
Die Module für die Leistungselektronik bestehen größtenteils aus direkt kupferbeschichteten Keramiken, sogenannten DCBs (DCB = Direct Copper Bonding). Diese vereinen die Aufgaben des Schaltungsträgers für den Halbleiter mit der des elektrischen Isolators für den Kühlkörper und dem Invertergehäuse. Die dicken Kupferschichten ermöglichen den Einsatz höherer Ströme und die Ableitung der Wärme, die an den Leistungshalbleitern entsteht. Damit sind sie eine Kernkomponente bei der Elektrifizierung der Antriebe für E-Autos.
Bei der Herstellung von Leistungselektronik auf keramischen Trägerplatten (DCB, LTCC, HTCC) werden nach dem Bestückprozess die einzelnen Leiterplatten aus dem Nutzen separiert. Die Keramiksubstrate dabei wirtschaftlich und automatisiert zu trennen, ist eine Schwierigkeit. Das teilweise patentierte Verfahren von Baumann Automation revolutioniert das Trennen von Hybriden.
Effizienter und qualitätshoher Brechprozess
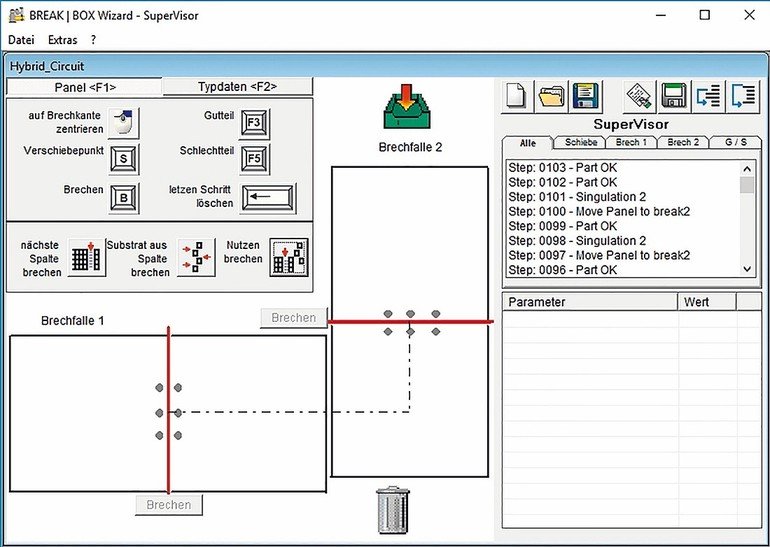
Aufgrund intensiver Forschung mit marktführenden Herstellern von Substratkeramiken ist es durch den Baumann-Brechprozess möglich, Muschelbrüche deutlich zu reduzieren, hohe Ausschusskosten zu vermeiden und eine qualitativ hochwertige Bruchkantengeometrie zu gewährleisten. Optional kann das Brechergebnis visuell überwacht werden.
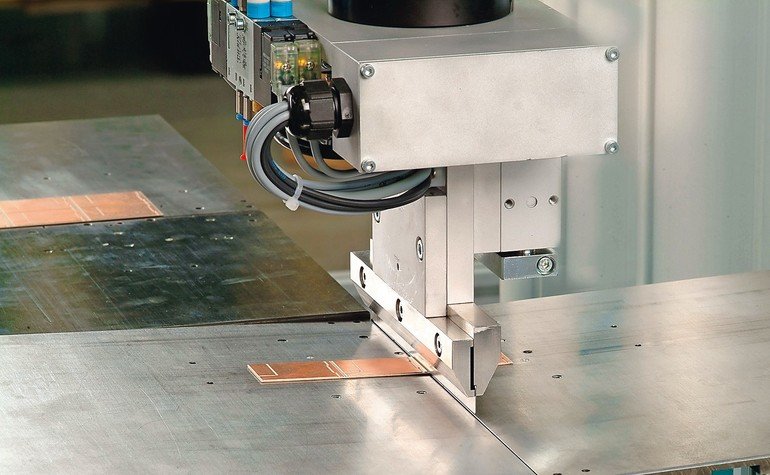
Die Lösung ist die Baumann break|box, mit der mittels unterschiedlicher Verfahren, je nach Kundenanforderungen, die einzelne DCB kontrolliert aus dem Nutzen gebrochen und weiterverarbeitet werden. Die break|box bietet für Laserperforierung an Ober- oder Unterseite eine standardisierte Lösung. Bei einer Ritzung von unten wird der zugeführte Nutzen mittels Roboter in Position gebracht und ohne Fixierungen oder mechanische Anschläge getrennt.
