
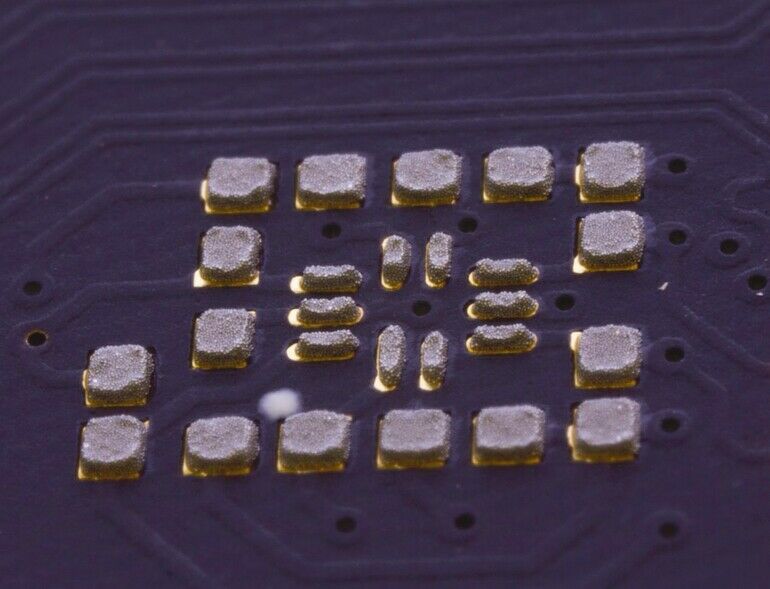

Die Qualität und der richtige Auftrag der Lotpaste bestimmen neben dem Lötprozess maßgeblich das qualitative Lötergebnis. Die Bestückung kann sowohl über einen Bestückungsautomat als auch manuell erfolgen. Das Erwärmen der bestückten Leiterplatte sorgt dann dafür, dass die Lotpaste aufschmilzt und die Bauteile nach dem anschließenden Erkalten auf die Leiterplatte aufgelötet sind. Für die Erwärmung der Platine stehen verschiedene Reflow-Lötprozesse zur Verfügung.
Reflow-Verfahren: Ein kurzer Überblick
In der Industrie finden sich häufig Vollkonvektionsanlagen mit Präzision und einem hohen Durchsatz. Beliebt ist auch das Infrarotlöten, leider nur bedingt geeignet für temperaturempfindliche Bauteile. Im Folgenden steht das Dampfphasenlöten im Fokus. Dies Verfahren hat einen ausgesprochen hohen Wärmeübertragungskoeffizienten und ist daher gut geeignet für Bauteile mit hoher thermischer Masse. Außerdem ist es leicht kontrollierbar und gleichmäßig, dadurch können auch Fine Pitch-Strukturen sowie empfindliche und preisintensive Bauteile wie auch LEDs zuverlässig gelötet werden. Für die Industrie stehen Inline-Dampfphasenlötanlagen für die Serienproduktion zur Verfügung. Sie sind wesentlich energieeffizienter als die genannten Vollkonvektionsanlagen. Für den Prototyping-Bereich gibt es kompakte Dampfphasenlötanlagen, die eine interessante Alternative zu Heißluftstationen darstellen.
Prozess des Dampfphasenlötens
Nachdem die Platine mit Lotpaste präpariert und die Bauteile auf die entsprechenden Kontakte aufgebracht wurden, wird die Platine in die Dampfphasenlötanlage eingelegt. Zuvor muss ein Lötprofil festgelegt werden, dass die Bedürfnisse der verwendeten Bauteile und der verwendeten Lotpaste berücksichtigt. Dabei müssen sowohl temperaturempfindliche Bauteile wie LEDs aber auch hohe thermische Massen in die Überlegungen einbezogen werden. Nachdem der Lötvorgang gestartet wurde wird das Lötmedium unten im Prozessbottich erhitzt. Meist wird Perfluorpolyether, ein fluorierter Kohlenwasserstoff verwendet, auch unter dem Markennamen Galden bekannt. Es gibt verschiedene Arten, z.B. Galden LS230. Dieses Medium siedet bei einer Temperatur von 230°C, womit die maximale Löttemperatur im Lötprofil festgelegt ist. Wenn das Medium siedet, entsteht heißer Galdendampf, der die Leiterplatte vollständig einschließt. Es bildet sich die sogenannte Dampfphase, die namensgebend für diesen Prozess ist. Durch den Dampf wird Sauerstoff nahezu vollständig verdrängt, da der Galdendampf schwerer ist als Luft und eine Oxidation auf den Lötstellen verhindert. Das Lötmedium kondensiert auf der Oberfläche der Baugruppe. Dabei wird die thermische Energie des Galdens homogen auf die Platine übertragen und alles gleichmäßig erhitzt. Wenn eine bestimmte Temperatur erreicht wird, schmilzt die Lötpaste. Je nach verwendeter Lotpaste kann diese Temperatur variieren, typischerweise liegt sie bei 180°C. Nachdem die Lotpaste vollständig und gleichmäßig aufgeschmolzen ist kann die Temperatur wieder gesenkt werden. Dabei verfestigt sich die Lotpaste und die Bauteile sind fest mit der Platine verlötet. Während des Abkühlvorgangs befindet sich noch viel Galdendampf in der Prozesskammer. Daher sollte sie geschlossen bleiben, bis sich das Galden wieder verflüssigt hat. Ein leistungsstarkes Kühlsystem verringert die Wartezeiten zwischen den einzelnen Lötzyklen.
