
Der Continental Standort Nürnberg ist auf die Herstellung hochkomplexer Elektronikbaugruppen für die Automobilindustrie spezialisiert. Im Zuge der Produktion neuer Hybridbaugruppen für den Automotivebereich werden porenarme Lötstellen gefordert, die mit konventioneller Reflow-Technologie nicht zu fertigen sind. SMT Maschinen- und Vertriebs GmbH in Wertheim hat ein Vakuum-Reflow-Lötsystem entwickelt, welches das konventionelle Reflow-Lötverfahren mit einem Vakuumprozess koppelt, um die hohen Anforderungen für porenarme Lötstellen umzusetzen.
Christian Ulzhöfer, SMT, Wertheim
Der modulare Aufbau des Inline-Vakuum-Reflow-Systems erlaubt es Heizbereiche mit variabler Länge, verschiedenen Vakuumkammern, verschiedenen Transportsystemen (Einfach-, Doppel-, Dreifachspurtransport) und verschiedenen Kühlzonen zu kombinieren. Das System kann damit individuell auf den gewünschten Durchsatz und die Produktgruppe eingestellt werden. Im Lötsystem kann mit und ohne Vakuum-Prozess kombiniert mit N2-Schutzgasatmosphäre oder unter Luft gelötet werden. Damit bekommt der Anwender ein System zur Verfügung gestellt, das alle Anforderungen des Reflow-Prozess in einer einzigen Anlage vereint. Im Folgenden werden der Vakuum-Lötprozess und der Porenanteil in der Lötstelle exemplarisch an der bei Continental in Nürnberg gefertigten Baugruppe diskutiert.
Lötstelle und Poren
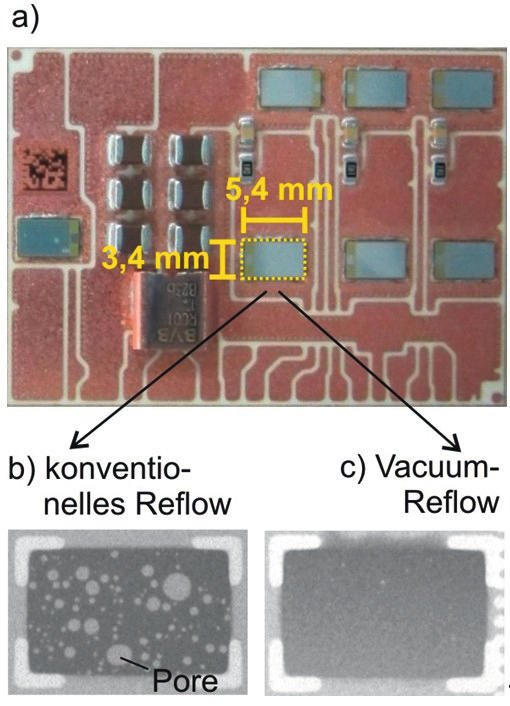
Bei der gefertigten Baugruppe von Continental handelt es sich um ein Substrat auf DCB (Direct Copper Bonding) Technologie, auf der „Bare-Dies“ (nicht eingehäuste, integrierte elektronische Bauelemente) mittels bleifrei Reflow-Prozess gelötet werden. Die Bare-Dies besitzen eine Fläche von 5,4mm × 3,4mm und eine Höhe von 0,3mm.
Poren sind gasförmige Einschlüsse in der Lötverbindung, die zu einer geringeren Wärmeleitfähigkeit führen.1,2 Bei Bauteilen mit hohen elektrischen Strömen, wie den hier untersuchten Bare-Dies, kann die entstehende Wärme nicht mehr ausreichend über die porenbehaftete Lötstelle abgeführt werden. Es kommt zu hohen Bauteiltemperaturen und letztendlich zu geringerer Leistungsfähigkeit oder Bauteillebensdauern.3 Mit Hilfe von Vakuum-Lötprozessen kann der Porenanteil in der Lötstelle reduziert und die Wärmeleitfähigkeit der Lötstelle verbessert werden. Ein qualitativer Vergleich der Röntgenaufnahmen der Bare-Die-Lötstelle, die mittels konventionellem und des hier vorgestellten Vakuum-Lötprozesses gefertigt wurden zeigt deutlich, dass beim konventionellem Reflow-Prozess viele Poren mit einem großen Flächenanteil in der Lötstelle vorhanden sind, während die Anzahl der Poren durch den Vakuumprozess auf nahezu null reduziert wird.
