

Firmen im Artikel
Lacke basieren in den meisten Fällen auf Silikon oder Acryl, sodass bei einer späteren Inspektion auch unterschiedliche Beleuchtungsoptionen zu berücksichtigen sind. Diese zeichnen sich durch eine einfache Verarbeitung, eine gute Haftung und eine gute Viskositätsanpassung aus und können daher in einem breiten Einsatzfeld benutzt werden. Besonders beim Auftragen lassen sich diese Lacke präzise verarbeiten und härten auch zuverlässig aus. Es können aber auch chemische Mischformen oder auch ökologische Lacke verwendet werden, die keine Lösemittel enthalten. Diese werden zunehmend häufiger nachgefragt, da sich bei diesen weniger organische Verbindungen, sogenannte Volatile Organic Compounds (VOC), verflüchtigen. Allerdings haften diese Schutzlacke weniger gut als die lösemittelhaltigen. Das Auftragen erfolgt in der Serienfertigung in der Regel mit Dosieranlagen, die einen reproduzierbaren Prozess ermöglichen. Im Bereich des Prototypenbaues oder der Losgröße 1 kann das Auftragen auch manuell erfolgen.
Schutz sicherheitsrelevanter Elektronik unabdingbar
Conformal Coating wird häufig dann eingesetzt, wenn elektronische Systeme sehr zuverlässig arbeiten müssen. Umwelteinflüsse dürfen auf diese elektronischen Systeme keinen Einfluss haben, da oftmals sicherheitsrelevante Aufgaben von ihnen übernommen werden. Im militärischen und maritimen Bereich wird der Schutzlack eingesetzt, aber auch in der Luft- und Raumfahrt, der Industrieautomation und in der Automobilbranche, die in den vergangenen Jahren die Weiterentwicklung des Gesamtprozesses als auch die Entwicklung neuer Schutzlacke massiv vorangetrieben hat. Dabei spielten die Entwicklungen in der Elektromobilität sowie im teilautonomen Fahren eine entscheidende Rolle. Durch diese Anwendungen gelangen immer mehr Elektronik in die Fahrzeuge, wie z. B. Kamerasysteme und Sensoriken, die sicherheitsrelevante Aufgaben und zum Teil schon menschliche Entscheidungen übernehmen. Eine hohe Zuverlässigkeit ist daher unabdingbar und gerade für zukünftige
Entwicklungen im Bereich der autonomen Fahr- und Flugzeuge maßgebend. Denn besonders diese sicherheitsrelevanten Systeme sind unterschiedlichsten, kritischen Umwelteinflüssen ausgesetzt. Salzsprühnebel, hohe Temperaturunterschiede und Chemikalien, beispielsweise in der Waschstraße, können elektronische Baugruppen durch Oxidation schädigen. Ein Schutz und somit auch eine einwandfreie Funktion sind nur durch das Lackieren der Baugruppe oder kritischer Bauteile mit Schutzlack erreichbar. Ähnlich sieht es in anderen Anwendungsbereichen aus, wie beispielsweise der Ökostromgewinnung, wo Steuerungseinheiten in Solarparks oder Windkraftanlagen ebenfalls anspruchsvollen Umweltbedingungen, wie salziger Meeresluft oder hohen Feuchtigkeits- und Temperaturunterschieden ausgesetzt sind.
Ein weiterer Grund für den verstärkten Einsatz von Conformal Coatings ist die fortschreitende Miniaturisierung sowie die immer höheren Packungsdichten auf Baugruppen. Einhergehend mit dieser Entwicklung ist eine steigende Funktionalität der Systeme. Durch die isolierende Schutzwirkung der eingesetzten Lacke kann der Abstand zwischen den Leiterbahnen reduziert werden, sodass eine Erhöhung der Packungsdichte möglich ist. Zusätzlich kann eine höhere Leistung durch die Leiterbahnen geführt werden, wodurch Endgeräte leistungsfähiger sind.
