


Firmen im Artikel
Die Aktivierung von Bauteil und Leiterplattenoberfläche ist die grundlegende Voraussetzung, um eine Verbindung zwischen Lot und Anschlüssen zu erhalten. Diese Aufgabe übernimmt das Flussmittel, das beim Wellenlöten in aller Regel alkohol- oder wasserbasierend ist und nur mit einem kleinen Anteil von rund 3 % aktivierende Komponenten enthält, die für den Prozess tatsächlich erforderlich sind. Alkohol oder Wasser dienen lediglich als Trägermaterial beim Auftrag und müssen vor Eintritt der Leiterplatte in die flüssige Lötwelle sogar wieder verdunstet werden. Verbleiben Flussmittelrückstände auf der Baugruppe, können diese zu deutlichen Qualitätseinbußen, bis hin zum Ausfall des Produkts, führen. Für die Verdunstung der flüssigen Bestandteile des Flussmittels ist Energie erforderlich, wobei diese mit ca. 10 Wh je Leiterplatte vernachlässigt werden kann. Die wesentlichen Vorteile, beim Flussmittel auf die flüssigen Bestandteile zu verzichten, liegen bei der deutlich einfacheren Handhabung und Lagerung (kein Gefahrgut) sowie beim Umweltaspekt durch die Eliminierung der flüchtigen organischen Verbindungen (VOCs). Darüber hinaus sind bei der Herstellung flüssiger Flussmittel und zur Reinigung der Lötanlagen von Flussmittelrückständen Chemikalien erforderlich, auf die bei Verwendung von Flussmittelpulver verzichtet werden kann.
Zum Vorheizen und Löten wird elektrische Energie benötigt, um die Leiterplatte sowie das Lot zu erwärmen. Unter dem Aspekt der Energieeffizienz spielen dabei mehrere Zustände einer Lötanlage eine Rolle:
- Ausgeschaltet – Die Maschine benötigt eine längere Zeitspanne, um wieder einsatzbereit zu sein.
- Standby – Die Maschine benötigt eine kurze Zeit von nur wenigen Minuten, um den Bereitschaftszustand wieder zu erreichen.
- Keine Last / Bereit – Die Maschine ist bereit und ein Produkt kann jederzeit einlaufen, jedoch befindet sich aktuell kein Produkt in Bearbeitung.
- Variable Belastung – Es laufen weniger Produkte in die Maschine ein, als sie verarbeiten könnte.
- 100 % Last – Maximaler Durchsatz der Maschine.
Je nach Produktionsmix ist es erforderlich, mehr als einen Zustand zu optimieren, um die beste Energieeffizienz zu erzielen. Aufgrund der zunehmenden Produktvielfalt und der geringeren Losgrößen sind neue Technologien notwendig, um kontinuierlich qualitativ hochwertige Lötverbindungen zu erhalten. Andernfalls müssten mehrere kleine, spezialisierte Anlagen, anstelle einer großen Lötanlage, eingesetzt werden. Dies würde jedoch zu höheren Kosten in Bezug auf Flächenbedarf in der Fertigung, zu mehr Wartungsaufwand und zu einem höheren Energieverbrauch führen.
Plasmafluxen: Beim Flussmittelauftrag auf das Wesentliche konzentrieren
Mit dem Ziel, sowohl die Produktqualität und Anlagenverfügbarkeit zu verbessern als auch dem Umweltaspekt Rechnung zu tragen, wurde der Flussmittelauftrag im Wellenlötprozess in den vergangenen Jahren auf den Prüfstand gestellt.
