


Firmen im Artikel

Ziel des Lötprojekts war es, die Anforderungen von maximal fünf aufeinanderfolgenden Lötzyklen dedizierter Schalter und Taster zu erfüllen und diese Bauteile für den Dampfphasenlötprozess zu qualifizieren. Parallel dazu evaluierte das Expertenteam, inwiefern die Funktion der Bauelemente durch den Dampfphasen-Lötprozess beeinträchtigt wird. Ebenfalls analysierten sie, inwieweit eine Verschleppung des eingesetzten Wärmeübertragungsmedium Galden möglich ist.
Die Profis der Switch-Gruppe von Würth Elektronik eiSos nahmen dabei oberflächenmontierbare Kurzhub-, DIP- und Drehcodierschalter ins Visier.
Aufbau der Versuchsreihe
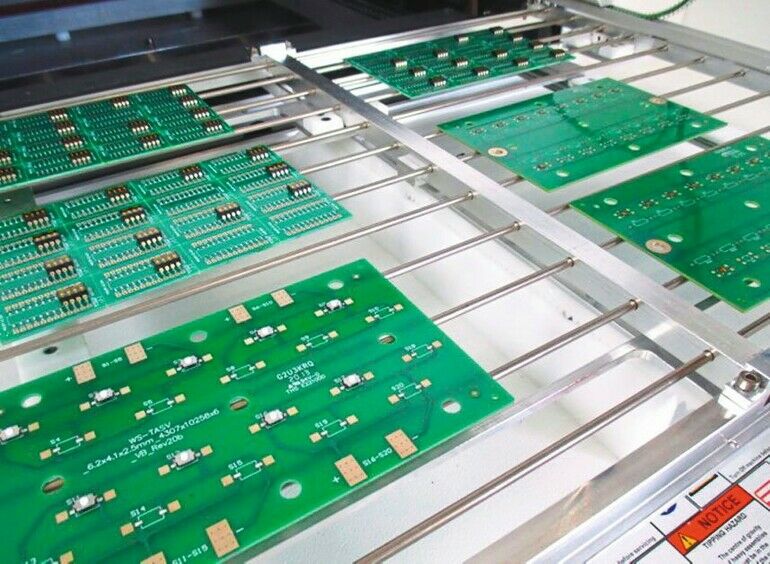
In den Versuchsreihen galt es im ersten Schritt die jeweiligen initialen Übergangswiderstände der verschiedenen Schalter und Taster zu vermessen. Auf 160 mm x 100 mm großen Testplatinen wurde zunächst die bleifreie, No-Clean-Lotpaste von Loctite (GC10 SAC305T4 885V 52K) aufgetragen und die elektromechanischen Komponenten des Unternehmens manuell bestückt. Konkret: Kurzhubtaster der WS-TASV-IP67-Familie (6 x 6 mm und 6.2 x 4.1 mm), Komponenten der DIP-Schalter-Familie WS-DISV Small Compact mit Rastermaßen von 1.27 mm und 2.54 mm sowie die Drehcodierschalter WS-ROSV-IP67 in der Baugröße 7 mm x 7 mm.
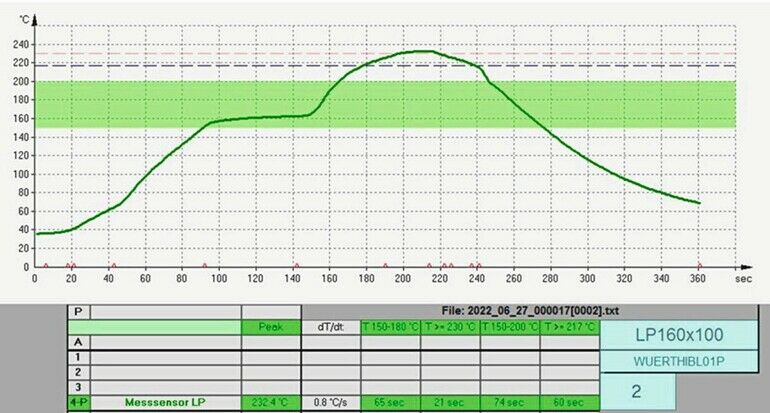
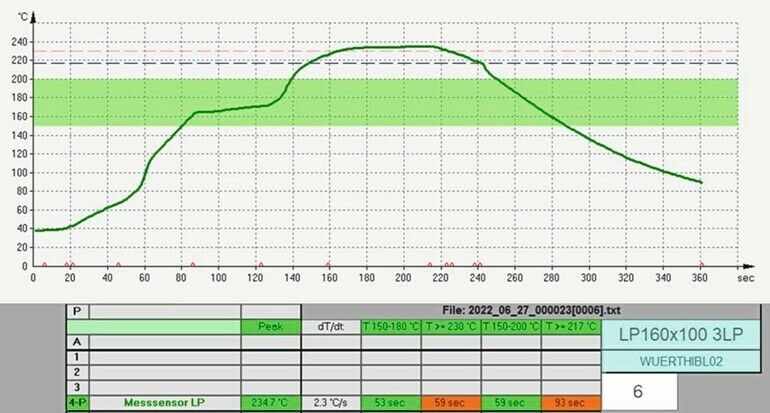
Die Testplatinen erhielten jeweils einen Temperaturmesssensor, um die zuvor ausgearbeiteten Lötprofile exakt verfolgen zu können. In mehreren Chargen durchliefen die Testplatinen im Dampfphasen-Lötprozess die verschiedenen Lötprofile. Zum Einsatz kam dabei das Dampfphasen-Lötsystem VAC 745 von IBL Löttechnik, befüllt mit dem Medium Galden HS235. Neben typischen Standard-Lötprofilen wurden die elektromechanischen Komponenten auch einem an die Belastungsgrenze hinsichtlich Laufzeit und Höchsttemperatur reichenden Lötprofil ausgesetzt. Einige Chargen durchliefen bis zu fünfmal den Dampfphasenprozess, um den maximalen Anforderungen von fünf Reflow-Zyklen, denen ein Bauteil laut IPC TM-650 ausgesetzt werden darf, zu erfüllen. Die Testplatinen durchliefen insgesamt mehr als 30 Lötzyklen. Abschließend hat Würth Elektronik in seinem Prüflabor die Komponenten hinsichtlich der Zuverlässigkeit der Lötverbindungen sowie der elektrischen Eigenschaften der Komponenten umfassend geprüft.
