Die Anforderungen nach immer höherer Funktionalität von Mobiltelefonen, Smartwatches, am Körper tragbaren Geräten, im Militär und in der Medizin- und Audiotechnik treiben die Entwicklung der Bauteilminiaturisierung immer weiter voran. Bei einer Reduzierung des Grundrisses um 6 % und einer Reduzierung des Volumens um 1,6 % im Vergleich zur 0402 mm (01005”) Bauteilgröße, wurden für Lotpasteninspektionssysteme und Bestücker neue optische Systeme und Feeder entwickelt, um dieser Verkleinerung Rechnung zu tragen. Wenn Mikro-Bauteile in den Fertigungsprozess integriert werden, ist es allerdings der Druckprozess, der eine problematische Hürde darstellt. Die Anforderungen an die Materialien, die Maschinen und die Prozesse, die sie verbinden, müssen überprüft werden, wenn die Einführung von 0201 mm Bauteilen erfolgreich verlaufen soll. Ein wiederholbarer Prozess, gefertigt für ein Produkt mit solch Bauteilen und einem doppelt so starken Cp-Wert, kann dann erzielt werden, wenn alle Elemente des Prozesses aufeinander abgestimmt sind und miteinander arbeiten. Das heißt, dass die aktuellen Prozesse neu überprüft werden müssen, da die momentan gültigen Standards für Lotpaste, Leiterplatte und Schablone eventuell zu verändern sind. Das kann so weit gehen, dass eine Reinraumumgebung implementiert werden muss, um das Produkt, die Fertigungssysteme und die Prozesse vor Kontamination zu schützen. Der Artikel konzentriert sich auf die einzelnen Elemente des Druckprozesses und die erforderlichen Veränderungen sowie auf die Ergebnisse der Tests, die im ITW EAE Prozesslabor in Hopkinton, Massachusetts durchgeführt wurden.
Optimales Zusammenspiel sichert Prozess
Mit jedem Schritt der Bauteilminiaturisierung haben wir uns an die neuen Anforderungen angepasst. Heutzutage hat sich der Markt erfolgreich auf Produkte eingestellt, die Bauteile bis hinunter zu 1005 mm (0402”) enthalten. 0603 mm (0201”) Bauteile erfordern eine geringere Schablonendicke und Unterstützung für vorzugsweise Typ 4 als vorherrschende Lotpastenkorngröße. Bei 0201 mm Bauteilen muss jeder Teil des Prozesses genau untersucht werden, um sicherzustellen, dass jedes Element auch die speziellen Anforderungen der Bauteile unterstützt. Genau wie Lotpasteninspektionssysteme mit anderen optischen Systemen ausgestattet wurden, Bestücker mit neu entwickelten Feedern und Düsen, so muss auch der Druckprozess angepasst werden. Die Lösung für erfolgreichen Druck von Mikrobauteilen liegt im Zusammenspiel, bei dem jedes Element mit bestmöglich bewährten Verfahren für optimale Ergebnisse angewandt wird und sich gegenseitig ergänzt. Jegliche Abweichung oder das Vernachlässigen eines Prozesselements resultiert in einem nicht oder nur unzureichend wiederholbaren Prozess.
Leiterplatten (LP)
Bisher wurden für die meisten Anwendungen Leiterplattendicken von 0,5 mm oder weniger verwendet, daher ist dies auch in der nahen Zukunft zu erwarten. Einer der wichtigsten Aspekte für einen erfolgreichen Druck ist die Notwendigkeit, eine gute Abdichtung zwischen Schablone und Leiterplatte herzustellen. Diese Abdichtung wiederum hängt direkt mit dem Prozess zusammen, bei dem die Lotpaste effizient und wiederholbar aus der Schablonenöffnung auf das Leiterplatten-Pad übertragen wird. Eine konstante Leiterplattendicke bestimmt dabei die Lage der Leiterplatte zur Schablonenunterseite. Lötstopplack sollte nicht auf die Pad-Oberfläche gelangen, da dies die Abdichtung der Schablonenöffnung erheblich beeinträchtigt. Beschriftungen und Aufdrucke sollten möglichst vermieden werden, da es hier zu Problemen kommen kann.
