
Die Industrie strebt in der Mikroelektronik nicht selten ein inhomogenes Design an unterschiedlichen Komponenten auf einer Baugruppe an. Diese sollen in der Regel so platzsparend und klein wie möglich verbaut werden. Oft bietet dann das Drucken von Lotpasten nicht mehr die geforderten Möglichkeiten, weshalb alternative Dosiermethoden gewählt werden müssen. Damit eine Mikro-Dosierung reproduzierbar umgesetzt werden kann, muss die richtige Kombination zwischen Lotpasten und Dosiersystem gegeben sein.
Das Fließverhalten von Lotpasten
Lotpasten besteht im Groben aus Flussmittel und Lotpulver. Beides in Kombination erzeugt ein viskoelastisches Verhalten. Dies hat zur Folge, dass bei niedriger Scherung Lotpasten elastisch/stabil bleiben. Bei hoher Scherung wiederum wird das Material niederviskoser und damit fließfähiger.
Auch Faktoren wie die Dichte, der Füllgrad oder die Legierung sind Einflussfaktoren auf das Fließverhalten der Lotpasten. Größter Problemträger ist jedoch die Partikelgröße der Füllstoffe, da diese nicht selten aus verschiedenen Gründen die Nadel eines Dosiersystems verstopfen können. Als Daumenregel gilt dabei eine Dosiernadel mit einem Durchmesser zu wählen welcher 5 bis 7x größer ist, als die gewählte Partikelgröße.
Auch zu beachten ist, dass eine feinere Partikelgröße eher zum Kaltlöten neigt. Dies ist übrigens auf die höhere Oberflächenstruktur und kleinere Masse der Partikel zurück zu führen, Dosiermethoden wie Schnecken oder Kartuschen Dispenser, die mit hohen Drücken oder mechanischen Kräften arbeiten, kommen deshalb beim Mikro Dispensen an ihre Grenzen.
Die üblichen Dosiermethoden: Schnecken- und Kartuschen Dispenser im Vergleich
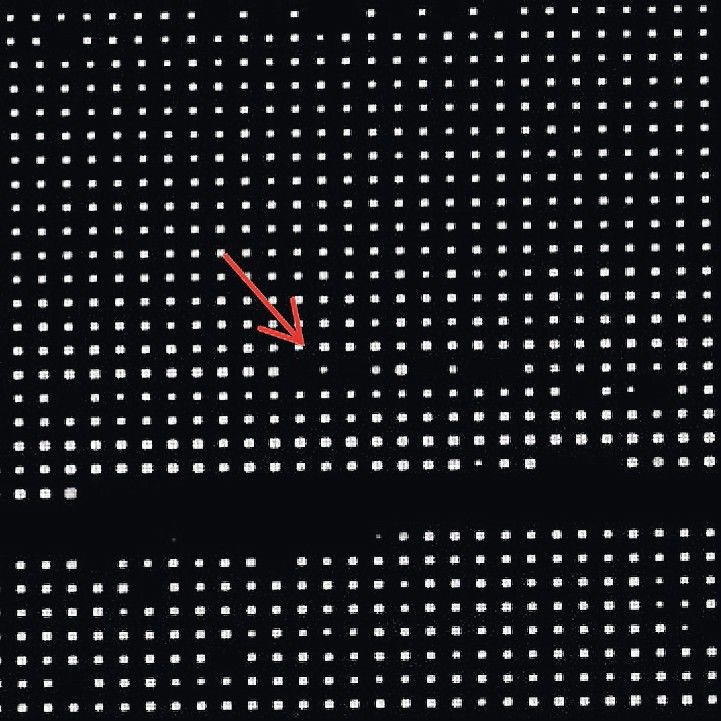
Um einen Vergleich zu starten, wurden Punkte mit einem Förderschnecken Dosierventil und einem pneumatischen Kartuschen Dispenser auf einen Wafer dosiert und untersucht. Ziel des Vergleichs ist es, eine reproduzierbare Dot Size von 100 µm über 4.000 Punkte zu erreichen. Als letztes wichtiges Bindeglied im Dosierprozess ist für ein einwandfreies Ergebnis ein präzises Führungssystem unerlässlich.
Hierfür wurde die S400H von NSW-Automation mit einer Wiederholgenauigkeit von ±5 µm gewählt. Der Dosierabstand zur Waferoberfläche betrug dabei 30 µm – als Faustregel gilt etwa 1/3 der gewollten Dot Size als Dosierabstand zu wählen. Verwendete Lötpaste SAC305 T6SG 78 % und eine Dosiernadel aus Keramik mit einem Durchmesser von 100 µm. Trotz Optimierung der Dosierparameter an den Dispensern haben beide versagt und konnten kein gleichbleibendes Dosierergebnis über 4.000 Dosierungen erzeugen. (Bild 1a + 1b)
Squeezing Pump: Neue Dosiermethode die zum gewünschten Erfolg führt und noch mehr kann?