Prototyping und Kleinserienfertigung
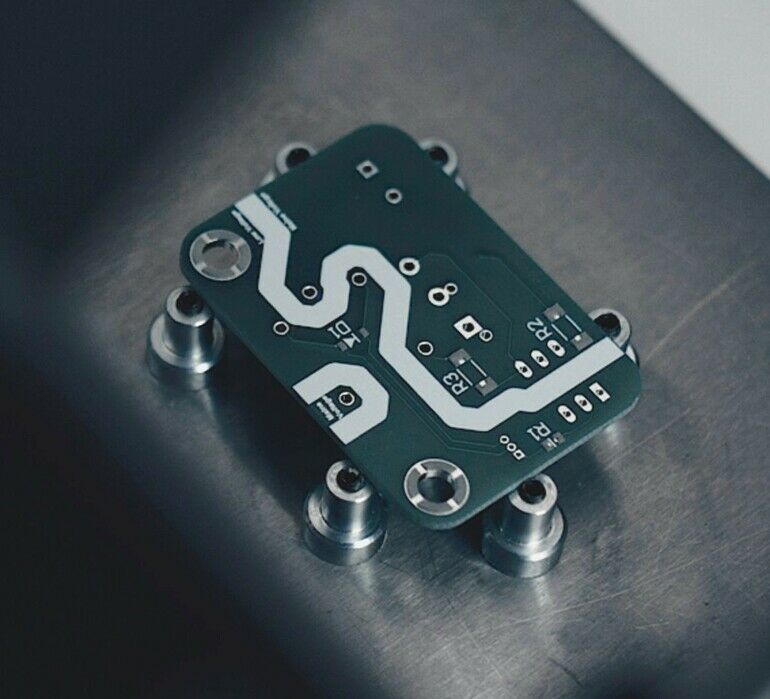
Insbesondere in diesem Bereich finden Dampfphasenlötanlagen Anwendung. Sie kombinieren die Präzision einer kostenintensiven Vollkonvektionsanlage mit der Flexibilität einer Heißluftstation. Die Frage wie die einzelnen Komponenten auf der Leiterplatte aufgebracht werden stellt sich bereits bei der Erstellung von Schaltplan und Layout. Insbesondere im Prototyping als auch bei der Anfertigung kundenspezifischer Kleinserien sind die Erwartungen an die Qualität des Lötprozesses sehr hoch. Das bedeutet, dass die Lötumgebung eine möglichst gleichmäßige Temperatur aufweisen soll. Die Temperatur soll dabei auch das vorgegebene Lötprofil annähern, welches vor dem Lötvorgang festgelegt wird.
Eine Platine wird häufig gelötet, um Schaltplan- und Layoutdesign zu überprüfen. Die Nachbearbeitung kann sehr zeitaufwendig werden und somit auch die Durchführung erforderlicher (Benchmark-)Tests verzögern. Diese Tests untersuchen z.B. wie die PCB auf Temperaturveränderung oder Vibration reagiert. Durch die erforderliche Fehlerbehebung verzögert sich somit auch die Inbetriebnahme. Ein optisch ansprechendes Ergebnis ist ebenfalls wichtig, insbesondere wenn die Platine einem Kunden präsentiert wird. Im Prototyping- und Kleinserienbereich finden sich einige kompakte Dampfphasenlötanlagen. Für die Etablierung einer Serienproduktion werden hingegen Vollkonvektions- oder Inline-Dampfphasenlötanlagen verwendet.
Wesentliche Unterschiede der kompakten Anlagen für den Prototyping-Bereich zeigen sich bei der Unterstützung hochdynamischer Temperaturprofile. Die Kühlungsvorrichtungen spielen dabei eine entscheidende Rolle. Einige verwenden eine Luftkühlung, andere einen offenen oder geschlossenen Wasserkühlkreislauf. Außerdem können Lifte eingesetzt werden, die den Abstand zwischen PCB und dem siedenden Lötmedium verändern und somit auch die Temperatur der Platine regeln. Da das Lötmedium preisintensiv ist, ist ein geringer Verbrauch wünschenswert.