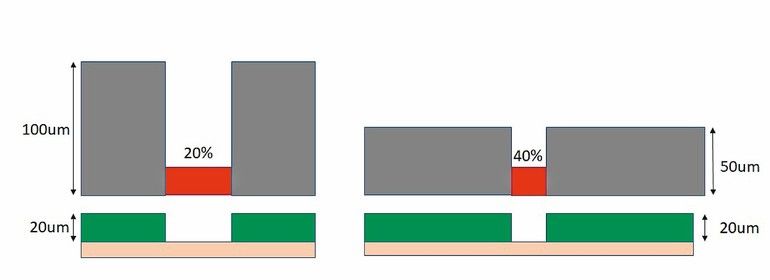
Einer der wichtigsten Schritte beim Entwurf von Leiterplatten mit Mikrobauteilen ist es, die korrekte Lötstopplackdicke zu bestimmen. Standardprozedur beim Entwerfen einer Leiterplatte mit bloßem Kupfer-Pad ist es, eine Lötstopplackdicke von 20 – 25 µm zu wählen. Sobald 0402 mm und 0201 mm Bauteile eingesetzt werden, muss die Lötstopplackdicke auf etwa die Hälfte (12 – 10 µm) reduziert werden. Das erfordert die geringere Schablonenstärke und das Material, das verfügbar ist, um diese Lücke zu füllen. Eine der Grundlagen des SMT-Drucks besteht darin, dass für den Prozess der Kontaktdruck zur Anwendung kommt. Einfach ausgedrückt, wenn die Lotpaste die Pad-Oberfläche nicht oder nur teilweise benetzt, löst sie sich nur unvollständig oder gar nicht aus der Schablonenöffnung. Ein 0402 mm Bauteil mit einer Lötstopplackdicke von 20 µm muss 20 % des Öffnungsvolumen der verfügbaren Lotpaste verwenden, um die Lücken zu füllen. Das laminare Fließverhalten der Lotpaste in der Schablonenöffnung kann diese Lücke mit Hilfe einer größeren Schablonenöffnung überwinden. Die gleiche Lötstoppmaskendicke auf einem 0201 mm Bauteil erfordert dagegen 40 % des Öffnungsvolumen. Um sicher zu stellen, dass die Pad-Oberfläche korrekt zur Lötstopplackhöhe ausgerichtet ist und eine flache, ebene Oberfläche für den Kontaktdruck hat, sollte eine (stromlose) Nickel- und Feingold Schicht (electroless nickel immersion gold/ENIG) in Betracht gezogen werden. Diese Beschichtung erzielt die besten Ergebnisse. Beim Entwerfen von Leiterplatten führt die Entscheidung, Masken-definierte Pads zu verwenden aufgrund von zu großer Dichte, die Genauigkeit der Pad-Positionen sowie Pads, die größer sind als spezifiziert, oft zu Problemen.
Die Positionen der Marken, besonders im Fall von Mehrfachnutzen oder Ausbrüchen, sind besonders wichtig, damit das Visionsystem der Maschine eine korrekte Ausrichtung durchführen kann. Für optimale Resultate sollten die Marken Teil des Leiterplattenentwurfs sein und auf der Leiterplatte markiert werden. Dehnungs-, Schritt- und Wiederholfehler sollten vermieden werden, da mit einer empfohlenen Pad-Größe von 125 x 150 µm gearbeitet wird, wo Abweichungen von nur 25 µm erhebliche Auswirkungen haben können. Vorabinvestition in ein gutes Leiterplatten-Design erhöht die Erfolgschancen, wenn einige der oben beschriebenen Probleme schwierig, wenn nicht sogar unmöglich zu beheben sind.
Rakelblätter/geschlossener Druckkopf
Für das Drucken von Mikrobauteilen sind die Rakelanforderungen einfach: Federstahlrakelblätter mit eckiger Kante sowie Rakelblattwinkel von 55 Grad. Die Rakel sollten möglichst genau so lang sein wie die Leiterplattenbreite bei einer maximalen Überlänge von 50 mm in X-Richtung. So wird die Rakelkraft gleichmäßig ausgeübt und Langzeitschäden der Schablone werden vermieden. Die Rakelblätter sollten vor jedem Einsatz auf Sauberkeit und Schäden inspiziert werden. Auch geschlossene Druckköpfe wurden bereits sehr erfolgreich für Fine-Pitch-Anwendungen eingesetzt. Für den im 2. Teil beschriebenen Test wurde auf den Rakeldruck fokussiert, da dieser die meisten Prozessapplikationen auf dem Markt repräsentiert. In Bezug auf das Layout von Mikro-Öffnungen sollte in der Zukunft ein Vergleich zwischen Rakelblättern und der geschlossenen Druckkopftechnologie durchgeführt werden, um herauszufinden, ob die geschlossene Druckkopftechnologie hier Vorteile bietet.
Schablonen
Basierend auf früheren Experimenten hat sich gezeigt, dass Schablonen mit einer Dicke von 50 µm die beste Transfereffizienz für 0201 mm Öffnungsgrößen bietet. Im Test wurde ein Schablonenrahmen von 736 x 736 mm verwendet. Aufgrund der typischen Leiterplattenformate mit 0201 mm Bauteilen und den Anforderungen an die Schablonenspannung, wie nachfolgend aufgeführt, eignet sich ein 585 x 585 mm Format eventuell besser.