Im Rahmen von Forschungsprojekten1,2) wurde ein Atmosphärendruck-Plasmasystem entwickelt und verfahrenstechnisch optimiert, um Flussmittel ohne die Notwendigkeit eines flüssigen Trägermaterials aufzubringen. Basierend auf der Plasmadust-Technologie3) wird kaltaktives Plasma verwendet, um Mikropulver von beispielsweise reiner Adipinsäure zu schmelzen und auf die Leiterplattenoberfläche aufzubringen. Mit diesem Verfahren können trockene Direktbeschichtungsprozesse auf nahezu allen Substratmaterialien, ohne weitere Chemikalien, durchgeführt werden. Dabei lassen sich prinzipiell alle Materialien verarbeiten, die schmelzbar sind und in Pulverform gebracht werden können.
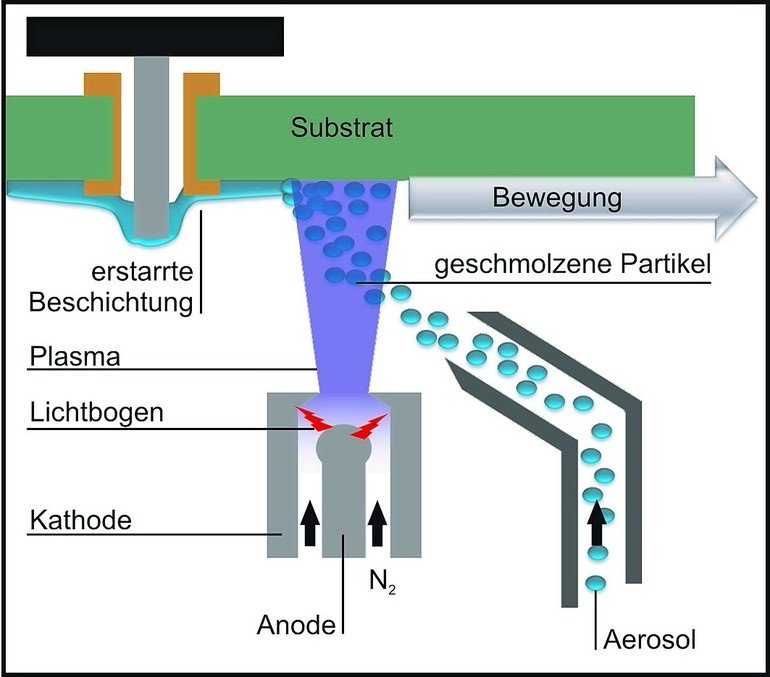
Das Arbeitsprinzip des Plasmafluxers: Die Plasmadüse mit Kathode (geerdet) und Anode (Hochspannung) wird an der Leiterplatte entlang bewegt, um die gesamte Oberfläche zu behandeln. Das Gas, das zur Erzeugung der Plasmaflamme verwendet wird, ist reiner Stickstoff, wie er in der Wellenlöttechnik weit verbreitet ist. Andere Gase bieten möglicherweise im Hinblick auf die Reinigungsaktivität oder Entfernung von Oxidschichten weitere Vorteile, sind aber weitaus kostspieliger und für den Prozess nicht erforderlich. Ein Aerosol, bestehend aus schmelzbaren Flussmittelpartikeln und Stickstoff, wird in die Plasmaflamme geleitet und auf der Leiterplattenoberfläche aufgebracht. Sobald die Aerosole auf die Leiterplatte treffen, erstarren die Flussmittelpartikel und bilden eine stabile Beschichtung. Während des gesamten Prozesses bleibt die Leiterplattentemperatur unter 50 °C.
Der Plasmafluxer zeichnet sich durch einen minimalen Energieverbrauch aus, da die Flussmittelpartikel bei niedrigen Temperaturen schmelzen und eine Niedrigenergie-Plasmatechnologie eingesetzt wird. Der Stickstoffverbrauch liegt bei ca. 30 l je Leiterplatte (60 x 40 cm).
