


Als Experte für Radio- und später auch Fernseh-Elektronik fertigte Preh zunächst in einer ehemaligen Gastwirtschaft Elektroinstallationsteile und entwickelte als einer der ersten deutschen Hersteller den Radioempfänger Preh Funk. In den späten Achtzigern folgte mit der Produktion von elektronischen Heizungs- und Klimabediensystemen der Einstieg in die Automobilindustrie. Bis heute ist das Unternehmen zu einem weltweit tätigen Automobilzulieferer gewachsen.
Der Unternehmensslogan lautet „Passion for Excellence“. Dieses Streben nach Excellence setzt unter anderem auch eine kontinuierliche Optimierung sämtlicher Prozessschritte voraus. So wurde die
Ersa Powerflow Wellenlötanlage, die seit Januar 2019 im Einsatz ist, nachträglich um ein komplettes Leitsystem erweitert.
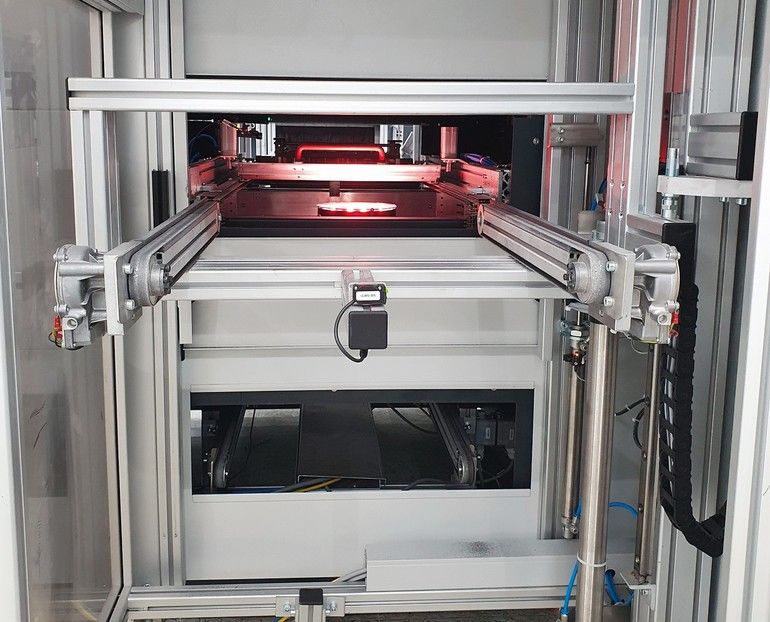
Die Erweiterung besteht aus vier Bestückarbeitsplätzen inkl. Versaguide Assistenzsystem, einem Puffer für Leiterplatten, um maschinengerechte Taktzeiten realisieren zu können, sowie einer Hebe-bzw. Senkstation, damit alles im Rundlauf bearbeitet werden kann und jeder Rahmenträger an seinen Arbeitsplatz zurückgeführt wird. Im Anschluss an den Lötvorgang wurde außerdem ein Versaeye Modul zur automatischen optischen Inspektion (AOI) integriert, das auf Vorhandensein von Lot und die Ausbildung eines Meniskus überprüft.
Bilderkennung verhindert Montagefehler
Um im Zuge einer angestrebten Null-Fehler-Strategie Nacharbeiten schon im ersten Prozessschritt, dem Bestücken, zu vermeiden, entschied sich der Automobilzulieferer für Versaguide. Durch sich stetig wiederholende Arbeitsschritte beim Bestücken ist es nicht auszuschließen, dass Fehler gemacht oder Bauteile komplett vergessen werden. Insbesondere im Automotive-Bereich hat das Vermeiden von Montagefehlern Priorität, da es hohe Anforderungen zu erfüllen gilt. Zur Funktionssicherheit der sich später im Einsatz befindenden Komponenten wird von vornherein eine Nacharbeit einer fehlerhaften Baugruppe ausgeschlossen. Aus diesem Grund dürfen von Anfang an nur 100 % intakte Teile verbaut werden.
