
Bei der Entwicklung einer industrietauglichen Maschine für die Laserbearbeitung oder Mikrofertigung gibt es vor allem zwei komplexe und ressourcenintensive Aufgaben. Die Laserimpulse müssen mit hoher Genauigkeit und Reproduzierbarkeit ans Werkstück gebracht werden und es gilt, eine geeignete Mensch-Maschine-Schnittstelle zu entwickeln. Dabei gibt es viele Herausforderungen, denen sich der Entwickler stellen muss: die Verarbeitung der CAD-/CAM-Daten, die Generierung und Programmierung der Bewegungsprofile für den Laser, die Programmierung der Benutzeroberfläche sowie die Ansteuerung des Lasers in Echtzeit und zusätzliche applikationsspezifische Herausforderungen. Der Entwicklungsprozess wird dadurch zeitaufwändig und teuer.
HMI-Entwicklungsplattform spart Zeit
Die Benutzerschnittstelle (Human Machine Interface, HMI) ist ein wichtiges Subsystem der Maschine und fällt üblicherweise in eine von zwei Klassifikationen: Zum einen gibt es HMIs im „CNC-Stil“, die maschinencodierte Programme importieren und ausführen (typischerweise G-Code), die zuvor ein CAM-Software-Postprozessor erstellt hat. Zum anderen findet man oft integrierte grafische HMIs, die den Import sowie die Bearbeitung von CAD-Dateien ermöglichen und integrierte Funktionalität zur Nachbearbeitung der CAM-Daten bieten.
Einige Motion- und CNC-Controller-Hersteller bieten heute anpassbare HMI-Entwicklungsplattformen für beide Klassifikationen an. Der Systemintegrator oder OEM kann somit einen neuen, weniger ressourcenintensiven Ansatz für die Entwicklung und Wartung seiner HMI-Software nutzen und seine HMI-Applikation mit der anpassbaren Plattform deutlich schneller aufbauen.
HMI im CNC-Stil
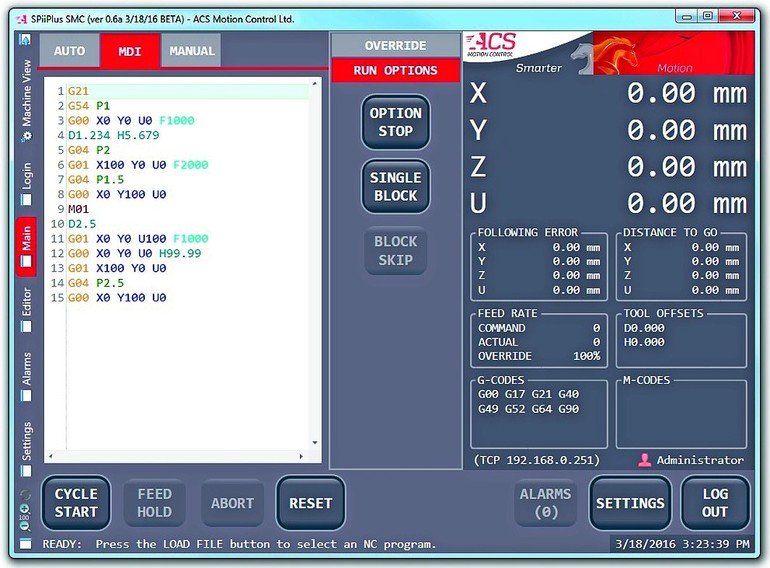
Viele Lasermikrobearbeitungs- und Mikroprozesssysteme werden in einer Bearbeitungs- oder Fertigungsumgebung neben anderen „traditionellen“ CNC-Maschinen wie Drehmaschinen, Mühlen, Fräsmaschinen usw. eingesetzt. Eine ähnliche Bedienung der HMIs des Lasersystems und der anderen Maschinen ist dann natürlich vorteilhaft, weil sich die gleiche Wissensbasis nutzen lässt. Dabei kann von einer anpassbaren CNC-HMI-Entwicklungsplattform erwartet werden, dass sie viele Standard-HMI-Features „out-of-the-box“ anbietet, wie zum Beispiel die Möglichkeit, NC-Dateien nach dem Standard RS-274 und benutzerdefinierte G-Codes zu laden, zu bearbeiten und auszuführen oder flexible CNC-Programm-Ablaufoptionen wie Stopp, Halten, Abbruch, Einzel-Block-Ausführung, Block Überspringen und Feed-Rate halten. Hinzu kommt die Echtzeitüberwachung der Programmausführung, der Achspositionen, Vorschubgeschwindigkeiten, der G-Code-Modalitäten und von Alarmen sowie Störungen. Außerdem sollte es zur Sicherheit einen mehrstufigen Benutzerzugang mit Login-Bildschirmen für Bediener, Techniker, Entwickler, Administratoren, etc. geben.
