Da jedoch die Reflow-Bedingungen in Bezug auf Schmelztemperatur, Zeit und Abkühlgeschwindigkeit an der Lötstelle aufgrund des unterschiedlichen Wärmekapazitätsverhältnisses zwischen Leiterplatte und Bauteilen variieren, ist die Struktur der Lötstelle möglicherweise nicht identisch, was zum Teil auf die Metalldiffusion von der Leiterplatte und dem Bauteil zurückzuführen ist.
Der Reflow-Lötprozess findet in der mobilen Elektronik mit immer kleiner werdenden Bauteilen wie in der 2,5D- und 3D-Bestückung statt und in der Automobilelektronik mit immer dichter werdenden Baugruppen wie z. B. einem Sicherheitspaket für automatisiertes Fahren. Dieser Artikel berichtet über den unvermeidlichen Einfluss der unterschiedlichen Reflow-Bedingungen auf die Lötstellenstruktur und stellt die Ergebnisse der Überprüfung nach der Implementierung mit SAC305 vor.
Vorbereitung der Testleiterplatte
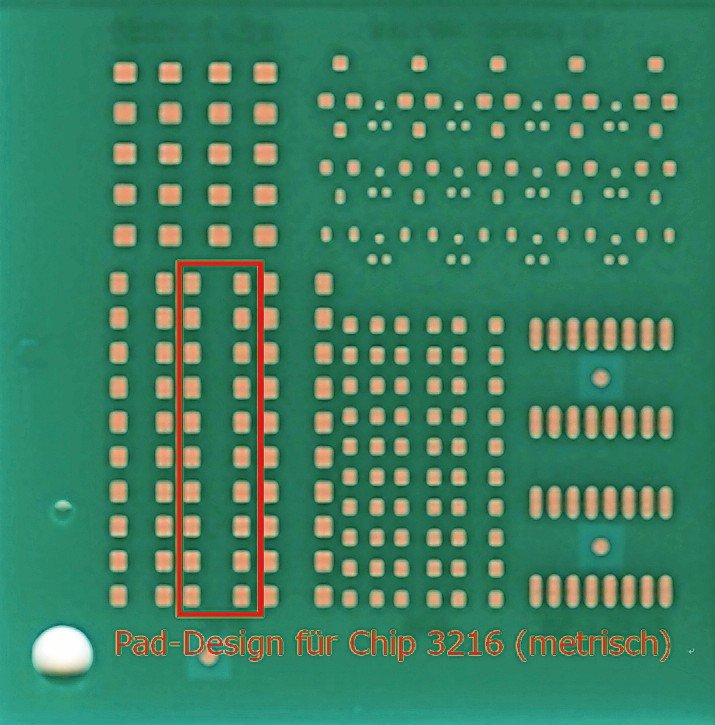
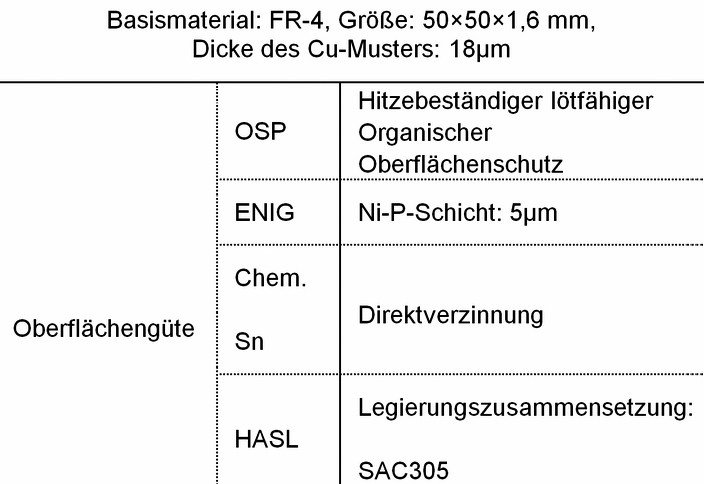
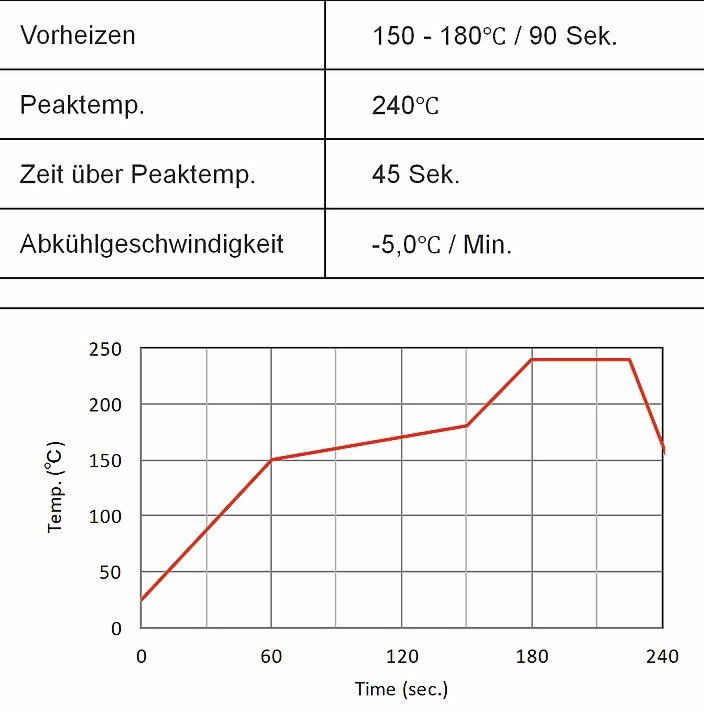
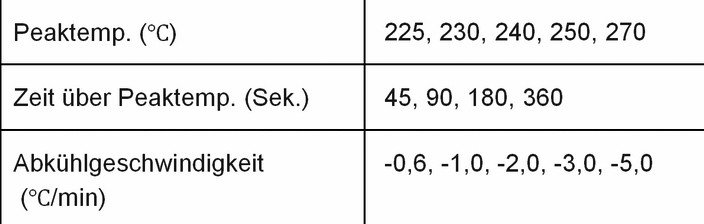
Zur Herstellung einer Testleiterplatte werden eine Lotpaste der Legierung SAC305, Chipwiderstände 3216 (metrische Größe) und die gezeigte und beschriebene Leiterplatte mit dem Basismaterial