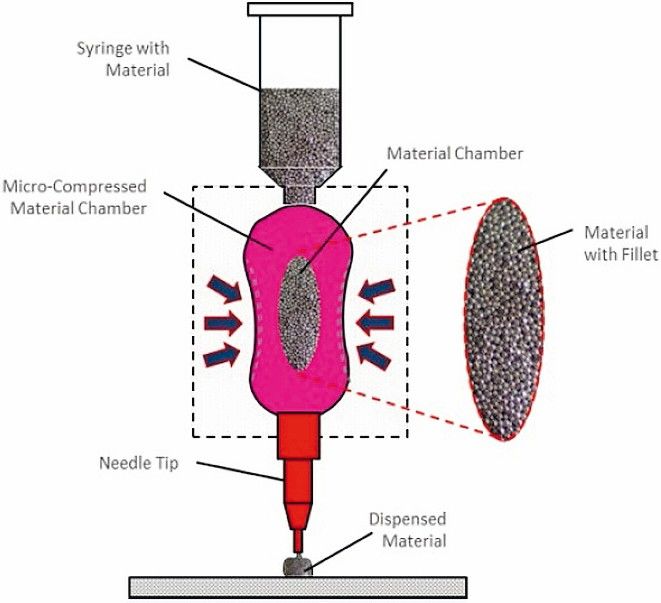
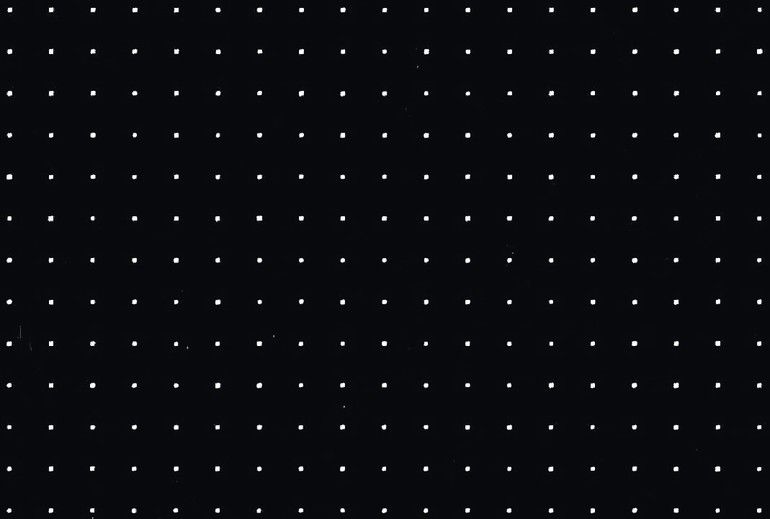
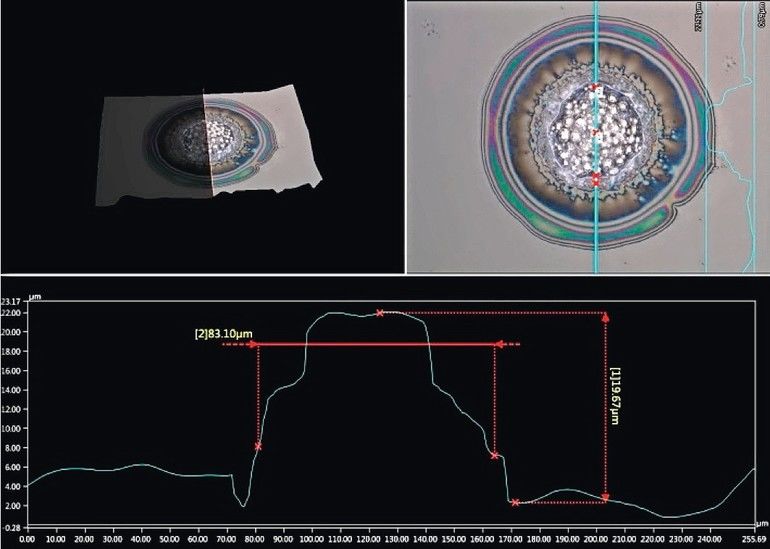
Unter dem gleichen Setup wurde auch die NSW-Squeezing Pump getestet. Diese arbeitet nach dem Quetschpumpenprinzip, in welcher eine flexible Quetschkammer das Material aus einer zuvor gelagerten Kartusche erhält und die Lotpaste deformationsfrei und präzise auf die Wafer Oberfläche dosiert. NSW hat die Anforderungen in den Versuchen für die Squeezing Pump noch weiter verschärft und eine Dot Size von 80 µm als Vorgabe gesetzt. (Bild 2)
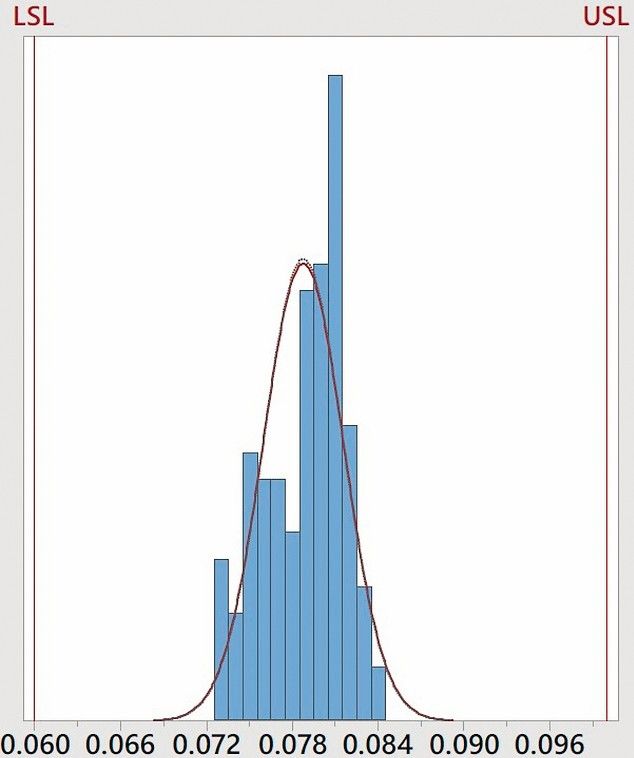
Die anschließende Vermessung der einzelnen Punkte hat ergeben, dass diese in einem Toleranzbereich von nur ±8 µm aufgetragen werden konnten.