Weitere Herausforderungen im Zusammenhang mit der Integration der HMI-Host-Applikation und der Motion/CNC-Steuerung sind heute ebenfalls gelöst: Dazu zählt beispielsweise die Optimierung von NC-Programm-Download, von Kompilierung und Ausführungszeit, der Verwaltung der G-Code-Modalität, um den „Mid-Programm-Start“ zu unterstützen, und die Verbesserung von Darstellung, Handhabung sowie Protokollierung von Maschinenfehlern und Fehlerbedingungen.
Die Wettbewerbsvorteile eines Systems zur Laserbearbeitung oder Mikrofertigung sind oft mit der anwendungsspezifischen Funktionalität verbunden. Wie der Name schon sagt, bietet eine anpassbare CNC-HMI-Entwicklungsplattform einen Mehrwert für den Maschinenentwickler, indem sie eine anwendungsspezifische HMI-Anpassung mit relativ geringem Aufwand ermöglicht. Einfache Beispiele für solche Anpassungen können benutzerdefinierte Registerkarten, Schaltflächen oder Bildschirme sein. Aber auch anspruchsvollere Anpassungen wie Prozessvisualisierung oder die Integration weiterer Geräte in die Maschine wie Kameras und Laser-Wegsensoren werden dadurch vereinfacht.
Das integrierte grafische HMI
Laserbearbeitungs- und Mikrofertigungssysteme für flexibles Bohren und Schneiden von Leiterplatten, für die Glas- und Polymer-Display-Verarbeitung, die Halbleiter-Verarbeitung, die Fertigung von Präzisions-Optik oder eine hochgenaue additive Fertigung arbeiten häufig in der High-Tech-Forschung und in Produktionsanlagen. Bei solchen Systemen wird typischerweise ein integriertes grafisches HMI gegenüber einer Bedienung im CNC-Stil bevorzugt, da der Systembetreiber üblicherweise kein CNC-Maschinist ist. Das integrierte grafische HMI kann direkt eine CAD-Datei einlesen, einen Laserpfad definieren und den entsprechenden Maschinencode automatisch generieren, den dann der Motion Controller selbstständig ausführt. Eine separate CAM- oder Nachbearbeitungssoftware ist hier nicht erforderlich.
Eine anpassbare integrierte grafische HMI-Entwicklungsplattform mit eingebauten Funktionen für spezifische Prozesse wie Lasermarkierung, Bohren, Ätzen, Schneiden, Additivherstellung usw. bietet dem Industrieanwender einen erheblichen Mehrwert, da viele Herausforderungen bereits gelöst sind. So wird eine breite Palette an CAD-Formaten nativ unterstützt (DXF, DWG, Gerber, NC Drill, STL, etc.) und lässt sich problemlos bearbeiten, um Bewegungsprofile (Skalierung, Rotation, Kacheln etc.) zu generieren. Parameter für alle Bewegungsachsen können im gleichen Fenster konfiguriert und überwacht werden. Es gibt eine Echtzeitüberwachung und Datenerfassung von Bewegungsrückmeldungen und den Laserstatus. Häufig verwendete Geräte wie Kameras und Galvoscanner werden im HMI nativ unterstützt und sind konfigurierbar. Neue Geräte können auch einfach integriert werden, es besteht keine Notwendigkeit mehr, entsprechende Bibliotheken von Grund auf neu zu schreiben. Vollständige Simulationen ermöglichen es dem Benutzer, den erwarteten Laserstrahlengang zu sehen und die voraussichtliche Prozessdauer zu bestimmen. Ähnlich wie bei einer HMI-Entwicklungsplattform im CNC-Stil kann die integrierte grafische HMI-Entwicklungsplattform auch für anwendungsspezifische Funktionalität angepasst werden.
