

Die Baugruppenfertigung sieht sich immer größeren Herausforderungen gegenüber. Vor allem die höheren Packungsdichten stellen hohe Anforderungen an SMT-Produktionssysteme in puncto Genauigkeit und Wiederholbarkeit. Die Qualitätsanforderungen sind hoch, deshalb muß der Produktionsprozeß überwacht werden. Die Frage ist, welche Strategie ist optimal für die jeweilige Anwendung?
Dino Franz, Macrotron Process Technologies, München
Grundsätzlich angemerkt, konkurrieren In-Circuit-Test (ICT), automatische optische Inspektion (AOI) und Röntgeninspektion (AXI) um den Anspruch der bestmöglichen Performance in der Prozeßkontrolle. Viele Punkte in der Aufgabenstellung für den ICT lassen sich sowohl mit Boundary-Scan als auch anschließendem Funktionstest erledigen. Per ICT lassen sich zwar Kurzschlüsse, falsche Komponenten bzw. inkorrekte Bestückung und offene Verbindungen feststellen, doch der wichtige Unterschied zwischen einer guten und kalten Lötstelle bleibt weiter verborgen. Es kann sogar vorkommen, daß fehlerhafte Lötstellen durch den Andruck der Federkontakte für die Dauer der Prüfung als “gut” kaschiert werden. Außerdem steht durch die hohe Integration der Baugruppen auf der Leiterplatten oft für Testpunkte kein Platz mehr zur Verfügung bzw. die elektrische Zugänglichkeit ist grundsätzlich limitiert.
AOI oder AXI?
Ein hoher Grad von Fehlern (60 %) ist auf schlechte Lötverbindungen zurückzuführen, verursacht im Siebdruck oder Reflowofen. Die sichere Lokalisierung solcherDefekte deckt bereits einen beträchtlichen Bereich ab und spart dadurch einen Großteil der Reparaturkosten. In Fertigungen sieht man immer wieder Mitarbeiter bei der manuellen optischen Inspektion von Baugruppe. Dies ist sowohl die langsamste, unzuverlässigste und langfristig kostenträchtigste Methode. Automatische optische Inspektionssysteme hingegen kön-nen bei Lötstellen auch nur eine Aussage über die Oberflächenbeschaffenheit treffen. Verdeckte Partien der Lötstellen anFine-Pitch- oder J-Lead-Komponente oder Area-Array-ICs wie BGAs, PGAs, CSPs und Flip-Chips lassen sich nicht erken-nen. Auch reagieren AOI-Systeme auf Oberflächenunterschiede und Reflexionen empfindlich, was sich in einer höheren Pseudofehlerrate bemerkbar macht.
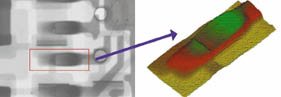
Röntgeninspektionssysteme sind gegen solche Umstände gefeit, da sie in die Lötverbindung hineinsehen und damit die Aussagesicherheit stark erhöhen. Der hohe Absorptionsgrad des Lötzinns (auch bleifrei) ergibt einen guten Kontrast zur Leiterplatte, wobei der Schwärzungsgradeines Punktes für die Höhe steht. Über diese Informationen kann der eigentliche Verlauf des Lötzinns visualisiert und zur Bildverarbeitung aufbereitet werden (Bild 1). Verborgene Lötstellen von Area-Array-ICs sind nur per Röntgentechnik inspizierbar.
Manuelle Röntgeninspektion
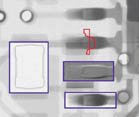
Für relativ kleine Losgrößen mit einer geringen Zahl von BGAs ist ein manuelles Röntgeninspektionssystem die erste Wahl. Die Aussage über die Qualität von BGA-Lötstellen wird primär vom Bediener getroffen, der das Röntgenbild per Monitor kontrolliert. Das Bild wird mit einer Bildverarbeitungssoftware durch Kontrastspreizung und Filterung (Bild 2) optisch aufbereitet, um bestimmte Merkmale stärker hervorzuheben und damit die Aussagesicherheit zu erhöhen. Nachteilig ist, daß die Fehlererkennung durch subjektive Entscheidungen des Bedieners getroffen wird und damit nicht sicher wiederholbar ist. Außerdem lassen sich Fehlergrenzen nicht durch eindeutige Zahlenwerte festlegen und ergeben damit weitere Unsicherheiten.