Geometrien der Schalter und Taster
Für die Versuchsreihe kamen Schalter und Taster als SMT-Komponenten in Betracht, die derzeit besonders nachgefragt sind. Würth Elektronik bietet eine große Auswahl an Tasterprodukten an. Diese Bauteile eignen sich für zahlreiche Anwendungen, um elektronische Schaltkreise einfach zu öffnen und zu schließen. Die gemäß IP67 klassifizierten Drehcodierschalter sowie Kurzhubtaster sind nach IEC61058 und IEC60068 geprüft und daher für den Einsatz in rauer Industrieumgebung ausgelegt.
Vorteile des Dampfphasen-Lötprozesses
Höhere Packungsdichten durch die fortschreitende Miniaturisierung einerseits und der steigende Anteil an komplexen Leistungsmodulen andererseits stellen Elektronikfertiger im Fertigungsprozess elektronischer Baugruppen zunehmend vor Herausforderungen. Wenngleich der Konvektions-Lötprozess das vorherrschende SMT-Lötverfahren darstellt, findet der Dampfphasen-Lötprozess regen Zuspruch. Vornehmlich bei stark unterschiedlich thermischen Massen der Bauelemente auf der Baugruppe kann der Dampfphasen-Lötprozess seine Vorteile ausspielen.
Denn während im Konvektions-Lötprozess oftmals Stickstoff als Wärmeübertragungsmedium dient, um eine in-situ-Oxidation der Lötverbindungen zu vermeiden, kommt beim Dampfphasenlöten das Perfluorpolyether (PFPE) Galden mit festem Siedpunkt oberhalb der Liquidustemperatur des Lotes zum Einsatz. Galden weist einige Vorteile auf: Als inertes Medium geht Galden keine Verbindung mit anderen Stoffen ein. Zudem verdunstet die unschädliche und sehr stabile Flüssigkeit rückstandlos und ist überdies nicht elektrisch leitfähig. Je nach Anwendungsfall lässt sich ein Siedepunkt von 165 °C bis hin zu 260 °C erreichen. Weil der Lötprozess mit heißem Dampf erfolgt, ist die Wärmeübertragung rund zehnmal höher als beim klassischen Konvektions-Lötprozess. Gleichzeitig wird eine Verschattung von Bauelementen vermieden.