Defekte und Risiken beim Conformal Coating
Für alle Anwendungen gilt aber eine Voraussetzung: die Baugruppenoberfläche und der aufgetragene Schutzlack müssen eine stabile, konstante Verbindung eingehen, die unter den beschriebenen Umweltbedingungen bestehen bleibt. Die steigenden Anforderungen an den Prozess sind allerdings nicht unproblematisch, denn das Conformal Coating kann durch viele material- und prozesstechnische Variablen in seiner Endqualität negativ beeinflusst werden. Die Gründe für die Entstehung diese Defekte sind vielseitig. Ein Großteil ist auf Verunreinigungen der Baugruppe zurückzuführen, die wiederum aus dem Herstellungsprozess der Leiterplatte oder von den Bauteilen herrühren oder während der Baugruppenfertigung als Anhaftung aufgetragen wurden. Materialunverträglichkeiten oder auch die Qualität von Leiterplatten und Bauteilen können ebenso eine Rolle spielen, wie beispielsweise schlecht ausgehärteter Lötstopplack, Flussmittelreste oder Trennmittel auf den Bauteilgehäusen. Meistens führt dies zu Delaminationen zwischen der Baugruppenoberfläche und dem Schutzlack.
Aber auch andere Defekte können in unterschiedlichsten Formen häufig auftreten. Lacke, die an falschen Stellen aufgebracht wurden, z. B. auf Steckern und Kontaktierungen, die frei bleiben müssen. Weitere Fehler können Blasenbildungen sein, die durch eingeschlossene Luft entstehen und die im schlimmsten Fall während des Aushärtens an die Oberfläche durchdringt und kraterförmig aufplatzt. Des Weiteren kann Orangenhaut auf der Lackoberfläche entstehen, die durch die Schaumbildung hervorgerufen wird, wenn der Lack mit zu hohem Druck aufgesprüht wird. Ebenfalls spielt die Dicke der aufgetragenen Schutzlackschicht eine Rolle. Ungleichmäßiges Auftragen des Lacks sollte ebenso vermieden werden. Wird die in den technischen Datenblättern der Hersteller empfohlene Schichtdicke überschritten, kann dies zu Delaminationen und Rissen im Lack führen oder es können Lösemittel eingeschlossen werden, die wiederum Blasen hervorrufen. Auch die Durchführung von Doppelbeschichtungen sollte nur dann vorgenommen werden, wenn das Material dies erlaubt.
Aus diesen Defekten können die Anforderungen an einen qualitativ hochwertigen Conformal Coating-Prozess abgeleitet werden. Neben der korrekten Verarbeitung der Schutzlacke nach Herstellerangaben muss der Auftragsprozess fehlerfrei und mit der richtigen Anlagenkonfiguration durchgeführt werden. Dabei sollte die zu schützende Baugruppe vorbehandelt werden. Hierzu werden verschiedenste Lösungen angeboten, wobei die Plasmaoberflächenbearbeitung nicht nur die Baugruppe reinigt, sondern die Oberfläche aktiviert, wodurch eine stabilere Verbindung zwischen den Komponenten eingegangen werden kann. Schlussendlich gibt aber nur eine automatisierte Baugruppeninspektion zuverlässig Auskunft, inwieweit der Conformal Coating-Prozess ohne Defekte durchgeführt wurde. Diese Inspektion ist unerlässlich, da nur so die Einhaltung von Normen und Vorgaben gewährleistet werden kann.
Qualitätskriterien der Schutzlackinspektion
Besonders drei Qualitätskriterien des aufgetragenen Schutzlacks müssen bestimmt werden: das Vorhandensein des Lackes, eine fehlerfreie, ebene Oberfläche und die Lackschichtdicke. Letzteres kann nur mit punktuellen Schichtdickenmessverfahren ermittelt werden, sodass sich in der Praxis die Durchführung einer punktuellen Stichprobenmessung bewährt hat.
Für die ganzheitliche Inspektion großer Leiterplattenbereiche in punkto Vorhandenseins des Lacks und fehlerfreier, ebener Oberflächen eignet sich die automatisch optische Inspektion (AOI), im Fall des Schutzlackauftrages auch Conformal Coating Inspection (CCI) genannt. Da der Lack meist transparent ist und daher nur wenige Strukturen aufweist, sind Fluoreszenzfarbstoffe notwendig, die von den speziellen Kameras eines automatischen optischen Inspektionssystems erkannt werden können.