Halbautomatische Röntgeninspektion
Bei etwas höheren Losgrößen oder wenn auch eine quantitative Aussage notwendig ist, kommen halbautomatische Röntgeninspektionssysteme ins Spiel. Hier können wiederholbar in einem Ablaufprogramm die Inspektionsstellen automatisch angefahren und das Bild durch Algorithmen ausgewertet werden. Damit lassen sich nicht nur einfache Fehler detektieren, sondern auch der Prozeß in den vorgegebenen Definitionen kontrollieren. Da sich, wie beim System MXR-160 die Rotations- und Kippachsen in das Ablaufprogramm integrieren lassen, können Messungen unter bestimmten Winkelnvorgenommen und somit schwer lokalisierbare Fehlermerkmale erfaßt werden. Solch ein System läßt sich vortrefflich mit preiswerten AOI-Konfigurationen kombinieren, die per Pre- oder Post-Reflowinspektion einfache Fehler erkennen, die Umgebungen der komplexeren Fine-Pitch- oder Area-Array-Komponenten werden dabei der Röntgeninspektion überlassen. Diese kombinierte Inspektionsstrategie verbindet das beste aus zwei Welten und ermöglicht dadurch hohe Erkennungsraten.
Vollautomatische Röntgeninspektion
Hochvolumige Produktionen verlangen nach vollautomatischen Lösungen. Insbesondere der hohe Durchsatz in solchen Fertigungslinien erfordert In-Line-Inspektionssysteme, die Baugruppen im Linientakt verarbeiten können, damit hier kein Flaschenhals entsteht. Durch diese Anforderung sind alle Komponenten wie Mechanik, Bildaufnahme und Bildverarbeitung auf sehr hohe Geschwindigkeiten ausgelegt. Durch Parallelprocessing ist es möglich, Bilderunabhängig von der Bildverarbeitung-geschwindigkeit aufzunehmen. Somit wird ein hoher Durchsatz von typisch0,4 s/FOV (Field-of-View) erzielt – bei einem Durchmesser von 12 bis 25 mm. Damit erlauben solche Systeme eine voll-ständige Prüfung sämtlicher Lötstellen plus einiger zusätzlichen Test wie Polarität bei Tantalkondensatoren etc.
Die Röntgenbilder werden vom Inspektionsprogramm untersucht, wobei bis zu 30 Parameter je Lötstelle gemessen werden können. Diese Meßwerte werden bei Systemen von NIS (Nicolet Imaging Systems) einem regelbasierten Entscheidungsnetzwerk zugeführt, daß sicher die Fehler detektiert. Dabei wird auch der Fehlertyp wie offene Lötstelle, Kurzschluß, unzureichendes Lötzinn und anderes erkannt. Durch das Entscheidungsnetzwerk erreicht man eine hohe Inspektionstiefe, wobei gleichzeitig die Pseudofehlerrate unter 200 ppm gesenkt werden kann (bezogen auf die Zahl der Lötstellen). Die Algorithmen der NIS-Systeme basieren auf einer Entwicklungsexpertise von über zehn Jahren. Durch diese hohe Reife sind sie sehr robust, zudem werden sie regelmäßig den unterschiedlichen Lötstellentypen angepaßt.
2D- oder 3D-Darstellung?
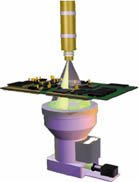
Gegenwärtig gibt es zwei Arten der automatischen Röntgeninspektionssysteme: solche mit zwei- oder dreidimensionaler Bilderfassung. Bei der 2D-Technik (auch Transmissionstechnik genannt) liegt die Achse des Röntgenstrahls immer direkt orthogonal zur Baugruppe, es wird also immer ein Durchstrahlbild aufgenommen(Bild 3). Bei einem 3D-System werden durch verschiedene Techniken der Schrägdurchstrahlung Schnittbilder einer bestimmten Ebene aufgenommen. Damit ist es möglich, die Ober- von der Unterseite einer Baugruppe separat zu erfassen und auszuwerten oder bei komplexen Lötstellen wie an CBGAs verschiedene Fehlerarten durch mehrere Schnitte zu ermitteln. Das Resultat sowohl bei 2D- als auch 3D-Systemen sind aber immer plane Bilder, die anschließend durch Algorithmen ausgewertet werden. Welches Prinzip eignet sich nun für welche Anwendung?