Empfohlen wird eine lasergeschnittene Edelstahlschablone. Für Mikrobauteil Anwendungen werden hochgespannte Schablonen empfohlen und die Spannung über 30 N/cm² anzuheben, da sich hierdurch die Leiterplatte gleichmäßiger von der Schablone trennt und das Auslöseverhalten begünstigt wird. Problematisch ist es bei einer dünnen Schablonenfolie mit einer hohen Anzahl von Schablonenöffnungen. Durch eine höhere Spannung der Schablone erreicht man ein gleichmäßigeres Auslöseverhalten mit weniger Benetzungsproblemen. Nanobeschichtungen erhöhen nachweislich die Transfereffektivität. Dünne Schablonen sollten vorsichtig gehandhabt werden, da sie leicht beschädigt werden können. Die Lebensdauer einer Schablone kann durch Ultraschallreinigung erheblich erhöht werden. Typ 6 Lotpaste ist umso schwieriger zu entfernen, je länger sie auf der Schablone verbleibt. Schablonendicken von 50 µm und darunter haben eine geringere Lebensdauer, da Schäden durch Verformungen, Abnutzung und Beschädigungen unvermeidlich sind. Daher ist es ratsam, eine Ersatzschablone zur Hand zu haben.
Lotpaste
Der ideale Lotpastentyp für die hier besprochenen Öffnungsgrößen ist Typ 6. Die Spezifikation für Typ 6 ist eine Korngrößenverteilung von weniger als 20 µm mit einem Durchschnittswert von 10 µm. Typ 4 Lotpaste ist die vorherrschende Pulvergröße, die derzeit in der SMT Industrie verwendet wird. Der Pastentyp muss an den Bestück- und den Reflowprozess bzw. dessen Anforderungen an eine Stickstoffumgebung angepasst werden. Lotpaste vom Typ 6 ist bestens geeignet für 125 x 150 µm Öffnungen – weitere Experiment sollten durchgeführt werden, um zu untersuchen, ob eine hybride Typ 5,5 oder eine Typ 5 Lotpaste als Ersatz für Typ 6 verwendet werden kann.
Leiterplattenunterstützung
Da für die meisten Anwendungen mit Mikro-Bauteilen Leiterplatten von 0,5 mm oder weniger verwendet werden, sorgt eine Unterstützungsplatte in Kombination mit Vakuum dafür, dass die Leiterplatte plan und eben aufliegt, gleichmäßig unterstützt wird und somit zu besten Druckergebnissen führt. Die Leiterplatte sollte in eine zurückspringende Nische passen und ihre Oberfläche über der Plattenoberfläche zu liegen kommen. Durch Einsatz von Unterstützungsflügeln werden die Rakel außerhalb des Druckbereichs unterstützt, die Belastung der Schablone in diesen Bereichen verringert und ein Lotpastenfilm außerhalb des Druckbereichs vermieden. Venturi-Vakuumsystem sind hierfür besonders geeignet, da der Druck von Standard-Vakuumsystemen eventuell nicht ausreicht, um die Leiterplatte vollständig flach zu ziehen. Besondere Aufmerksamkeit gilt dem Nivellieren der Unterstützungsplatte, da sich dies auf die Abdichtung zwischen Leiterplatte und Schablone auswirkt. Bei Leiterplattendicken unter 0,5 mm wird Vakuum als bevorzugte Methode zur Fixierung der Leiterplatte gewählt, da die Ober- oder Seitenklemmung dünner Substrate nicht die gleiche Planarität des Substrates erzielen kann.
Reinigung
Die Wahl der richtigen Parameter für Reinigungsfrequenz und -abfolge, kompatibler Chemikalien und des geeigneten Papiers hat einen großen Einfluss auf die Prozesswiederholbarkeit und potentielle Defekte. Mikro-Öffnungen erfordern häufigeres Reinigen. Zum Testen wird eine Leiterplatte bedruckt und anschließend die Kamera unter die Schablone gefahren, um auf herausgequollene Paste oder verstopfte Öffnungen zu inspizieren. Meist wird die verbliebene Paste beim nächsten Druckhub herausgedrückt und erfordert daher keine Reinigung. Dies muss von Fall zu Fall beurteilt werden. Der Inspektionsprozess sollte solange weitergeführt werden, bis sich Defekte abzeichnen. Dann zieht man einen Druckzyklus von der bisher gedruckten Gesamtzahl ab und benutzt das Ergebnis als Start-Reinigungsfrequenz. Bei Verwendung eines Lotpasteninspektionssystems (SPI), kann es je nach Ergebnis dazu benutzt werden, die richtige Reinigungsfrequenz zu ermitteln. Die optimale Abfolge ist Vakuum/Vakuum/Trocken. Der zweite Vakuumhub entfernt jegliche Pastenreste, die durch den ersten Hub aus der Schablonenöffnung gesogen wurden. Zu empfehlen ist ein Nassreinigungshub mit Lösungsmittel alle 4 – 6 Reinigungszyklen mit Abfolge Nass/Vakuum/Trocken, wobei immer mit dem Lösungsmittel begonnen wird. Die Anweisungen des Lotpastenherstellers sollten befolgt werden, um die Kompatibilität von Lösungsmittel mit dem Flussmittel in der Paste sicher zu stellen. Zudem sollte ein qualitativ hochwertiges Reinigungspapier verwendet werden, da Typ 6 Paste schwer zu entfernen sein kann. Manch preiswertes Reinigungspapier kann die Lotkugeln nicht aufnehmen, was zu Problemen wegen Verunreinigung führen kann (Studie ausgeführt von Shea Engineering Services).
