





Firmen im Artikel
Es ist nicht zuletzt das Zusammenspiel von qualifizierten Zulieferern, bei denen nur absolut zuverlässige, auf Herz und Nieren geprüfte Komponenten das Haus verlassen und den Weg zu den großen Flugzeugbauern der Welt finden. Bei deren Produkten steht Sicherheit immer an erster Stelle und wird durch strenge eigene Auflagen und Regularien der Aufsichtsbehörden gewährleistet. Auch können nur Komponenten mit langer Lebensdauer verbaut werden: Im Schnitt ist ein Flugzeug rund 30 Jahre im Passagierdienst, bevor es nochmals weitere ein bis zwei Jahrzehnte beispielsweise als Frachter eingesetzt wird.
Luftfahrtindustrie im Blick
Einen bedeutenden Beitrag für ausfallsichere und langlebige Komponenten leistet Diehl Aviation – unter anderem mit Sitz in Dresden. Das Unternehmen zählt zu den größten deutschen Luftfahrtzulieferern und ist neben Kabinenkomponenten und Elektronik spezialisiert auf die Entwicklung, Herstellung und Implementierung vollständiger Systeme für die Wasserver- und Abwasserentsorgung sowie für Branderkennung und Klimatisierung – vor allem für den Bereich der Luftfahrtindustrie. Beliefert werden alle namhaften Hersteller wie Airbus, Boeing, Bombardier und Embraer, aber auch Produzenten kleiner exklusiver Business-Jets. Dass sich deren Passagiere an Bord wohl fühlen, sorgt unter anderem die Air Cooling Unit (ACU) von Diehl. Die Aufgabe der ACU besteht darin, die Speisen und Getränke in den Aufbewahrungstrolleys kühl zu halten. Die Elektronik der ACU regelt auf Grundlage der ermittelten Messwerte mehrerer Temperatursensoren und der Zieltemperatur Unterkomponenten wie Ventilator, Ventil und Heizung. Die dahinter steckende Technik muss unter Umgebungseinflüssen wie Temperaturschwankungen oder Erschütterungen jederzeit zuverlässig funktionieren.
Doch nicht nur beim Kühlen, sondern auch beim Heizen wird auf die Kompetenz des Unternehmens gesetzt. Weil in 10.000 Metern Höhe ohne weiteres Temperaturen von minus 50 Grad und kälter herrschen, müssen Wasser- und Abwasserleitungen, die zwischen Außenhaut und Kabine laufen, beheizt werden, um ein Einfrieren zu verhindern. Hierfür liefern die Sachsen mit der Ice Protection Control Unit [IPCU] ein System, das Heizgeräte schützt und steuert, die in den kalten Zonen des Flugzeugs angebracht sind. Komplette Flugzeugtoiletten und Rauchmelder sind weitere wichtige Bestandteile des Portfolios der Dresdner. Auf die Rauchmelder des Unternehmens sind mittlerweile auch Bahn- und Straßenbahngesellschaften aufmerksam geworden. So sind unter anderem in den fahrerlosen U-Bahnen der Stadt Nürnberg Rauchmeldesysteme von Diehl verbaut.
Um auf Nummer Sicher zu gehen, werden im Unternehmen aktive und passive Alterungstests gefahren. Dabei wird die gesamte Lebensdauer der Systeme und der darin vorhandenen elektronischen Baugruppen simuliert. „Bei Passivtests, beispielsweise für die Toilettencontroller, fahren wir Temperaturbereiche von –50 bis +90 Grad, bei Aktivtests müssen sich die Baugruppen in Dauertests beweisen. Dabei werden alle Werte aufgezeichnet, Spannungen und Ströme gemessen, die elektromagnetische Verträglichkeit getestet, das volle Programm also“, so Ronny Jahn vom Production Engineering bei Diehl und zuständig für Technologien und Produkte im Elektronikbereich. Darüber hinaus sind im eigenen Testzentrum Flugzeuge in Originalgröße nachgebaut, um alle denkbaren Situationen zu simulieren. „Zum Testen wird außerdem an unseren Checkern geschüttelt und gerüttelt, um auch diese Umgebungseinflüsse so realitätsnah wie möglich abzubilden“, ergänzt Jahn.