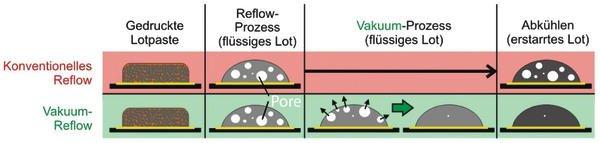
So wird die Lotpaste wird über den Reflow-Prozess in heißer Luft oder in heißer N2-Atmosphäre aufgeschmolzen. Dabei entstehen gasförmige Einschlüsse in der Lötverbindung, die im konventionellen Reflow-Prozess durch das Abkühlen und Erstarren des Lots eingeschlossen werden. Im hier angewandten Vakuum-Reflow-Prozess wird das Lot ebenfalls erhitzt und geschmolzen. Danach erfolgt der Vakuum-Schritt, in dem die Poren sich ausdehnen und über die Lötstellenoberfläche ins Vakuum abgeführt werden. Der Porenanteil in der Lötstelle wird reduziert, die Lötstelle wird massiver und besitzt dadurch eine höhere Wärmeleitfähigkeit, die sich positiv auf die Bauteilleistung und Lebensdauer auswirkt.
Vakuum-Reflow-Prozessbeschreibung
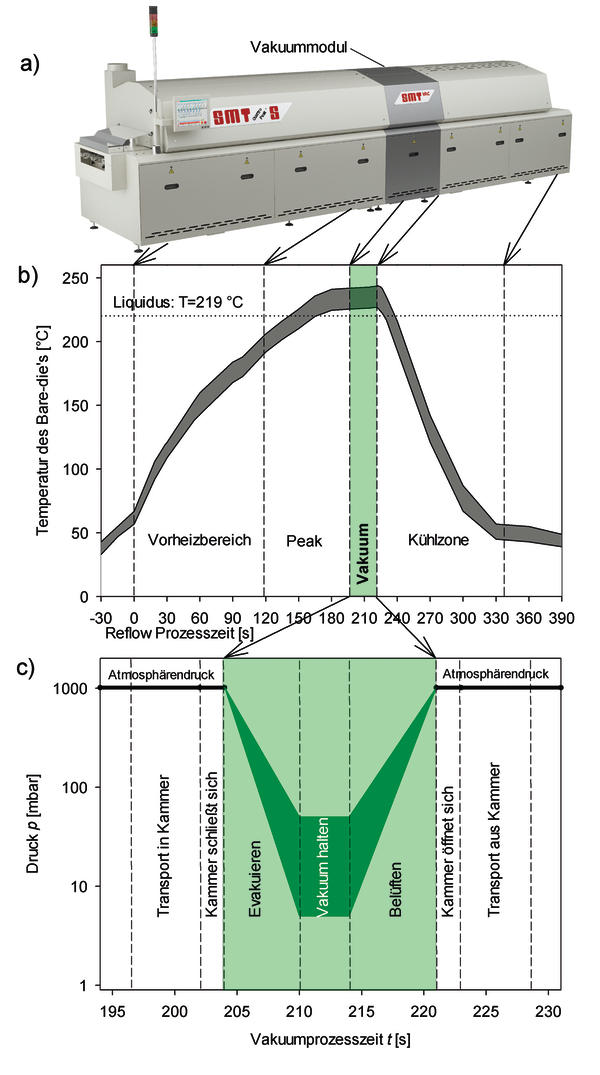
Bei dem von SMT-Wertheim entwickelten Vakuum-Lötsystem liegt die Baugruppe mit zwei Rändern auf einer Kette (3mm oder 5mm Randauflage), durch die sie von links nach rechts durch die Maschine transportiert wird. Der linke Bereich des Lötsystems besteht aus der Vorheiz- und aus der Peak-Zone im unteren und oberen Bereich der Heizkammer (Quattro-Peak). Das Vakuummodul befindet sich rechts neben der Heizkammer und besitzt eine zusätzliche Peak-Zone, um das Gesamttemperaturprofil des Lötprozesses flexibler einstellen zu können. In diesem gesamten Heißbereich wird die Baugruppe durch Konvektion über Luft oder Stickstoff erhitzt, bis das Lot schmilzt. Die Baugruppe mit flüssigem Lot wird aus der Konvektionszone weiter in die Vakuumkammer transportiert, in der der eigentliche Vakuumprozess stattfindet. Nach diesem Vakuumprozess wird die Baugruppe in die Kühlzone transportiert, und dort auf die gewünschten Temperaturen mittels Luft oder Stickstoff herabgekühlt. Die Länge des Heißbereichs und der Kühlzone kann individuell gewählt, und der Leiterplattendurchsatz angepasst werden. Die hier gewählte Vakuumkammervariante nimmt Leiterplattemaße bis zu 510mm x 320mm auf. Weitere Kammervarianten für Leiterplattengrößen bis zu 600mm x 450mm werden angeboten. In unserem Fall ist das mittels Temperaturrekorder gemessene Temperaturprofil des Bare-Dies als Funktion der Gesamtprozesszeit aufgezeigt. Bei der Zeit t=0s befindet sich die Baugruppe am Anfang der ersten Vorheizzone. Bei t=118 s wird die Baugruppe in den Peak-Bereich transportiert. Die Schmelztemperatur des Lots beträgt 219°C. Die Vakuumkammer wird beheizt, so dass die Baugruppe und die Kammer gleiche Prozesstemperaturen besitzen. Das Wärmestrahlungsgleichgewicht zwischen Kammer und Baugruppe garantiert konstante Temperaturen der Baugruppe auch im