Das 2D-System CXI-3600 von NIS ist prädestiniert für einseitige Baugruppen, inspiziert nach dem Reflowprozeß. Solche Baugruppen sind dort weit verbreitet, wo es mehr auf Zuverlässigkeit als auf hohe Packungsdichte ankommt. Doppelseitige Baugruppen mit einer geringen Zahl von Überlappungen der Lötstellen der Ober- und Unterseite unter 5 % werden nor-malerweise auch noch mit 2D-Systemen inspiziert. Die Inspektionstiefe ist zwar geringer, sind jedoch die nicht inspizierbaren Lötstellen unkritisch, kann durchaus dieser Kompromiß eingegangen werden.
Erhöhen sich die Zahl der Überlappungen, das ist bei hohen, beidseitigen Packungsdichten der Fall, dann muß ein 3D-Verfahren gewählt werden. Solche Baugruppen zeichnen sich durch hohe Funktionsdichte auf geringem Raum aus. Daher werden auch hier zuallererst die neuartigen Packagetechniken wie CSPs und BGAs eingesetzt. Hier sind zum sicheren Erkennen aller Fehlerarten mehrere Schnitte in verschiedenen Ebenen nötig.
3D-Technik Laminographie
Die beiden angewandten 3D-Verfahren Laminographie und Tomosynthese haben ihren Ursprung in der Computertomographie (CT) der Medizin. Dieses Verfahren erlaubt sehr feine Schnitte durch den menschlichen Körper, wobei selbst versteckte Einzelheiten sichtbar werden. Allerdings ist dazu nötig, das die Röntgenquelle und der um 180° versetzte Detektor vollständig um das Objekt kreisen. Dies ist mit der heutigen Technik für die Baugruppeninspektion wirtschaftlich nicht möglich, denn der Durchsatz wäre dabei sehr niedrig. Daher sind Verfahren entwickelt worden, die das Erzeugen von Schnittbilder in kürzerer Zeit ermöglichen.
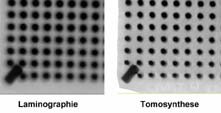
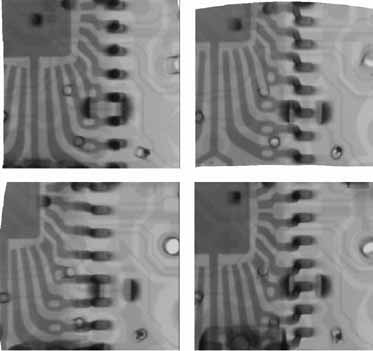
Bei der Laminographie bewegt sich die Röntgenquelle auf einer Kreisbahn auf der anderen Seite der Baugruppe gegensinnig zum Detektor. Dadurch entsteht ein Röntgenbild, wobei nur der Bereich scharf abgebildet wird, der sich in der Fokusebene befindet. Informationen darüber oder darunter werden verwischt dargestellt, da sie nur kurz im Aufnahmebereich sind. Dieses Bild wird nun per Algorithmen ausgewertet. Da Informationen, die nahe der Fokusebene liegen, nur unzureichend verwischt werden (beispielsweise hohen Lötstellen an Tantalkondensatoren) sind die Bil-der immer etwas unscharf und kontrastarm (Bild 4).
Bei doppelseitig bestückten Baugruppen muß darüber hinaus das Bild sowohl für die obere als auch die untere Seite getrennt aufgenommen werden. Da die Position der Fokusebene bei diesem Prinzip extrem wichtig ist, ist vorher exakt zu ermitteln, wo diese liegt. Dies erfolgt in der Regel durch eine Laserabtastung und erhöht dadurch die Gesamtinspektionszeit. Nachdem hier die Röntgenaufnahme durch Bewegungsabläufe entsteht, sind sehr hohe Anforderung an die Wiederholbarkeit und Zuverlässigkeit der Mechanik gestellt.
3D-Verfahren Tomosynthese
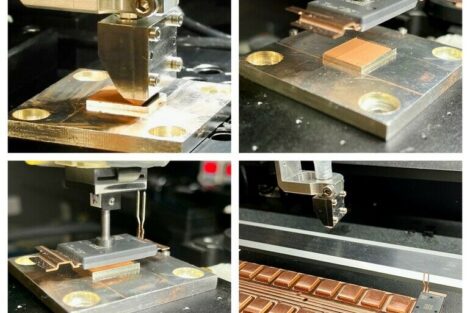
Bei der digitalen Tomosynthese, wie bei NIS MV-6100, werden verschiedene Schrägaufnahmen aus unterschiedlichen Perspektiven aufgenommen (Bild 5). In der Regel werden sechs bis acht Schrägaufnahmen gemacht (Bild 6), damit ausreichende Informationen für das Schnittbild vorhanden sind. Im Gerät wird mit diesen Schrägaufnahmen durch die Tomosynthese ein Schnittebenenbild errechnet. Die Tomosynthese ist ein rein digitales Verfahren und ermöglicht durch verschiedene mathematischer Verfahren die Generierung bestmöglicher Bilder. Durch Art-Algorithmen (Algebraic Reconstruction Technique) können störende Bildinhalte, die nahe der Schnittebene liegen, entfernt werden. Dadurch entsteht ein klareres Bild mit höherem Kontrast als bei der analogen Laminographie. Außerdem erlaubt die Art-Technik störende Muster im Bild, sogenannte Artefakte (entstehen durch begrenzte Aufnahmewinkel) zu eliminieren. Diese höhere Bildqualität ist die Grundlage, um sicher alle Fehler zu detektieren.