Löten in höchster Qualität
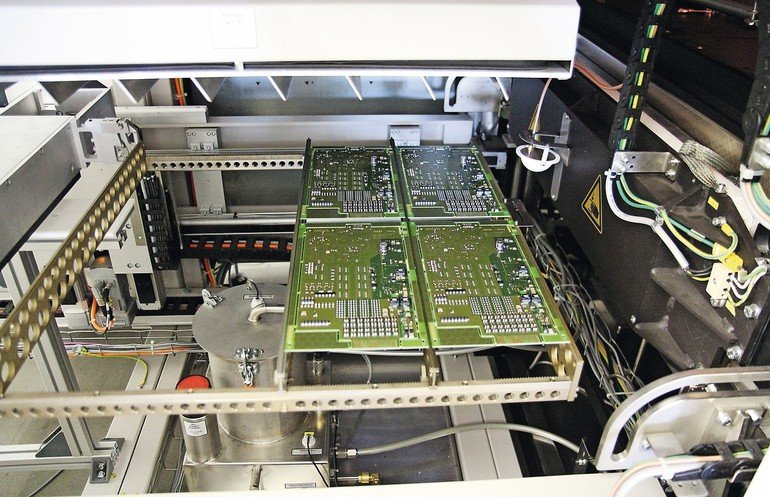
„Um die Anforderungen an unsere Produkte erfüllen zu können, kommen für uns nur Maschinen und Anlagen infrage, die höchste Qualität abliefern“, sagt Ronny Jahn. So setzt das Unternehmen auf Kondensationslötanlagen von Rehm, dem Spezialisten für thermische Systemlösungen. Denn um die in den Produkten verbauten komplexen Elektronikkomponenten so ausfallsicher und langlebig wie nur möglich zu machen, sind besonders materialschonende Fertigungsprozesse erforderlich. Speziell an den Lötprozess werden hohe Anforderungen gestellt. „Für uns war klar, dass wir nach der Außerdienststellung der Vorgängeranlage mit einer Kondensationslötanlage am besten fahren. Hiermit können wir die thermische Belastung der Baugruppen gering halten, was sich positiv auf deren Zuverlässigkeit und Langlebigkeit auswirkt. Wir müssen hundertprozentig sicherstellen, dass die Qualität einwandfrei ist“, ergänzt Ronny Jahn.
Schonend machen das Kondensationslöten vergleichsweise niedrige Temperaturen: „Mit Galden begrenzen wir die maximal erreichbare Prozesstemperatur auf 215 Grad. Die Baugruppe kann diese Maximaltemperatur – gleichzeitig Siedetemperatur des Galdens – niemals überschreiten“, so Jahn. Die große und gleichmäßige Wärmeübertragung beim Kondensationslöten führt dabei zu besonders geringen Temperaturunterschieden zwischen kleinen und großen thermischen Massen auf der Baugruppe.
Konventionelle Kondensationslötanlagen hatten bisher gravierende Nachteile: So müssen die Baugruppen vertikal in die Dampfdecke eintauchen. Aufgrund des Partialdrucks der eingemischten Luft kann sich allerdings die Kondensationstemperatur des Dampfes ändern. Das heißt, dass keine reproduzierbare Beeinflussung des Temperaturverlaufs möglich ist. Dieser Nachteil besteht auch beim horizontalen Transport konventioneller Anlagen, bei denen es bisher nicht möglich war, den zur Kondensation zur Verfügung stehenden Dampf ausreichend zu bestimmen.
Diese Tatsachen ließen den findigen Entwicklern aus Blaubeuren keine Ruhe. So haben die Techniker und Ingenieure Mittel und Wege gefunden, die Nachteile bisheriger Kondensationslötprozesse zu eliminieren. So wird flüssiges Galden aus einem Vorratsbehälter über eine Einspritzpumpe in die Prozesskammer geführt. Ein Volumenzähler misst die Menge an flüssigem Galden und schließt ein Absperrventil, wenn sich die genau definierte Menge in der Prozesskammer befindet. Auf dem beheizten Boden der Prozesskammer verdampft das Galden und legt sich auf die Baugruppe. Dabei ist die Beeinflussung des Temperaturverlaufs über die Flüssigkeitsmenge so detailliert möglich, dass exakt reproduzierbare Lötergebnisse entstehen. „Die Flüssigkeitsmenge beeinflusst, wie schnell die Temperatur ansteigt und somit gleichzeitig das Lötprofil“, sagt Alf Schadel, zuständig für den technischen Vertrieb Ost bei Rehm.