FR-4 sowie einer Größe von 50 mm x 50 mm x 1,6 mm verwendet. Die Dicke der Schablone beträgt 120 µm. Ein Hochtemperatur-Beobachtungsgerät von Sanyo Seiko sorgt beim Reflowprozess für Qualität. Die vorbereitete Testleiterplatte wird in einer N2-Umgebung gelötet. Die verwendeten Reflow-Profile sind unterschiedlich und dargestellt.
Vorbereitung der Probe
Um die Probe für die Beobachtung herzustellen, wird die Testleiterplatte auf den Umfang des Chip-Widerstands 3216 (metrische Größe) zugeschnitten, der Ausschnitt mit heißhärtendem Verkapselungsharz versiegelt und nach dem Aushärten bis zur Mitte des verkapselten Chip-Bauteils geschliffen.
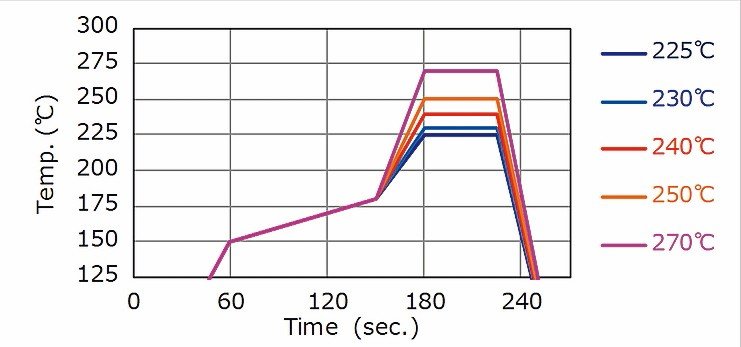
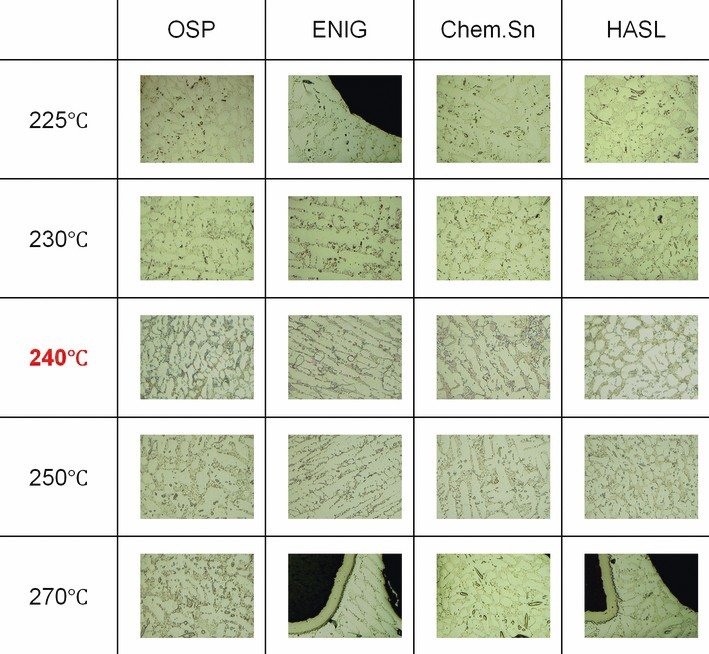
Unterschiedliche Peaktemperaturen
Sn-Phase wird in der in der Lötstellenstruktur mit allen Oberflächen, die durch die Reflow-Profile mit der Peaktemperatur bei oder unter 240 ºC erzielt werden, vergröbert. Die grobe intermetallische Verbindung, vermutlich Cu6Sn5, wurde in der Lotstruktur bei allen Oberflächen außer ENIG durch das Reflow-Profil mit der Peaktemperatur bei 270 ºC beobachtet. Die intermetallische Verbindung wurde möglicherweise durch die Dispersion von Kupfer von der Testleiterplatte gebildet.