Laserstrahl-Modul optimiert die Bewegungsleistung
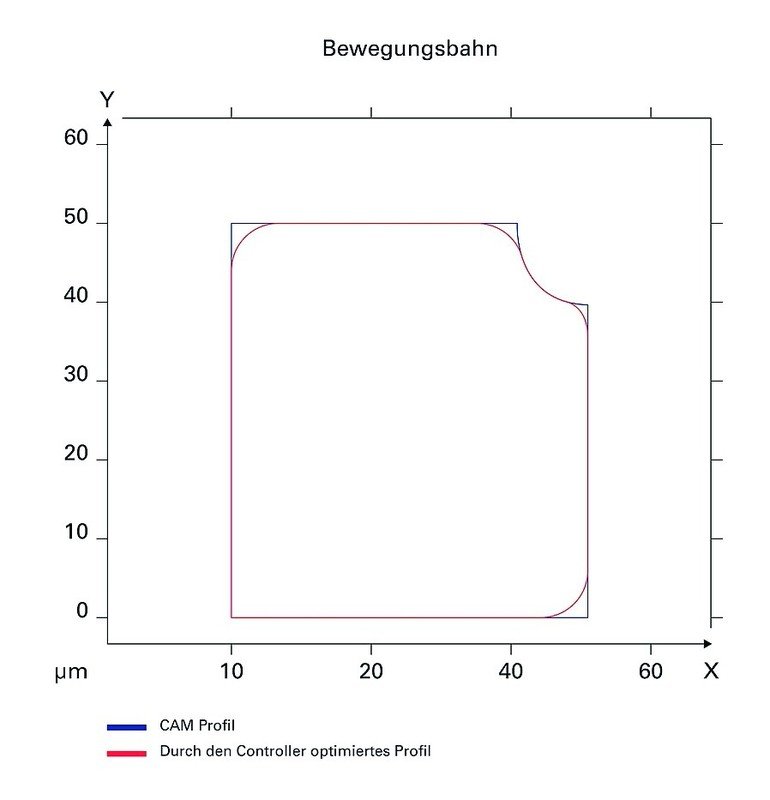
Für viele Anwendungen in der Laser-Mikrobearbeitung und Mikrofertigung ist die Bewegungsleistung entscheidend für die erreichbare Genauigkeit und Wiederholbarkeit des Prozesses. Die Bewegungsverhalten wird sowohl durch die Profilgenerierung (Befehlsbewegungsweg) als auch durch die Servo-Performance beeinflusst, also wie gut die Aktoren dem geplanten Bewegungspfad folgen. Dafür bieten aktuelle Motion/CNC-Steuerungen folgende erweiterte Funktionen an, die die Profilerzeugung und Servo-Performance optimieren: Profilgenerierung für minimalen Energieverbrauch, Eckglättung, adaptive Servosteueralgorithmen und Autotuning.
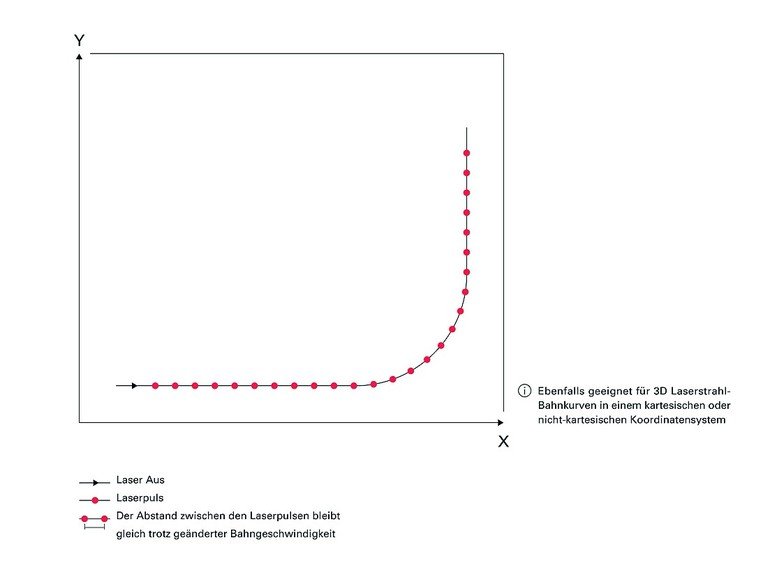
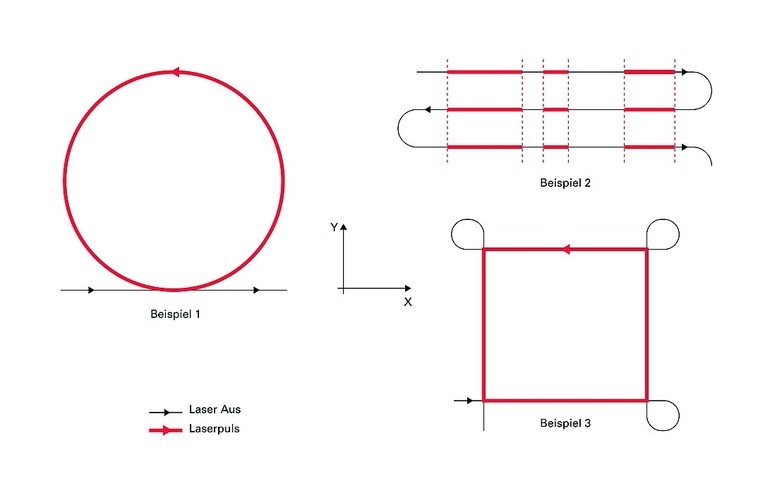
Neben der Bewegungsleistung hat aber auch die positionsbasierte Ausgangssynchronisation Einfluss auf die Genauigkeit und Wiederholbarkeit. Diese Aufgabe übernahm bisher der Bewegungs-/CNC-Regler oder Antrieb, der mechanisch mit den Maschinenantrieben verbunden war. Heute gibt es spezielle Lasersteuermodule, die sehr flexible Möglichkeiten zur positionsbasierten Ausgangssynchronisation für die Laserauslösung und das Gating bereitstellen. Sobald es ins Steuerungsnetzwerk integriert ist, kann das Modul (per Software) konfiguriert werden, um synchronisierte Ausgänge basierend auf der Bewegung einer beliebigen Kombination von Achsen im Netzwerk bereitzustellen. Dabei sind verschiedene „Lasersteuerungsmodi“ möglich:
Für Anwendungen, bei denen die Laserpulse nicht einzeln durch eine externe Steuerung ausgelöst werden, kann ein Gating-Modus verwendet werden. Bei derartigen Anwendungen wird das Torsignal typischerweise am Anfang oder Ende eines Bewegungssegments oder Blocks genau ein- bzw. ausgeschaltet, falls gewünscht aber auch an beliebigen Stellen entlang eines Bewegungspfades. Digitale Modulationsmodi zur Leistungsregelung sind ebenfalls möglich, wie Pulsweitenmodulation (PWM) und Frequenzmodulation (PFM). Unterschiedliche Betriebsarten können darüber hinaus für anspruchsvolle Anwendungen miteinander kombiniert werden.
