

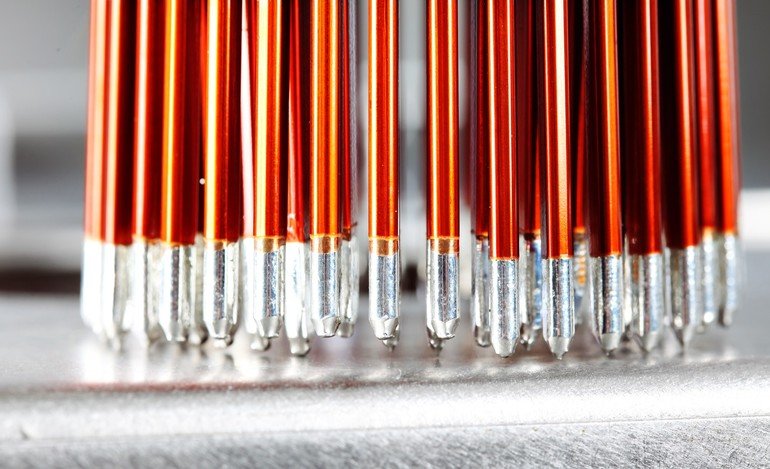
Seit mehr als 20 Jahren entwickelt und fertigt die Eutect GmbH selektive Lötmodule für die Verarbeitung von Kupferlackdrähten. Durch die zunehmenden, thermischen Anforderungen zwischen Kupferlackdraht und Anschlüssen, beispielsweise in den Produkten der Automobilzuliefer- und Konsumgüterindustrie, steigen auch die Anforderungen an den Lötprozess. Aus diesem Grund investiert das Unternehmen kontinuierlich in die Verbesserung der selektiven Lötmodule. Besonders durch die steigenden thermischen Anforderungen erhielten die Kupferlackdrähte verbesserte Isolationsmaterialien, um eine optimale, thermische Widerstandfähigkeit zu gewährleisten. Des Weiteren werden durch die Weiterentwicklungen der Drahttechnologie die Bauformen minimiert sowie die Kosten reduziert. Eine Herausforderung ist dabei, dass für den Lötprozess Weichlote verwendet werden, die bis zu Temperaturen von über 450°C verarbeitet werden, ohne dass dabei Oxidrückstände am Produkt verbleiben oder die Standzeiten der Lötsysteme drastisch beeinflusst werden. Mittels Schutzgasen kann der Bediener die Oxidbildung verhindern. Insgesamt muss die Lötanlage den besonderen Anforderungen des Kupferlackdrahtlötens angepasst sein. Bei den Hochtemperaturanwendungen von über 450°C werden Modulbauteile wie Lötdüsen, Pumpen und Lottank besonders beansprucht. Aus diesem Grund hat sich das Unternehmen schon früh für den Einsatz von Stahl, Titan, Keramik, speziellen Verbundwerkstoffen und eigens entwickelte Beschichtungen entschieden.
Eine besondere Herausforderung besteht darin, die unterschiedlichsten Materialien, mit denen Kupferdrähte isoliert werden, ohne vorheriges Abisolieren zu verzinnen oder durch Löten zu kontaktieren. Neben Polyurethane werden Polyurethan plus Butyral, Polyesterimide, Polyesterimide plus Polyamid, Esterimid, dreifach isolierteTex-E-Drähte in modifiziertem Polyester-Aufbau und viele weitere eingesetzt. Für Litzen auf Lackdrahtbasis dient in der Regel Naturseide, Nylonoder Kupron als Ummantelungsmaterial. Ohne das zusätzliche mechanische Abisolieren reduzieren sich zum einen die Maschineninvestition und zum anderen die Verarbeitungszeit um den Faktor 2 bis 4, je nach Drahtdicke.
Dabei werden beim eigentlichen Lötprozess unterschiedlichste Aufgaben durchgeführt. Das Entfernen des Isolierlacks wird durch das Eintauchen in die fließende Lötwelle durchgeführt. Die Lötwelle sorgt ebenso dafür, dass Oxide, Fette und andere Verunreinigungen an den zu lötenden Positionen entfernt werden. Bei einer Temperatur von über 450°C fördert die Lötwelle stetig oxidfreies Lot, wodurch die Prozessstelle permanent umspült, gereinigt und schlussendlich verzinnt oder verlötet wird. Da die Wärmeübertragung schnell erfolgt, werden eventuell benachbarte Kunststoffe und Vergussmassen thermisch nur gering belastet. Dadurch kann garantiert werden, dass Anschlüsse und Pins in der vorgesehenen Position bleiben. Diese Prozessschritte müssen reproduzierbar erfolgen. Aus diesem Grund setzt das Unternehmen oft spezielle Greifer- oder Maskentechniken ein, die einen hohen, gleichbleibenden Qualitätsanspruch garantierten.
Ebenso wurde der Wartungsaufwand auf Grund der sorgfältigen Materialauswahl um den Faktor 10 reduziert. Noch deutlicher ist die Kostenreduktion beim Thema Oxide. In der Regel müssen Oxide und Blei-Zinn-Krätze als Sondermüll entsorgt werden. D. h. diese Kosten können bei einer Minimierung der Oxide verringert werden. Nach Einführung eines speziellen Schutzgas-und Lotrückführungsdüsen konnte der Anteil der Oxide um das Hundertfache pro Jahr reduziert werden. Aber auch bei den Verbrauchsmitteln wurden die Kosten im Auge behalten. So kann zum Beispiel durch selektive und produktspezifische Flussmittelauftragsysteme und durch hermetisch dichte Flussmittelkreisläufe aus dem Modulbaukasten des Unternehmens der Flussmittelverbrauch gesenkt und der Service und Wartungsaufwand minimiert werden.
productronica, Stand A2.540
.png)







{kind=link}