Ist eine Boardseite separiert, werden zur Inspektion bewährte Algorithmen angewandt. Sind die Schrägaufnahmen im Speicher, können so viele Schnittbilder errechnet werden wie nötig. Somit ist also nur ein Aufnahmesatz nötig, um die Ober- und der Unterseite gleichzeitig zu inspizieren. Darüber hinaus wird auch die Durchbiegung einer Baugruppe erkannt und kompensiert. Der große Vorteil solch eines Systems ist, daß es auch in Transmissionstechnik inspizieren kann. Es muß also nur dort die zeitaufwendigere 3D-Technik angewandt werden, wo überlappende Lötstellen auf der Baugrup-pe vorkommen oder bei diversen Area Array-Bauteilen. Dies erhöht erheblich den Gesamtdurchsatz. Da Rechner immer leistungsfähiger werden, ist ein Verfahren, bei dem der Hauptanteil der Analyse per Software erledigt wird, „zukunftssicherer“ und für künftig noch anspruchsvollere Aufgaben besser nutzbar
Detaillreiche Datenaufbereitung
Bei Macrotron hat man bereits früh erkannt, daß die Daten der Röntgensysteme für die Benutzer noch gezielt aufbereitet werden müssen, damit Verifizierung und Reparatur einer Baugruppe nicht mehr Zeit in Anspruch nehmen als die Inspektion. Daher wurde schon vor vielen Jahren mit der Software X-Ver eine Lösung vorgestellt, die Fehlerdaten und das Fehlerbild auf dem Bildschirm einfach darstellt, damit die Interpretation möglichst schnell erfolgen kann. Bei BGAs ist es sogar die einzige Möglichkeit, die Fehlermeldung zu verifizieren.
Die Kombination von Röntgentechnik und X-Ver ist eine ideale Hilfe, um Fehler sicher zu ermitteln. Außerdem müssen Fehlerraten sowohl langfristig als auch im laufenden Prozeß minimiert werden. Es gilt immer noch die alte Weisheit: Fehler, die nicht entstehen, verursachen auch keine Kosten. Für diese Aufgabe wurde X-Stat entwickelt, das alle Fehlerdaten sammelt und on-line visualisiert. Dabei können diese Daten in einer Pareto-Chart oder direkt im Bord-Layout dargestellt werden. Da diese Daten on-line konstant aktualisiert werden, ist es möglich, in die laufende Fertigung einer Linie – selbst bei kleineren Losgrößen – aktiv einzugreifen und die Fehlerursache gezielt und umgehend zu beseitigen. Für eine Auswertung über einen längeren Zeitraum ist nun X-Access verfügbar, das Statistiken über mehrere Baugruppentypen erstellt und damit weitere Analysen ermöglicht.
Ein Ausblick
Gerade bei Baugruppen mit BGAs ist die Röntgeninspektion nötig, um den Prozeß zu kontrollieren und damit hohe, gleichbleibende Qualität zu garantieren. Nur Röntgeninspektion ist in der Lage, zuverlässige Prozeßinformationen zu liefern, die in den Fertigungsablauf rückgekoppelt werden können. Zudem werden durch die weitere Miniaturisierung andere Prüfmethoden obsolet. Solange einseitig bestückte Baugruppen produziert werden, genügt ein 2D-System für die durchgehende Fertigungsinspektion. Für komplexe Baugruppen aber sind 3D-Röntgensysteme nötig, denn nur damit lassen sich doppelseitig bestückte Boards mit hohen Packungsdichten sicher inspizieren. Die Tomosynthese liefert prinzipbedingt deutlichere Bilder als die Laminographie.
EPP 223
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:






{kind=link}