Mit dem Plasmabeschichtungsverfahren kann die nasschemische Flussmittelaktivierung durch einen trockenen Prozess ersetzt werden. Durch das präzise Auftragsverfahren wird eine Reduzierung der Flussmittelmenge erreicht. Die Unterwanderung von Flussmitteln zwischen Baugruppe und Lötrahmen ist deutlich geringer und die Leiterplattenoberflächen sind nach dem Lötprozess sehr sauber, so dass auf einen anschließenden Reinigungsprozess verzichtet werden kann. Zusätzlich ist auch der Verschmutzungsgrad der Lötanlage niedriger, was zu einer Reduzierung des Wartungsaufwandes und einer höheren Verfügbarkeit der Prozessanlagen führt.
Da lösemittelhaltige Flussmittel als Gefahrgut deklariert werden, sind spezielle Vorkehrungen für Handling und Aufbewahrung zu treffen. Das Handling und Bevorraten von Flussmittelpulver ist erheblich einfacher, wodurch die Gesamtkosten in der Fertigung sinken und insbesondere aus umwelttechnischen Gesichtspunkten ist das neue Verfahren von Vorteil.
Im Rahmen der Untersuchungen wurden verschiedene Flussmittelpulver von unterschiedlichen Herstellern getestet, wobei sich gezeigt hat, dass reine Adipinsäure insgesamt die besten Resultate liefert. Die Lötergebnisse, die beim Flussmittelauftrag mit der Plasmatechnologie erreicht werden, erfüllen alle Erwartungen in Bezug auf die Lötstellenqualität (Durchstieg, SIR Tests), die auch von einem guten Flussmittel auf VOC-Basis erwartet werden.
Durch den Verzicht auf die flüssigen Trägermaterialien werden deutliche Einsparungen bei den Flussmittelkosten erreicht. Die Anschaffungskosten für ein Plasmasystem amortisieren sich daher bereits nach einer kurzen Produktionsspanne.
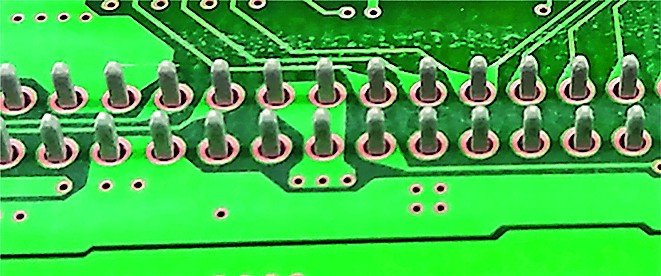
Ein besonderer Vorteil des Plasmaverfahrens ist, dass selbst überlagerte Leiterplatten „wiederbelebt“ werden können und eine einwandfreie Benetzung zeigen.
Optimierung der Vorheizung: High Mix und
High Volume bei niedrigem Energieverbrauch
Als Vorheizungen werden im Wellenlötbereich üblicherweise Konvektionsheizungen oder Strahlungsheizungen eingesetzt, oder eine Kombination beider Verfahren. Strahlungsheizungen können verschiedene Arten von Infrarotstrahlern sein, die sich in der Wellenlänge (kurz-, mittel- oder langwellig) und in der Reaktionsgeschwindigkeit unterscheiden. Die meisten der derzeit verwendeten Heizstrahler haben jedoch eine große Verzögerung beim Umschalten zwischen verschiedenen Einstellungen.
Einfluss von Varianten und Durchsatz
Eine beispielhafte Wellenlötmaschine mit 2,4 m Strahlungsvorheizung ist üblicherweise mit 1,8 m Infrarotstrahlern mit langsamer Ansprechgeschwindigkeit und 0,6 m Strahlern mit schneller Ansprechgeschwindigkeit ausgestattet, um die Temperatureinstellung für verschiedene Produkte ohne große Verzögerungen zu ermöglichen. Der Leistungsverbrauch bei hoher Belastung liegt dabei im Bereich von 11,5 kW. Die Maschine im Bereitschaftszustand ohne Last zu halten, führt aufgrund der langsamen Ansprechgeschwindigkeit der Infrarotstrahler zu einem kontinuierlichen Verbrauch von mindestens 10 kW. Ein Ausschalten der Infrarotstrahler kommt nicht in Betracht, da sie zu stark abkühlen und bedingt dadurch eine zu große zeitliche Verzögerung eintreten würde, um die gewünschten Parameter wieder zu erreichen. Mit einer Last von weniger als 100 % ergibt sich demnach keine Reduzierung des Energieverbrauchs, da alle Heizungen ständig aktiv gehalten werden.