Die durch den Fertigungsprozess nicht zu vermeidende Durchbiegung der Nutzen-Großkarte stellt dabei kein Problem dar. Verschiedenste Greifsysteme wurden entwickelt, um ein beschädigungsfreies Bewegen der Keramiken zu gewährleisten. Es kommen taktile und nicht-taktile Systeme zum Einsatz. Die Auswahl eines geeigneten Saugers hilft, damit nachfolgende Prozesse nicht negativ durch Verschmutzung beeinträchtigt werden.
Ebenfalls werden modernste optische Prüfungen zur vollautomatischen Kantenbruchkontrolle und Kratzerprüfung im hauseigenen Visionlabor entwickelt und für die Serienanlage parametriert. Das innovative und fehlertolerante Trennverfahren reduziert mit einer softwaregesteuerten Kinematik die Bruchkräfte auf ein Minimum.
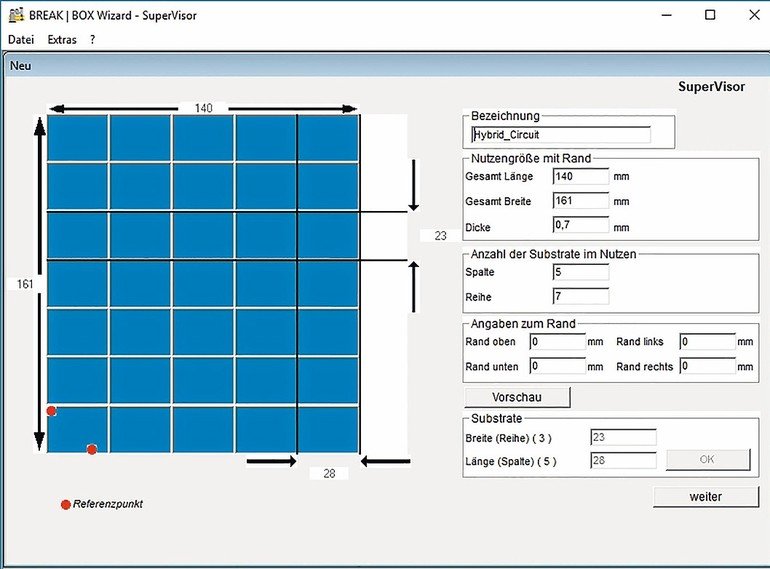
Neue Nutzentypen in Rekordzeit
Die Konfiguration neuer Nutzentypen zählt ebenfalls zu den Highlights des Moduls. Innerhalb von wenigen Minuten wird mit Eingabe der Eckdaten ein neuer Nutzen in der Softwarebibliothek aufgenommen und dieser steht für Typenwechsel jederzeit zur Verfügung, ohne dass eine mechanische Umrüstung notwendig ist.
Die Baumann break|box ist als Stand-alone- und Inline-Zelle lieferbar. Eine Vielzahl von Optionen vereinfacht dabei die Integration in Montage- und Bestückungslinien. Zum Kundenkreis zählen namhafte Hersteller aus der Halbleiter- und Elektronikbranche.
Die patentierte Baumann break|box bricht u.a. gelaserte
und geritzte Keramiknutzen des Typs:
- Direct Copper Bonded – DCB
- Low Temperature Cofired Ceramics – LTCC
- Double-sided Hybrid – DSH
- High Temperature Cofired Ceramics – HTCC
Verarbeitbar sind keramische Leiterplatten mit folgenden Spezifikationen:
- Nutzengrößen: 4“ x 4“ bis zu 9“ x 8“
- Substratdicken: 0,25 bis zu 1 mm
- Mindestgröße: 5 mm x 5 mm
- Taktzeit Einzelsubstrat: 3,5 – 5 sec
- Mindestabstand Baugruppe zu Bruchkante: 0,2 bis 0,5 mm.

Hier finden Sie mehr über:








{kind=link}