Vakuum, das Lot bleibt flüssig. In den nächsten Prozessschritten wird die Kammer evakuiert, das Vakuum gehalten und danach die Kammer mit Luft oder Stickstoff belüftet. Die Evakuierungszeit, der Enddruck, die Vakuumhaltezeit und die Belüftungszeit können individuell eingestellt werden. Kammerdrücke bis zu 5mbar sind möglich. Die Poren werden effektiv aus der Lötstelle gezogen. Nach dem Vakuumprozess öffnet sich die Kammer und die Baugruppe fährt mit dem flüssigen Lot in die Kühlzone. Dort erfolgt der Erstarrungsvorgang des Lotes indem kalte Luft oder Stickstoff auf die Baugruppe geblasen wird.
Statistische Auswertung des Porenanteils der Lötstelle
Die mit dem Kunden definierte Vorgabe besagt, dass der Flächenanteil der Poren in der Lötstelle zwischen Bare-Die und Schaltungsträger auf DCB (Direct Copper Bonding) geringer als 10% betragen muss. Die im Folgenden präsentierten Daten wurden von Continental in Nürnberg erhoben und ausgewertet. Um die Effektivität des Vakuum-Reflowprozess im Vergleich zum konventionellen Reflow-Prozess beurteilen zu können, wurden Baugruppen mit konventionellem und Vakuum-Prozess gelötet. Der konventionelle Reflow-Prozess besitzt ein vergleichbares Temperaturprofil wie der Vakuumprozess. Das Nichtvorhandensein der Vakuumkammer im konventionellen Prozess wurde durch eine geringere Durchlaufgeschwindigkeit angepasst. Dadurch befindet sich die Baugruppe gleich lang im Peak, die Zeit über Liquidus ist ebenfalls gleich. Für den konventionellen Reflow-Prozess wurden 119 Lötstellen und für den Vakuum-Reflow-Prozess 1.806 Lötstellen mittels Röntgenaufnahmen inspiziert.
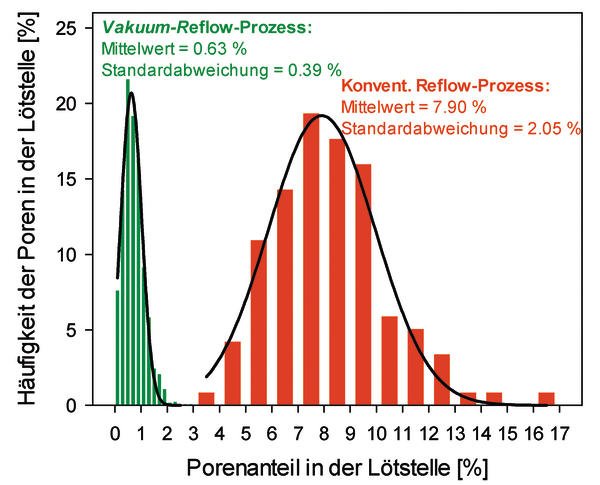
Für den konventionellen Reflow-Prozess beträgt der durchschnittliche Porenanteil in der Lötstelle 7,9%. Die „Breite“ der Normalverteilung ist durch die sogenannte Standardabweichung s definiert und beträgt beim konventionellen Prozess 2,1%. Der Prozessfähigkeitswert (CpK-Wert4), der sich aus dieser Verteilung und dem angestrebten Ziel von weniger als 10% Poren in der Lötstelle ergibt, beträgt nur 0,3. Dies ist ein sehr kleiner und schlechter Wert im Vergleich zu einem gewünschten CpK-Wert von mindestens 1,7. Ein großer Anteil der konventionell behandelten Lötstellen hat eine Porenhäufigkeit größer als 10%. Diese Lötstellen sowie die entsprechenden Baugruppen müssten aussortiert werden. Da jede Baugruppe 7 Bare-Dies besitzt, ist der Anteil der Baugruppen mit einem Porenanteil gleich oder größer 10% siebenmal größer als dies für die Lötstellen gilt. Die Prozessfähigkeit des konventionellen Reflow-Prozess ist mit den definierten Anforderungen damit nicht gegeben.