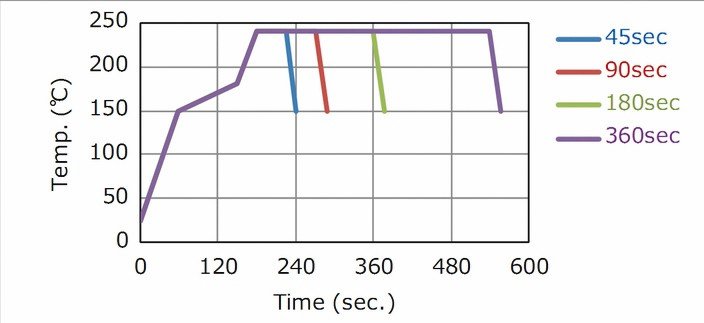
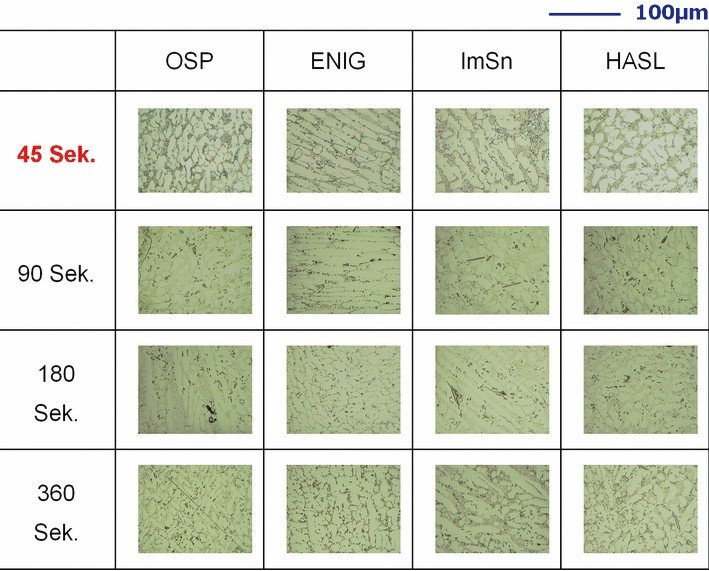
Unterschiedliche Schmelzzeiten
Es wurde kein wesentlicher Unterschied in der Sn-Phase in der durch Reflow-Profile erhaltenen Lötstellenstruktur mit einer Schmelzzeit von oder über dem Standard von 45 Sekunden beobachtet. Längere Schmelzzeiten schienen jedoch zu einer geringeren eutektischen Sn-Ag-Phase und zur Bildung der intermetallischen Verbindung von Ag3Sn- zu führen.
