
Eine Vielzahl von Einflussfaktoren wirken auf den Druckprozess. Gerade komplexe Baugruppen mit einem umfangreichen Bauteilespektrum stellen hohe Anforderungen an die Planung und Durchführung des Fertigungsprozesses. Es ist sehr wichtig, im Vorfeld die richtigen Entscheidungen zu treffen, die eine einwandfreie Produktion erlauben.
Harald Grumm, Christian Koenen GmbH
Dies fängt bei den Toleranzen der Leiterplatte an, geht über ein stabiles Öffnungslayout der Druckschablone, die richtige Lotpastenauswahl und endet erst mit dem fehlerfrei gefertigten Produkt. Eine große Bauteilevielfalt, die Mischung aus großen und kleinen Bauformen heißt für die Lotpastenschablone eine hohe Varianz in den Öffnungsgrößen. Eventuell sind sogar unterschiedliche Schablonendicken erforderlich, die dem speziellen Pastenbedarf der unterschiedlichen Bauteile Rechnung tragen.
Genau hier beginnt die Betrachtung der kritischen Punkte, die bei der Definition der richtigen Schablone berücksichtigt werden müssen. Eine Vielzahl von Einflussfaktoren wirken auf den Druckprozess. Es ist sehr wichtig, im Vorfeld die richtigen Entscheidungen zu treffen, die eine einwandfreie Produktion erlauben. Das beginnt bei den Toleranzen der Leiterplatte, geht über ein stabiles Öffnungslayout der Druckschablone, der richtigen Lotpastenauswahl und endet erst mit dem fehlerfrei gefertigten Produkt.
Gute Druckbarkeit
Es besteht bei sehr kleinen Bauteilen eine Diskrepanz zwischen dem wirklichen Pastenbedarf der Lötverbindung und der reproduzierbaren Druckbarkeit kleiner Lotpastenmengen. Es gilt die Grundregel: Die Öffnungen in der Schablone so groß wie möglich und dabei so klein wie nötig zu dimensionieren. Denn: Große Öffnungen sind besser druckbar.
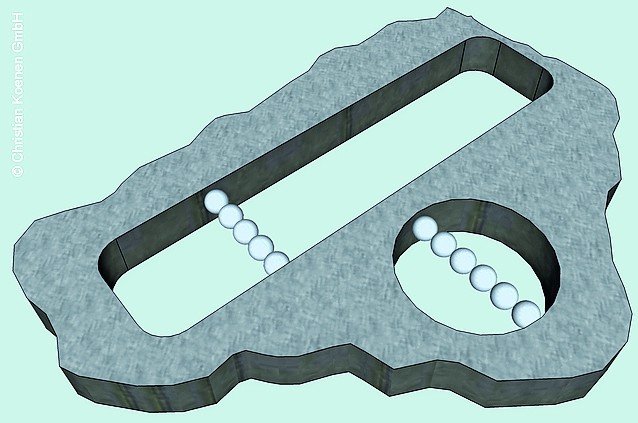
Aus der kleinsten Öffnung in der Schablone definiert sich der Pastentyp bzw. die Partikelgröße der Lotpaste, die für den Druck geeignet ist. Diese Vorgabe wird als die „Lotkugelregel“ bezeichnet. Bei länglichen Öffnungen sollten mindestens 4 bis 5 Lotkugeln nebeneinander in die kurze Seite der Öffnung passen. Gleichseitige Öffnungen (Quadrate und Kreise) benötigen minimal 6 Lotkugeln für die Seitenlänge. Wird diese Vorgabe unterstritten, ist davon auszugehen, dass die Befüllung der Öffnungen unvollständig ist.
Die großen Öffnungen sind drucktechnisch unkritisch. Lediglich Öffnungen sind Kantenlängen 5 sind durch Stege zu unterteilen, damit das Rakel sich nicht zu stark in die Öffnung senken kann und dabei einen Teil der Lotpaste ausschöpft. Für die Ausformung von flächigen Lötverbindungen ist zu beachten, dass in der Regel eine vollflächige Bedruckung des Pads zu viel Lot zur Verfügung stellt. Hier ist meistens eine deutliche Reduzierung sinnvoll.
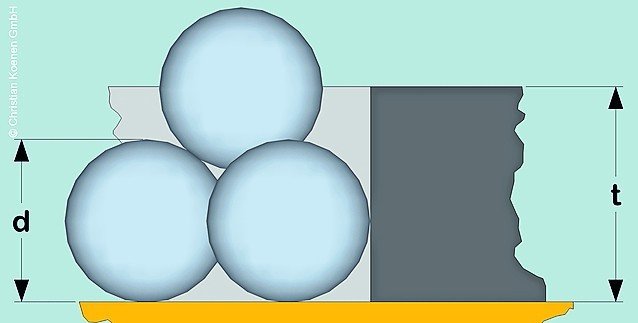
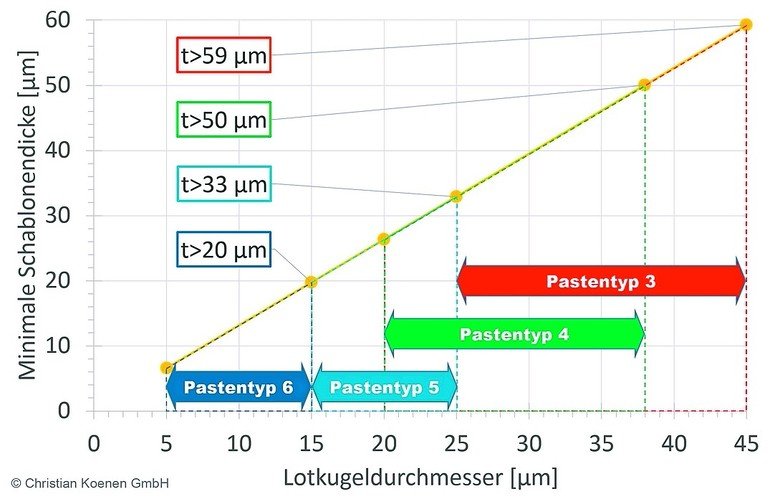
Zu der Lotkugelregel kommt bei sehr dünnen Schablonendicken ( 60 µm) noch die Höhengleichung. Diese Formel prüft ab, ob die zweite Kugellage mindestens bis zum Umfang der Kugel in die Schablonendicke passt, ohne wieder ausgerakelt zu werden. Wird die Mindestschablonendicke unterschritten, wird die zweite Kugellage beim Druck über die Öffnungskanten geschoben, woraus sich, je nach Kugelgrößenverteilung, starke Schwankungen in gedruckten Pastenvolumen ergeben können. Für die Berechnung der Mindestschablonendicke sollte der maximale mittlere Partikeldurchmesser der Paste verwendet werden. Bei dem Pastentyp 3 wäre dies beispielsweise ein Durchmesser von 45 µm.
Das Flächenverhältnis schätzt ab, ob die Lotpaste aus der Schablonenöffnung ausgelöst wird. Sie betrachtet das Verhältnis zwischen Grund- und Wandungsfläche der Schablonenöffnung. Sie ist unerlässlich für eine theoretische Vorbetrachtung der Druckbarkeit von Schablonenöffnungen. In der Praxis empfiehlt es sich, nicht zu dicht an die Grenze von 0,66 zu gehen, da in der Produktion weitere Parameter negativ auf den Druckprozess einwirken können. Hier haben sich Werte von 0,68 für das minimale Flächenverhältnis bewährt.
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}