Aufgaben und Einsatzbereiche der CCI
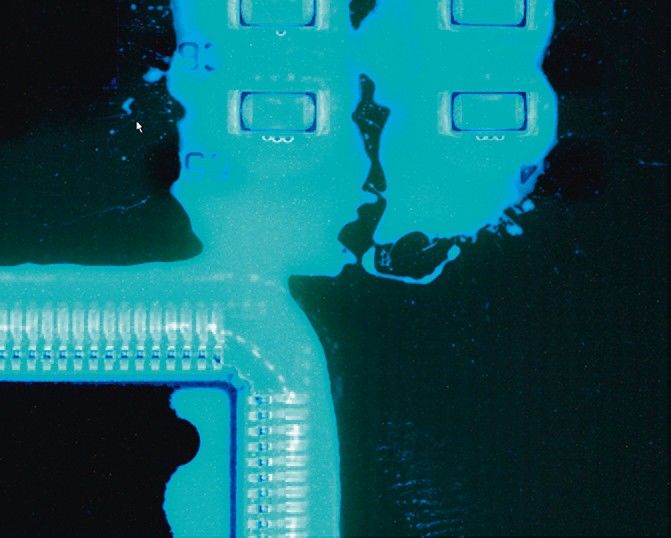
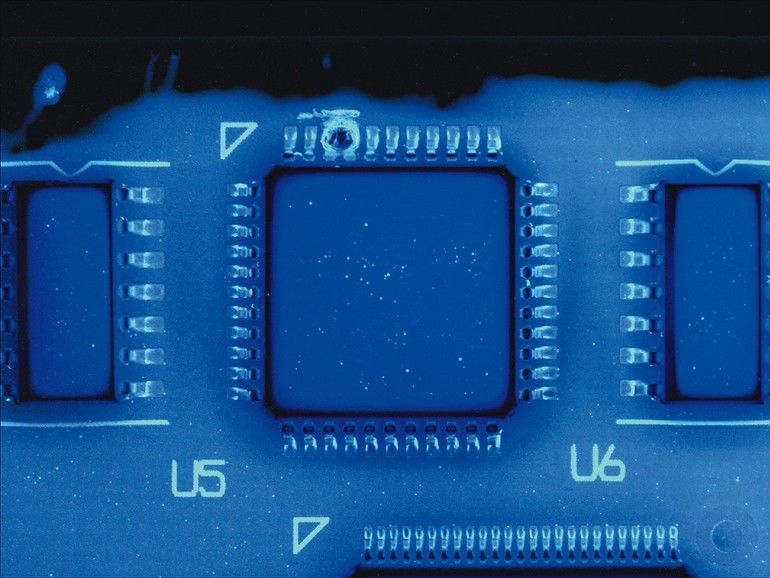
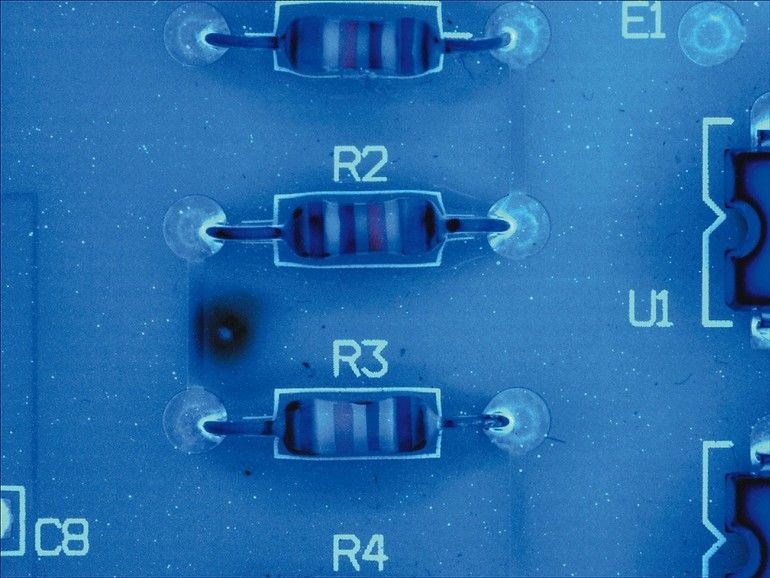
So wird UV-Beleuchtung in den Inspektionssystemen eingesetzt, da Lackhersteller ihren Produkten in der Regel ultraviolett fluoreszierende Partikel beimischen, die von Kameras mit UV-LEDs einfach erkannt werden können. Erst dadurch werden die Lacke für die manuelle und automatische optische Inspektion prüfbar. Hierbei ist es notwendig, dass die Partikel gleichmäßig verteilt sind und gleichmäßig stark und konstant fluoreszieren. Aufgrund der Eigenschaft der fluoreszierenden Partikel wird bei gleichmäßiger Lackschicht Licht mit gleicher Intensität abgestrahlt, wenn die Partikel konstantem UV-Licht ausgesetzt sind. Kamerasysteme können diese zurückgeschickte Lichtintensität erkennen und aufnehmen. Unterschiedliche, oberflächliche Schäden wie Kratzer, Blasen oder Orangenhaut, zu viel Lack oder auch das Fehlen von Lack werden durch das ultraviolette Licht sichtbar. Mittels schräg montierter Kamerasysteme können diese Schäden und Ungenauigkeiten sowie das Fehlen von Schutzlackierung auch in sichtbaren und beleuchtbaren Zwischenräumen dokumentiert werden, wie beispielsweise auch die Beschichtungen auf Pins und in deren Zwischenräumen.