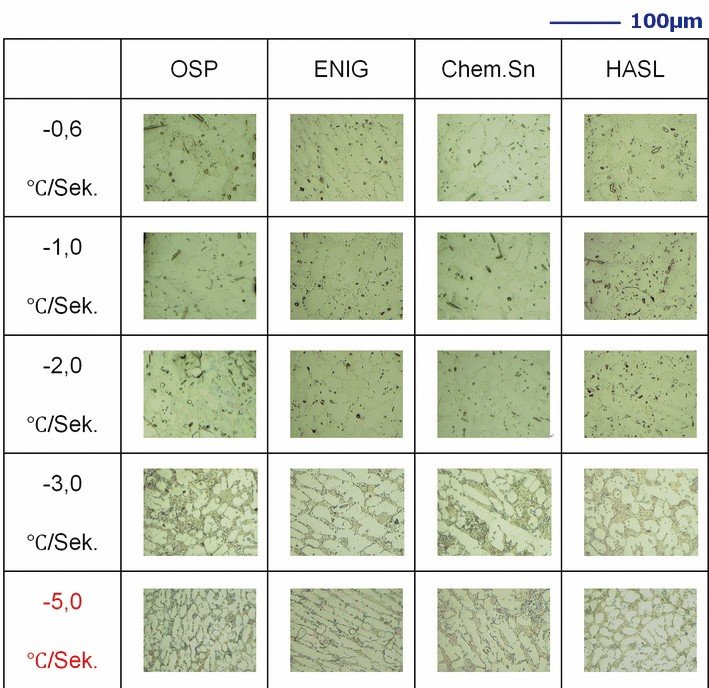
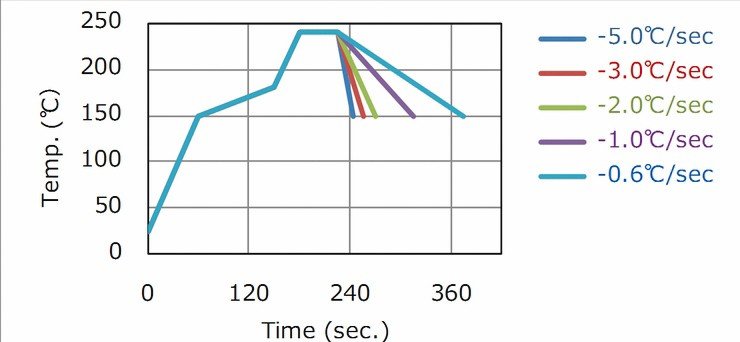
Unterschiedliche Abkühlgeschwindigkeit
Die durch Reflow-Profile mit der unterschiedlichen Abkühlgeschwindigkeit erhaltenen Lötstellenstrukturen sind dargestellt. Die Abkühlgeschwindigkeit von oder unter –2,0 ºC/Sek. führte zu einer Vergröberung der Sn-Phase, einer kleineren eutektischen Sn-Ag-Phase und einer Vergröberung der intermetallischen Verbindung vermutlich Cu6Sn5 bei allen Oberflächen.
Fazit
Die Erkenntnisse aus der Bewertung der Einflüsse durch unterschiedliche Reflow-Profilbedingungen lauten wie folgt:
- Wenn die Peaktemperatur eines Reflow-Profils bei oder unter 240 ºC liegt, vergröbert sich die Sn-Phase in der Lotstruktur. Bei oder über 270 ºC bildet sich die grobe intermetallische Verbindung vermutlich Cu6Sn5, wenn die Leiterplatte ohne Cu-Barriere Cu6Sn5 verwendet wird.
- Eine Zeit über die Reflow-Peaktemperatur von mehr als 45 Sekunden führt zu einer geringeren Sn-Ag-Phase und zur Bildung der intermetallischen Verbindung von Ag3Sn.
- Wenn die Abkühlgeschwindigkeit bei oder unter –2 ºC/Sek. liegt, wird die Sn-Phase gröber, die eutektische Sn-Ag-Phase schwächer. Gleichzeit kristallisiert die intermetallische Verbindung von vermutlich Su6Sn5 in der Lötstellenstruktur.
Weitere Diskussion
Ein Kunde hat einmal gebeten, eine mit SAC305-Legierung gelötete Baugruppe zu analysieren, die nach weniger als 1.000 thermischen Zyklen ausgefallen ist. Als Ergebnis der Analyse wurde festgestellt, dass die BGA-Verbindung eines Modulsubstrats im Inneren der Schutzhülle gebrochen ist.
In der gebrochenen Lötstellenstruktur wurde eine Vergröberung der Sn-Phase und der intermetallischen Verbindung beobachtet. Die Ursache konnte damals nicht identifiziert werden, da die Anzahl der thermischen Zyklen und der Zustand der Lotstruktur nicht korreliert zu sein schienen. Betrachtet man jedoch die vorstehenden Ergebnisse, so kann man nun davon ausgehen, dass die Struktur der Lötstelle derjenigen der silberarmen Lötstelle ähnelt, da sie im Inneren der Schutzhülle mit hoher Wärmekapazität langsam abgekühlt wurde.
Das Unternehmen wird die Einflüsse auf die Beständigkeit gegenüber thermischen Zyklen aufgrund von Unterschieden in der Lötstellenstruktur weiter untersuchen und nachweisen, dass die Temperaturbedingungen – neben der Legierungszusammensetzung – für die Verbesserung der Beständigkeit der Lötstelle sehr wichtig sind.









{kind=link}