

Gerade Schablonenhersteller stellen das Prozess Know-how zur Verfügung, welches ihre Kunden benötigen, um Druckprozesse in Bereiche zu implementieren, in denen ein gerakelter Druck bisher noch undenkbar schien. Die Grundlage für eine solche Zusammenarbeit, ist die kontinuierliche Produkt- und Prozessentwicklung auf Seiten der Schablonenhersteller. Folgendes Beispiel zeigt, wie dies in Zusammenarbeit mit den Maschinenherstellern zu optimalen Ergebnissen führt. So wurde auf Kundenanfrage bei Becktronic die technischen Grenzen des Schablonendrucks neu ausgelotet. Die Aufgabenstellung war eine Parameteroptimierung bei der Erstellung von hochpräzisen Waferschablonen.
Parameteroptimierung bei der Schablonenerstellung
Ein Technologiesprung auf Ultrakurzpulslaser käme zwar in Frage, muss bei den derzeitigen Kosten für die Maschinen jedoch genau abgewogen werden. Es galt die Hypothese zu überprüfen, dass sich Potentiale vorhandener Lasersysteme durch deren weitere Optimierungen tatsächlich auch ausschöpfen lassen. Das Unternehmen konnte den Maschinenhersteller LPKF für eine Kooperation in diesem Projekt gewinnen. Für den Kunden bedeutet dies, dass bei geringeren Kosten alle Anforderungen für seinen Druck erfüllt werden.
Die Herausforderung bei Waferschablonen besteht darin, dass über eine große Fläche von 30 % und mehr, das Material entfernt wird. Zusätzlich trägt der Schneidprozess Wärme ein, was zu einem Verzug des Materials führt und sich u. a. auf die Positionsgenauigkeit auswirkt. Darüber hinaus neigt das so geschwächte Basismaterial durch die Bearbeitung dazu sich zu verwölben. Durch eine Anpassung des Prozesses ist es gelungen beide Effekte ausreichend zu minimieren.
Lösung durch Testdesign
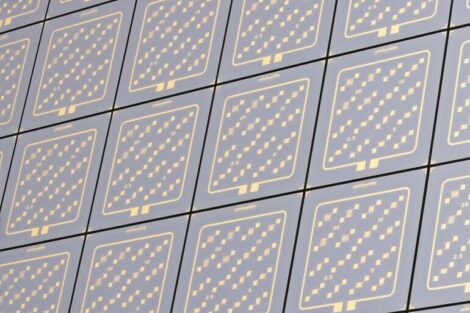
In Anlehnung an die Kundendaten wurde ein Testdesign mit ca. 200.000 Pads erstellt. In ausgiebigen Testreihen wurde die Oberflächenspannung als entscheidendes Merkmal für den Verzug von der geschnittenen Struktur herausgearbeitet. Der Wärmeeintrag des Schneidprozesses bewirkt eine Schrumpfung des Materials. Durch diese Schrumpfung kommt es zu einem Verzug. Mit einer höheren Oberflächenspannung kann diesem Verzug entgegengewirkt werden. Die höchste Oberflächenspannung und damit einhergehend der niedrigste Verzug konnte mit einer Schablone des Unternehmens des Typs BECdirectultra erreicht werden.
Das Kreisdiagramm, veranschaulicht die Schrumpfung der Schablone, anhand der 36 Einzelmessungen. Man beachte die invertierte Ordinate (y-Achse). Neben einer optimalen Abarbeitungsroutine durch die LPKF-Software mit optimierten Parametern, liefert die BECdirectultra-Schablone die ideale Basis für die höchstmögliche Qualität von Waferschablonen.
Projektbericht von LPKF: Wafer Kontaktierungsschablonen
„Der Materialverzug in der XY-Ebene wird ebenfalls durch die thermisch induzierten Zugspannungen verursacht. Der durch die Prozessparameter verursachten Schrumpfung der Schablone wirkt die Materialspannung entgegen. Je größer die Materialspannung, desto geringer fällt die Schrumpfung der Schablone aus.“
.png)
Hier finden Sie mehr über:





{kind=link}