Durch den Vakuum-Reflowprozess wird der durchschnittliche Porenanteil der Lötstelle auf einen Mittelwert von 0,63% reduziert. Die Standardabweichung beträgt nur noch 0,39%. Daraus ergibt sich ein großer CpK-Wert von 8,0! Der Abstand zwischen dem Mittelwert und der oberen Toleranzgrenze von 10% Porenanteil beträgt 24-mal der Standardabweichung. Die häufig angestrebte Qualitätszahl von 6 Standardabweichungen (6s) ist damit eindeutig erfüllt, die Prozessfähigkeit vollstens garantiert. Die hohe Anforderung an den Porenanteil in der Lötstelle kann mit dem Vakuum-Reflow-Prozess garantiert werden.
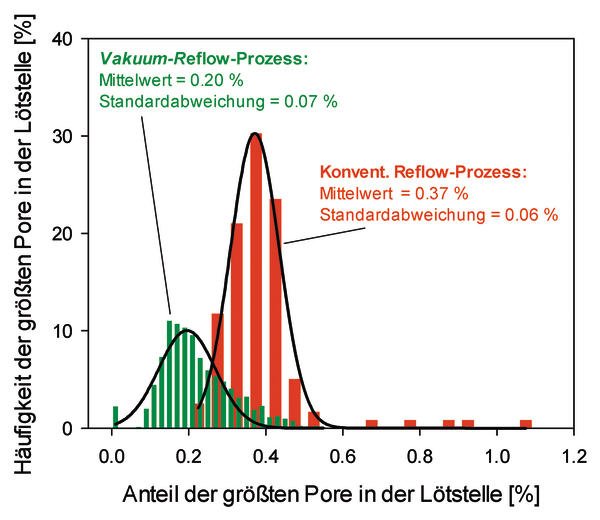
Neben dem Gesamtflächenanteil aller Poren ist der Flächenanteil der größten Pore von Bedeutung. Die größte Pore bestimmt maßgeblich die Wärmeleitung in dem entsprechenden Bereich unterhalb des Bare-Dies. Auch hier gilt: Je kleiner die größte Pore, desto besser ist die Wärmeleitung in der Lötstelle. Wie in der vorangegangenen Auswertung wurden dieselben Lötstellen untersucht. Im konventionellen Prozess beträgt der Mittelwert 0,37% und die Standardabweichung 0,06%. Die größten Poren nehmen einen Anteil von über einem Prozent der Lötstelle ein. Durch den Vakuumprozess wird die Größe der noch vorhandenen Poren reduziert. Die Verteilung der Porenfläche schiebt sich zu kleineren Werten mit einem Mittelwert von 0,2% und einer Standardabweichung von 0,07%. Auch hier zeigt sich, dass der kritische Parameter der größten Einzelpore in der Lötstelle durch den Vakuumprozess stark reduziert werden kann und die Qualität der Lötstelle dadurch erhöht wird.
Zusammenfassung
Das neu entwickelte Vakuum-Reflow-Lötsystem von SMT in Wertheim vereinigt die Vorteile des bewährten, konventionellen Reflow-Lötens mit einem einfachen Vakuum-Prozess, der zu einer höheren Prozessfähigkeit führt. Der Porenanteil in der Lötstelle wird durch den Vakuum-Reflow-Prozess auf unter 1% reduziert. Das Ergebnis erfüllt die hohen Anforderungen, die an die Porenfreiheit der Lötstelle gestellt werden. Auch im Automotive-Bereich lassen sich damit Ergebnisse erzielen, die über den Erwartungen des Endkunden liegen. Die diskutierten statistischen Auswertungen zeigen, dass Prozessfähigkeiten von über 6-Sigma erreicht werden können.
Literaturnachweis

- 1 W.B. Hance, Lee Ning-Cheng, Poreing Mechanisms in SMT, Soldering & Surface Mount Technology, 13, 1993.
- 2 N. Zhu, Thermal impact of solder voids in the electronic packaging of power devices, Semiconductor Thermal Measurement and Management Symposium, p. 22–29, Fifteenth Annual IEEE, 1999.
- 3 S.T. Nurmi, J.J. Sundelin, E.O. Ristolainen, T. Lepistö, (2003) „The influence of multiple reflow cycles on solder joint voids for lead-free PBGAs“, Soldering & Surface Mount Technology, Vol. 15 Iss: 1, pp.31 – 38.
- 4 Prozessfähigkeitswert:
, mit x0 der definierten Obergrenze (hier 10% Poren), µ dem Mittelwert und s der Standardabweichung
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:






{kind=link}