einschließlich Anforderungen an die Lagerumgebung, Backzyklen für feuchtigkeitsempfindliche Materialien, Obsoleszenz und Verfallsdatum sowie Materialsubstitutionen gegen die genehmigte Stückliste.
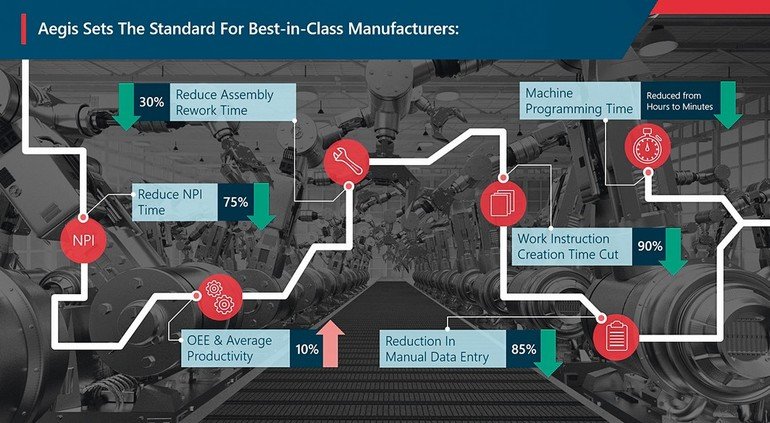
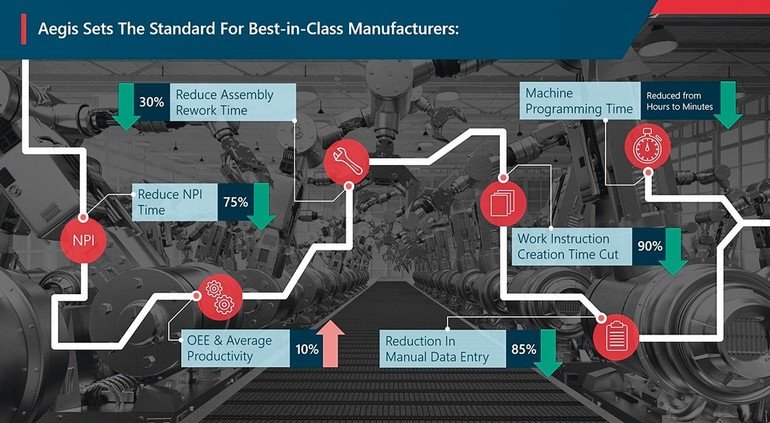
MES-Technologien beseitigen „interne“ Materialknappheiten, so dass die Produktion aus Mangel an Materialien nie unterbrochen werden muss. Darüber hinaus hat sich gezeigt, dass aufgeblähte Lagerbestände um 75%, Materiallogistik um 30 %, Lagerfläche um 50 % reduziert werden können und andere Einsparungen erfolgen, beispielsweise im Hinblick auf Produktionsfläche und Anzahl der benötigten Träger (z. B. Feeder für SMT-Materialien). Die potentiellen Einsparungen hinsichtlich materialbezogener Kosten allein ist für viele schon Grund genug ein fortschrittliches MES-System zu erwerben.
Verwaltung technischer Daten
Es gehört zu den Aufgaben einer modernen MES-Lösung, die elektronische Dokumentation in Produktionsprozessen anzuzeigen. Da immer mehr Prozesse automatisiert werden, richtet sich diese Dokumentation mehr auf den Prozessaufbau während die Automatisierung einer bestimmten Anweisungsabfolge folgt. Typischerweise werden diese Anweisungen mithilfe von Software formatiert und optimiert, die vom Maschinenhersteller bereitgestellt wird. Die technischen Daten, von denen sie abgeleitet sind, stammen jedoch aus dem Design des Produkts und der lokalen Stückliste. Die Umwandlung von Konstruktions- und Stücklistendaten sowie die Arbeitsanweisungen zur Fertigstellung eines Produkts werden, je nach Prozessfähigkeit und Durchsatzmetrik, zwischen den verschiedenen automatisierten und manuellen Prozessen durch MES-Engineering-Systeme aufgeteilt. Ohne die Hilfe eines solchen Tools muss ein Techniker die Konstruktionsdaten aus vielen unterschiedlichen Formaten einlesen, die Einheitlichkeit der Daten bestätigen, Anpassungen vornehmen, wenn die lokale Stückliste geändert wurde und die Daten dann auf die verschiedenen Produktionssysteme verteilen, abhängig von deren Know-how. In der Regel dauert dieser Prozess bei komplexen Fertigungen, wie beispielsweise der Elektronikfertigung, mehrere Tage. Entscheidend ist jedoch, dass dieser Prozess vorschreibt, dass die Techniker die Produktionskonfiguration im Voraus bestimmen, mit der jedes Produkt hergestellt wird. Das lässt kaum Raum für Flexibilität. Während dies in Zeiten von Massenproduktionen und einem kleinen Produktmix einfach als der Preis angesehen wurde, den man zu zahlen hatte, ist dieser Prozess in einem dynamischen High-Mix Umfeld einfach nicht mehr zeitgemäß. Mit fortschrittlichen MES-Systemen, die ein digitales Produktmodell erstellen und Daten in elektronischer Form aus den Konstruktionsdaten und der Stückliste übernehmen, die Umwandlung und die Arbeitsanweisung nach technischen Präferenzen automatisiert wird, dauert diese Arbeit nur noch Minuten anstelle von Tagen. Die Möglichkeit, Prozessdaten auf Anforderung effektiv zu erstellen, ermöglicht der MES-Planungsfunktion zu entscheiden, welche Konfiguration für jedes Produkt am besten geeignet ist, je nach dem aktuellen Produktions- und Nachfragezustand. Flexiblere Planung führt zu einer signifikanten Verbesserung der Anlagenauslastung und der Produktivität. Die MES-Planungsfunktion berücksichtigt Durchlaufzeiten in der Produkthierarchie von Unterbaugruppen, optimiert die Ausführung unter Berücksichtigung aller verfügbaren Konfigurationen, Umrüstzeiten sowie Produktgruppierungsstrategien. Dieser schlanke Planungsansatz wird für die kommenden Stunden oder Tage und nicht mehr für die kommenden Wochen oder Monate ausgeführt. Dieses Maß an Flexibilität ermöglicht einen deutlichen Wandel in Bezug auf die Fertigkeiten einer modernen Fabrik, nämlich auf Änderungen der Kundennachfrage zu reagieren, reibungslos Übergänge über einen hohen Produktmix hinweg zu ermöglichen und gleichzeitig die Auslastung auf ein Maximum auszudehnen ohne eine Überproduktion für ein Fertigwarenlager zu erzeugen. Ergebnisse, die durch diese Praktiken erzielt werden, können zu einer Produktivitätsverbesserung zwischen 20 % und 50 % führen. Dies löst das traditionelle Problem, das ohne MES oder nur mit einem einfachen MES auftritt, wo die Produktivität mit steigendem Produktmix sehr stark abnimmt, was zu erhöhten Kosten und Investitionen führt.
 Foto: Aegis
Foto: AegisDer Autor ist Michael Ford, Sr. Director Emerging Industry Strategy bei Aegis.

Hier finden Sie mehr über:








{kind=link}