- Kleinster Dosierpunkt: 72 µm
- Größter Dosierpunkt: 84 µm
Das Chart zeigt die Punktgrößenverteilung über 4.000 Punkte, dabei ist zu sehen, dass der Löwenanteil der Dosierpunkte bei einem Durchmesser von 80 µm liegt. (Bild 3 + 4)
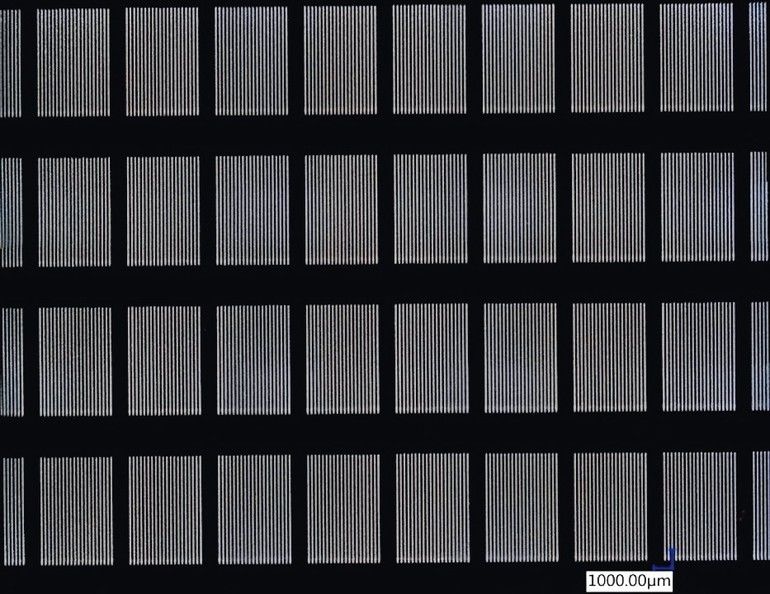
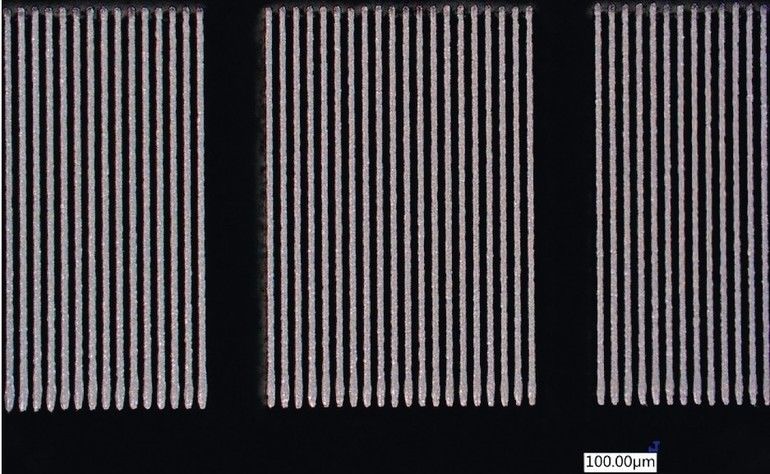
Das Ergebnis der Versuchsreihe zeigt, dass es mit der NSW-Squeezing Pump möglich ist, Lotpasten reproduzierbar mit einer Punktgröße von 80 µm zu dosieren. (Bild 5) Es wurde außerdem eine weitere Versuchsreihe mit der Pumpe und Lotpaste durchgeführt. In dieser wurden 400 Linien mit jeweils 80 µm Bahnbreite dosiert. (Bild 6 + 7) Das Resultat zeigt dieselbe Reproduzierbarkeit wie bei der Dosierung von Punkten. Die gesamte Studie bzw. weiterführende Informationen können beim Unternehmen angefordert werden.
.png)
Hier finden Sie mehr über:








{kind=link}