Open-Source Ansatz
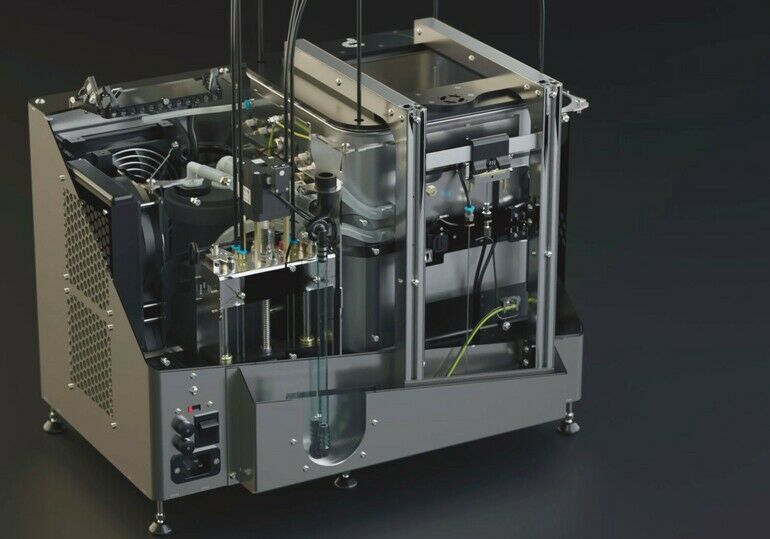
Hochwertige und moderne Dampfphasenlötanlagen zeichnen sich insbesondere durch die Unterstützung hochdynamischer Lötprofile und einen geringen Galdenverbrauch aus. Ein junges Start-up aus Fürth verfolgt einen ungewöhnlichen Ansatz in Bezug auf die Transparenz der Lötanlage: Die Vapor Phase One der PCB Arts GmbH ist ein Open-Software und Open-Hardware Produkt. Bereits vor der Anschaffung stehen den Quellcode der Firmware und Konstruktionsdateien in einem öffentlichen GitHub Repository zur Verfügung und können geprüft werden. Bei der Konfiguration eröffnen sich zahlreiche Möglichkeiten. Eigene Temperaturprofile können hinzugefügt werden, alternativ können drei bereits installierte Profile genutzt werden. Dabei ist nach einem aktuellen Softwareupdate auch die Verwendung verschiedener Galdenarten möglich, was mehr Spielraum bei der Implementierung von Temperaturprofilen ermöglicht. Der Open-Source Ansatz ist dabei sehr hilfreich.
Features für eine effektive Bedienung sowie hochwertige Lötergebnisse:
- Den Lötprozess per Fingerdruck starten und den Überblick behalten – Der Touchscreen der Vapor Phase One sorgt für eine intuitive Bedienung. Ist die bestückte Platine auf dem Lift platziert und der Lötprozess gestartet, verläuft der Vorgang vollautomatisch. Über das Touch-Display kann das verwendete Temperaturprofil, wie auch die real erreichte Temperatur in einem gemeinsamen Diagramm angezeigt werden. Die Vapor Phase One regelt die Temperatur bis auf 2–3°C genau, um dem vorgegebenen Temperaturprofil zu folgen. Zur Sichtkontrolle lässt sich der gesamte Prozess über ein großes Sichtfenster an der Oberseite des Geräts beobachten.
- Quick-Cool-Funktion – Die Zeit zwischen den Lötzyklen lässt sich durch eine leistungsstarke Kühlanlage verkürzen. Bei der Vapor Phase One sorgen vier leistungsstarke Lüfter dafür, dass der Galdendampf möglichst schnell abkühlt, kondensiert und flüssig wird. Befindet sich noch Dampf im Prozessbottich darf die Anlage aus Sicherheitsgründen nicht geöffnet werden. Die genaue Zeit bis zum Erreichen der Öffnungstemperatur kann über das integrierte Touch-Display gewählt werden. Es stehen drei „Open Temperatures“ zur Verfügung. Je niedriger die Temperatur gewählt wird, desto geringer ist der Galdenverbrauch. Denn das Galden hat mehr Zeit abzukühlen und zu kondensieren. Der „Eco-Modus“ mit einer Temperatur von 70°C, benötigt beispielsweise 15 Minuten für den Kühlvorgang und sorgt für den geringsten Galdenverbrauch. Diese Zeit kann mit anderen Modi um bis zu fünf Minuten reduziert werden.
- Anti-Condensation-Modus – Die Vapor Phase One verfügt auch über einen aktivierbaren Modus, der verhindert, dass Galden auf der Leiterplatte und der Baugruppe kondensiert. Dadurch wird der Galdenverbrauch ebenfalls gesenkt. Idealerweise benötigt die Lötanlage lediglich 0,5ml Galden für einen Lötvorgang. Damit ist die Vapor Phase One vergleichbaren kompakten Dampfphasenlötanlagen überlegen. Erreicht wird dieser geringe Verbrauch, indem die Temperatur der Platine nach dem Lötprozess auf konstant 120°C gehalten wird. So verbleibt kein Galden auf dem PCB und es kann trocken entnommen werden. Das Galden wiederum fließt zurück ins Reservoir.
.png)








{kind=link}