„Die erforderlichen Lötprofile haben wir gemeinsam mit den Spezialisten von Rehm realisiert“, berichtet Ronny Jahn. „Das Unternehmen stand uns jederzeit zur Seite und hat von Anfang an realistisch aufgezeigt, was möglich ist und was nicht. Diese Ehrlichkeit hat uns beeindruckt und wir haben am Ende genau bekommen, was uns versprochen wurde. Letztendlich überzeugte uns bei der Kaufentscheidung das Gesamtpaket des Unternehmens, neben dem Service vor allem die Technik der Condenso“, stellt Ronny Jahn fest. Großer Vorteil der Lösung: Das Lötgut kann horizontal durch die Anlage transportiert werden. Das spart Zeit, da die SMT-Fertigungslinie horizontal arbeitet und sich die Anlage des Unternehmens perfekt in die Fertigungsumgebung eingliedert.
„Ein schlagendes Argument für Rehm war außerdem, dass das Lötgut sowohl während des Vorvakuum- als auch des Lötprozesses in der Prozesskammer sicher stillsteht und es kein Verrutschen von Bauteilen auf den Baugruppen gibt. Bei anderen auf dem Markt befindlichen Lösungen wird Galden oder ein anderes Medium kontinuierlich beheizt, es entsteht eine Dampfdecke, in die die Baugruppe auf einem Warenträger hoch- und runterfährt. Diehl hätte hier keinen reproduzierbaren Prozess gehabt“, so Jahn.
Auch die einfache Realisierung des Vakuumprozesses hat Diehl überzeugt: An die ohnehin vorhandene, hermetisch dicht schließende Prozesskammer, wird die entsprechende Vakuumtechnik adaptiert. Sie hilft, eine Oxidation der Bauteile zu vermeiden oder Lotpaste und Kleber zu trocknen sowie Voids durch das Ausgasen flüchtiger Stoffe aus der Lotpaste zu vermeiden. Weil so ein zusätzlicher Handlingaufwand für den Transport in eine weitere Vakuumkammer entfällt, ergibt sich eine große Zeitersparnis zwischen dem Beginn des Vorvakuumprozesses und dem Start des Lötprozesses. Das Vakuumsystem der Condenso gestattet es, sowohl die Vakuumzeit als auch den gewünschten Enddruck den individuellen Bedürfnissen der zu lötenden Baugruppe anzupassen.
Die Erfahrung zählt
„Mit der Anschaffung einer Kondensationslötanlage alleine ist es allerdings nicht getan“, weiß Alf Schadel. „Wir wissen, dass der Umstieg von Konvektions- auf Kondensationslöten am Anfang eine Herausforderung für die Anwender darstellt. Man muss Erfahrungen sammeln, testen und überlegen.“ So wurden Testlötungen mit Rauchmeldern im Unternehmen in Blaubeuren durchgeführt. „Am Ende konnten wir sagen: So, jetzt haben wir es.“
Jahn ergänzt: „Rehm war immer zur Stelle, wenn wir Fragen hatten und half schnell und einfach weiter. Bereits ganz am Anfang konnten wir bei Rehm Versuchslötungen durchführen, uns die Möglichkeiten der Lötprofilerstellung aufzeigen lassen, wir haben Baugruppen präpariert und Einstellmöglichkeiten zum Optimieren des Programms gezeigt bekommen. Und auch jetzt, wo die CondensoXP tagtäglich im Einsatz ist, steht Rehm uns bei Bedarf zur Seite“, resümiert Ronny Jahn abschließend. So kann Diehl Aviation auch in Zukunft Flugzeugbauer und Mobilitätsdienstleister mit ausfallsicherer Technik beliefern und mit dafür sorgen, dass der Luft- und Schienenverkehr sicher bleibt und man stets mit einem guten Gefühl einsteigen kann.
www.rehm-group.com; www.diehl.com/aviation/de/diehl-aviation







{kind=link}