Höhere Energieeffizienz mit schnellen Emittern
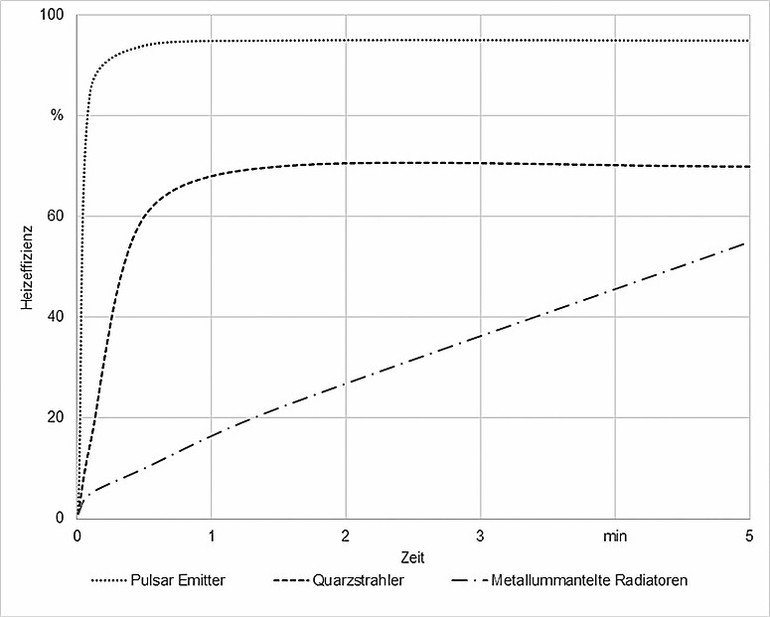
Der Energieverbrauch einer Lötanlage kann für den Bereitschaftszustand ohne Last sowie für niedrigeren Durchsatz deutlich gesenkt werden, wenn neue, schnell reagierende Strahler4) eingesetzt werden. Gleichzeitig bieten diese Strahler den Vorteil, Parameter von einem Produkt zum anderen ohne größere Verzögerungen umschalten zu können.
Diese Pulsarstrahler, oder Pulsar Emitter, können im gesamten Vorheizbereich der Wellenlötanlage eingesetzt werden. Drei Faktoren spielen bei der Erreichung einer deutlichen Reduzierung des Energieverbrauchseine entscheidende Rolle:
Ist die Maschine leer und in den Standby-Modus gewechselt, können die Heizungen auf ein Minimum gesetzt werden, da es nur Sekunden dauert, bis die Heizleistung wieder innerhalb des Arbeitsbereichs ist.
Die notwendige Energie, um die Umgebungsbedingungen in der Anlage konstant zu halten, beträgt nur etwa 3,5 kW. Mit dieser minimalen Energiezufuhr wird eine Absenkung des Temperaturniveaus im Tunnel effektiv vermieden und damit auch jeglicher Einfluss auf das Temperaturprofil des Produkts.
Beträgt der Durchsatz weniger als 100 % können alle Emitter, über denen sich aktuell kein Produkt befindet, in ihre Standby-Einstellung geschaltet werden. Dadurch ist eine geringere Last auch direkt mit einem niedrigeren Energieverbrauch verknüpft. Bei 100 % Last ist die Leistungsaufnahme der Anlage identisch mit der Leistungsaufnahme einer Anlage mit konventioneller Vorheizung.