Der Drucker
Das Drucksystem ist der Dreh- und Angelpunkt für das erfolgreiche Drucken jeglicher Mikro-Bauteil Anwendungen. Die Ausrichtefähigkeit der Maschine ist essentiell, wenn mit kleinen Pads gearbeitet wird. Fortschritte in der Wiederholbarkeit und Genauigkeit der Visionsysteme haben mit der Einführung von Mikro-Bauteilen mitgehalten. Eine Wiederholgenauigkeit von ±12,5 µm mit einem Cp-Wert 2,0 @ 6 Sigma ist erforderlich, zusammen mit einer Nassdruckgenauigkeit von ±20 oder weniger mit einem Cp-Wert von 2,0 @ 6 Sigma. Pad-Größen von 120 µm oder weniger erlauben wenig Spielraum für Fehler; die Genauigkeit und Wiederholgenauigkeit der Maschine hat hierbei einen großen Einfluss auf den Prozess. Ist die Maschine verifiziert, können die Gründe für Ausrichteprobleme schnell isoliert und behoben werden. Zum Beispiel mit einem Druckverifikationsprozess, der entweder direkt auf der Maschine durchgeführt werden kann oder von einem externen System ausgeführt wird. Eine weitere wichtige Kalibrierung am Drucksystem ist die Ausrichtung von Tisch zu Schablonenaufnahme. Da eine gute Abdichtung beim Drucken mit Mikro-Schablonenöffnungen von größter Wichtigkeit ist, berücksichtigt diese Kalibrierung die Position der vier Ecken des Drucktischs zur Schablonenaufnahme, um eine perfekte Lage der Leiterplatte zur Schablone sicherzustellen. Mit einer Fühlerlehre wird der Abstand vom Tisch zur Unterseite der benachbarten Schiene der Schablonenhalterung gemessen. Um alle vier Ecken auszurichten, wird die Fühlerlehre wiederholt von Ecke zu Ecke bewegt und der Abstand dabei so eingestellt, dass er innerhalb der Spezifikationen liegt. Mit einem neuen, von MPM entwickelten Werkzeug können alle vier Ecken gleichzeitig eingestellt werden. Bis dato lagen die Spezifikationen für die Tisch zu Schablone Nivellierung bei ±0,1016 mm. Studien haben allerdings gezeigt, dass die besten Ergebnisse erreicht werden, wenn die Spezifikation auf ±0,0508 mm gesenkt wird. Ein wichtiger Faktor beim Verwenden des Kalibrierwerkzeugs ist, dass die Schablonenklemmung aktiv ist und die Schablone an Ort und Stelle hält. Die geringfügigste Verformung der Schablonenaufnahme, verursacht durch die Schablonenklemmung, muss bei der Kalibrierung berücksichtigt werden, um die korrekte Einstellung zu erhalten. Um mögliche Toleranzen zwischen Tisch und einer Substratunterstützungplatte zu vermeiden, kann alternativ zum Tisch auch die Unterstützungsplatte während der Kalibrierung als Referenz benutzt werden. Diese Methode sollte allerdings nur dann eingesetzt werden, wenn die Maschine auf nur ein Produkt ausgelegt ist. Die erweiterte Spezifikation kann mit diesem Kalibrierwerkzeug erreicht werden; es hat sich herausgestellt, dass dies zum erfolgreichen Drucken von Mikro-Schablonenöffnungen maßgeblich beiträgt. Schließlich, und am wichtigsten: die Maschine muss vollständig gesäubert und jegliche Pastenrückstände entfernt werden. Die Ursache vieler Probleme liegt in zufälligen Pastenablagerungen oder Pastenresten, die sich im Laufe der Zeit irgendwo anhäufen.
Teil 2 über den Versuchsplan inklusive Ergebnissen auf Basis der hier beschriebenen Verfahren erscheint in der kommenden Ausgabe 9.
.png)








{kind=link}