Höhere Maschinenleistung bei reduziertem Entwicklungsaufwand
Die Herausforderungen bei der Entwicklung einer robusten und skalierbaren Laserbearbeitungs- oder Mikrofertigungs-Maschinenplattform lassen sich mit anpassbaren HMI-Plattformen und Lasermodulen heute besser und schneller lösen. Insbesondere gilt das für die Optimierung der Genauigkeit und Wiederholbarkeit der Lasersteuerung relativ zur Bewegung und für die Entwicklung der zugehörigen HMI-Software. Maschinenentwickler, Systemintegratoren und Anwender profitieren davon gleichermaßen, denn das Resultat bedeutet gleichzeitig höhere Maschinenleistung und reduzierter Entwicklungsaufwand.
productronica, Stand B2.440
Über ACS Motion Control
ACS Motion Control ist ein internationaler Hersteller modernster mehrachsiger Motion-Controller, Maschinen-Controller und integrierter Steuerungsmodule. ACS bietet standardisierte und kundenspezifische Produkte, die die notwendige Leistung und Präzision liefern, um flexible, wirtschaftliche und benutzerfreundliche Lösungen für Bewegungs- und Maschinensteuerungen zu ermöglichen. Die Firma wurde 1985 gegründet und hat ihren internationalen Hauptsitz in Israel. Der nordamerikanische Hauptsitz ist in Bloomington (Minnesota, USA). ACS verfügt über Standorte in Deutschland, Südkorea und China sowie Vertretungen weltweit, die einen zuverlässigen Support anbieten. Das Unternehmen ist nach ISO 9001 zertifiziert und zeigt damit sein kontinuierliches Engagement bei der Lieferung von zuverlässigen Produkten, die gründlich getestet und nach dem neuesten Stand der Technik hergestellt werden.

Hier finden Sie mehr über:








{kind=link}