Das Verfahren ist denkbar einfach: Siedet die Flüssigkeit, bildet sich eine gesättigte Dampfdecke, wodurch sich eine optimale Schutzgas-Atmosphäre bildet. Taucht das Lötgut in die Dampfzone ein, kondensiert der Dampf an der Baugruppe. Dadurch entsteht ein Flüssigkeitsfilm dessen Oberflächenspannung mittels Kapillarkräfte die Luft vollständig aus dem Lötgut verdrängt, wodurch jegliche Oxidation an der Lötverbindung eliminiert wird. Eine Überhitzung der elektronischen Baugruppe während des Prozesses ist physikalisch ausgeschlossen, da die Dampftemperatur nicht über die Siedetemperatur des Mediums steigen kann.
Unterschieden werden zwei Dampfphasen-Verfahren: das Hub-Tauch-Prinzip und das Injektionsprinzip. In der Versuchsreihe kam das Zwei-Kammern-Batchsystem VAC 745 des Pioniers in der Dampfphasenlöttechnik zum Einsatz, und damit das patentierte Hub-Tauch-Verfahren des Herstellers. Die Integration einer zusätzlichen Vakuumkammer in die Prozesskammer ermöglicht zudem die Evakuierung der Baugruppen und Bauteile während der Lötphase und sorgt somit für eine sehr hohe Lötqualität: Durch den erzeugten Unterdruck reduziert sich der Porenanteil (Voids) erheblich, was zu zuverlässigeren und mechanisch stabileren Lötverbindungen führt. Das Intelligent Profiling System (IPS) genannte Tool ermöglicht dem Elektronikfertiger eine sehr präzise und wiederholbare Prozess- und Lötprofilsteuerung. Hierbei wird mit dem „Soft Vapour Phase„-Prozess eine im Dampfphasenlötsegment einzigartige Möglichkeit zur Regelung des thermischen Eintrags in die Lötanwendungen realisiert.
Fazit
In den Versuchsreihen ließen sich mit dem Dampfphasen-Lötprozess sehr gute Ergebnisse auf unterschiedlichsten Baugruppen erzielen. Im Nachgang realisierte die Arbeitsgruppe auch Probeläufe auf Flexprint-Materialien und Multilayer-Leiterplatten, ohne dass sich eine Überhitzung feststellen ließ. Wie der Konvektions-Lötprozess, bietet auch das Dampfphasen-Lötverfahren einen reproduzierbaren Prozess, inklusive einer zuverlässigen und wiederholbaren Prozessüberwachung.
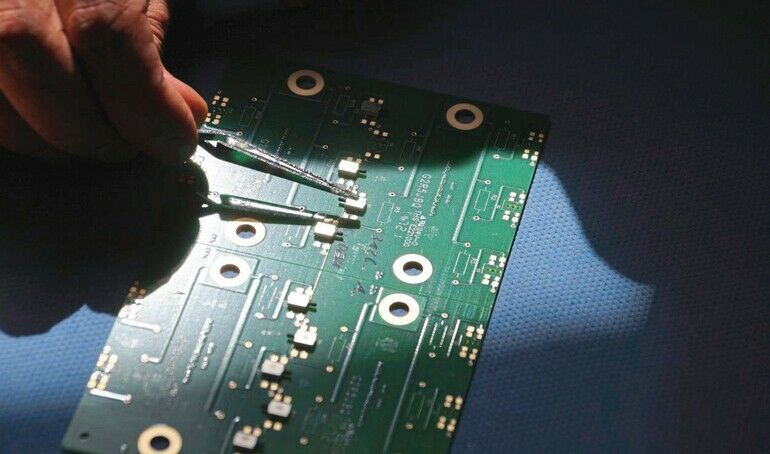
Es galt herauszufinden, inwiefern das Galden in den Hohlräumen der Schalter und Taster durch die nicht vollständig abdichtenden Bestückfolien (Pads) kondensieren könnten. Um eine fundierte Aussage zu erhalten, wurde die Versuchsreihe mit jeweils 30 Proben pro Artikel für die Lötprozesse eingesetzt. Im Versuchsverlauf konnte indes keine Verschleppung festgestellt werden.
Häufig geben Bauteilhersteller für ihre Bauteile zwar Temperaturprofile für den klassischen Reflow-Lötprozess an, die Bauteile sind aber für das Kondensationslöten nicht qualifiziert. Hier ist Erfahrung nötig, um eine Beschädigung des Bauteils zu vermeiden. Würth Elektronik eiSos hat nun die ersten elektromechanischen Komponenten für den Dampfphasen-Lötprozess erfolgreich qualifiziert. Versuchsreihen mit weiteren elektromechanischen Komponenten sind geplant.
PCIM, Stand 6.342 | SMTconnect,
Stand 4.305
www.we-online.com | https://ibl-tech.com
.png)







{kind=link}