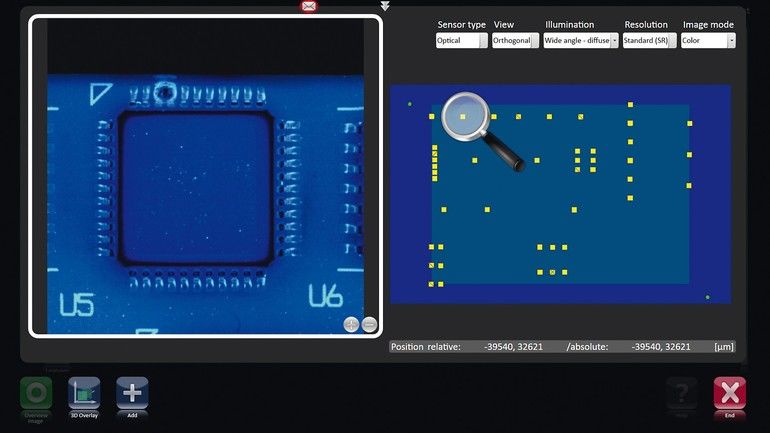
Die durch das CCI-System aufgenommenen Prüfbilder werden mit dem Soll-Zustand einschließlich erlaubter Toleranzwerte vollautomatisch analysiert. Die erkannten Abweichungen werden als Fehler klassifiziert. Darüber hinaus werden noch weitere Indikatoren ermittelt, die zur Optimierung des Conformal Coating-Prozesses herangezogen werden. Die Inspektion des Schutzlackes kann sowohl nach als auch vor dem Aushärten erfolgen. Bei der Nassprüfung wird der Lack vor dem Durchhärten inspiziert, wodurch im Anschluss die Möglichkeit einer Nacharbeit oder Ausbesserung seitens des Fertigungspersonals besteht.
Für die Inspektion von transparenten Schutzlacken bietet die Viscom AG das System S3088 CCI an, welches sich durch das Kamerasystem mit einer orthogonalen und 8 Schrägkameras sowie durch die Durchfahrtshöhe der Leiterplatte von 105 mm von den übrigen Systemen der S3088-Serie unterscheidet. Die S3088CCI arbeitet ebenfalls mit der Inspektionssoftware vVision sowie Easy Pro des Unternehmens und besitzt daher die gleiche Bedienungsoberfläche wie alle anderen AOI-Systeme. Mit dieser Lösung sind Leiterplattengrößen von 508 mm x 508 mm inline inspizierbar. Zu beachten ist, dass verschiedene Lacktypen unterschiedliche Belichtungszeiten benötigen. Bei Lacken mit einem Silikonanteil, die schwächer reflektieren, empfiehlt sich die HD-Option, mit der UV-Licht in stärkerer Intensität abgestrahlt werden kann.
Mit den in Inspektionssystem eingebauten UV-LEDs lassen sich Schutzlackierungen gut zu den nicht lackierten Bereichen kontrastieren. Mit einer Kameraauflösung von bis zu 15 μm/Pixel sind Risse, Bläschen, Verschmierungen und Lackspritzer deutlich sichtbar. Des Weiteren kann der Lack auf Vollständigkeit geprüft werden. Neben der Trockenprüfung ist die Nassprüfung optional möglich. Dazu wird kundenseitig eine interne Absaugung angeschlossen, um sicherzustellen, dass die Konzentration im System immer niedrig bleibt. Eine weitere Option ist die Schichtdickenmessung mittels 3D Spot Measurement, bei der punktuell mit einem senkrecht eingebauten Sensor der Abstand von der Oberfläche des Lacks zur Leiterplattenoberfläche als Referenzebene gemessen wird. Die daraus resultierende Differenz stellt die Lackdicke da.








{kind=link}