Einer der Hauptvorteile der neuen Pulsar-Emitter basiert ebenfalls auf ihrer schnellen Reaktionsgeschwindigkeit. Bei der Bearbeitung von unterschiedlichen Produkten mit unterschiedlichen thermischen Anforderungen, die verschiedene Parametereinstellungen im Hinblick auf die Heizleistung erfordern, ist keine Wartezeit zwischen den Produktgruppen erforderlich. Durch die Schaltung einzelner Strahler anstelle von ganzen Segmenten sind kürzeste Baugruppenabstände realisierbar. In der Praxis bedeutet dies, dass jeder einzelne Strahler unterhalb eines Produktes mit den individuell hierfür benötigten Einstellungen betrieben wird. Zum Erreichen dieses individuellen Einstellwertes ist kein zusätzlicher Abstand zwischen verschiedenen Produkten erforderlich.
Abhängig von der Beschaffenheit der zu lötenden Leiterplatten und Lötmasken, vor allem im Hinblick auf thermische Masse und Oberfläche, kann die Wärme der Atmosphäre innerhalb der Maschine einen großen Einfluss auf das Temperaturprofil haben. So könnte beispielsweise eine massearme Baugruppe zu stark aufgeheizt werden, wenn sie nach einer großen Serie von massereichen Baugruppen mit entsprechend hoher Leistungseinstellung die Anlage durchläuft, da sich die Atmosphäre zwangsläufig im Volllastbetrieb aufheizt. Um ein konstantes Temperaturprofil zu erreichen, erfassen zusätzliche Temperatursensoren in der Anlage kontinuierlich den Zustand der Atmosphäre und messen den Einfluss auf die Leiterplatte. Mit dieser zusätzlichen Regelung führt eine hohe Temperatur innerhalb der Anlage zu einer Absenkung der Strahlungsleistung für das in diesem Bereich laufende Produkt. Dadurch wird die für das jeweilige Produkt resultierende Vorwärmtemperatur unabhängig vom Anlagenzustand sehr konstant gehalten.
Fazit
Die Elektronikindustrie gehört zu den innovativsten Branchen. Obwohl der Wellenlötprozess einer der ältesten Prozesse in der Elektronikproduktion ist, muss er dennoch sowohl im Fertigungsablauf als auch mit dem Produktionsequipment flexibel auf Herausforderungen reagieren zu können. Neue Prozesse und Weiterentwicklungen im Maschinenbereich können die Effizienz in der Elektronikfertigung stark verbessern und speziell hinsichtlich der Energieeffizienz spielt die Minimierung von Wartezeit hierbei eine entscheidende Rolle. Eine innovative Anlagentechnik ist damit die Grundvoraussetzung für den Erfolg von morgen.
productronica, Stand A4.578
Der Autor Dr.-Ing. Andreas Reinhardt ist Leiter Forschung und Entwicklung bei SEHO Systems GmbH. Nach einem Studium der Mechatronik an der Universität Erlangen-Nürnberg war er von 2006 bis 2013 wissenschaftlicher Mitarbeiter am Lehrstuhl für Fertigungsautomatisierung und Produktionssystematik (FAPS), Bereich Elektronikproduktion. Ab 2011 war er Gruppenleiter der Elektronikproduktion am Lehrstuhl und ist seit 2014 Forschungsleiter im Unternehmen.
 Foto: SEHO Systems GmbH
Foto: SEHO Systems GmbHQuellen
- Forschungsprojekt „Entwicklung eines lösemittelfreien Lötverfahrens für die Baugruppenfertigung in der Mikrosystemtechnik“ im Förderprogramm „Mikrosystemtechnik Bayern“, Bayerisches Staatsministerium für Wirtschaft und Medien.
- Forschungsprojekt „Umweltfreundlicher, VOC-freier Weichlötprozess für die Elektronikfertigung“, Deutsche Bundesstiftung Umwelt
- relyon plasma Plasmadust: www.relyon-plasma.com
- Toshiba: www.toshiba.de








{kind=link}