Unabhängig von diesen Anforderungen ist es auch rein technisch eine große Herausforderung solche Fehler im Nachgang zu beheben. Bei massenreichen Bauteilen, die im Unternehmen häufig verwendet werden, ist eine Nacharbeit meist deshalb ausgeschlossen, da nicht ausreichend thermische Energie in die Leiterplatte eingebracht werden kann. Ein kompletter Durchstieg der fehlenden Lötstelle kann nicht garantiert werden und kalte Lötstellen können folgen.
Mit dem Ersa Versaguide zur Unterstützung und Kontrolle bei der händischen Leiterplattenbestückung lassen sich Montagefehler und Kosten für aufwendige Nachbearbeitungen vermeiden. Das System wird über dem Bestückarbeitsplatz angebracht. Eine Nachrüstung ist, wie im Fall des Automobilzulieferers, also problemlos möglich. Standardmäßig sitzt die Kamera direkt über der zu bestückenden Leiterplatte und hat dadurch den besten Blick auf die Arbeitsschritte.
Einfache Bedienung als All-in-one-System
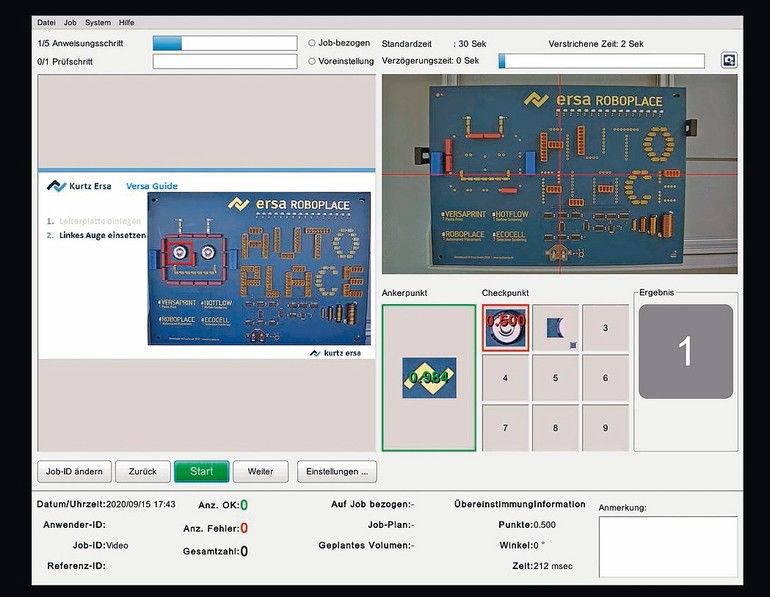
Über eine Bilderkennungssoftware können die zu prüfenden Kriterien ganz einfach eingestellt und überwacht werden. Merkmale wie Zeichenfolgen, Muster, Farben und Texturen werden sicher erkannt und auch einzelne Bauteile lassen sich als Bild in die Software einlesen. Wichtig dabei ist, dass die Kamera alle zu bestückenden Bauteile und die komplette Leiterplatte erfasst, damit die Kontrolle fehlerfrei durchgeführt werden kann. Anschließend führt Versaguide den Anwender durch die einzelnen Arbeitsschritte. Die Hauptansicht lässt sich dabei in drei Bereiche gliedern.
Die sogenannte Arbeitsanweisung zeigt die korrekt bestückte Leiterplatte – das Ziel dieses Arbeitsschritts. Je nach Komplexität ist es auch möglich Erklärungen einzufügen oder mit Zwischenergebnissen zu arbeiten. Das Livebild der Kamera zeigt die anfangs leere Leiterplatte. Mit Hilfe des Ankerpunkts wird diese über die Software von Anfang an fixiert. So kann ein x/y Versatz oder eine Rotation korrigiert werden. Rote Rahmen sollen den Bediener hinweisen, an welcher Position die nächste Handlung auszuführen ist. Wird ein Bauteil falsch gesetzt, erkennt die Lösung dies.
Welche Bauteile und in welcher Reihenfolge diese erwartet werden, kann im dritten Sichtbereich, direkt unter der Liveansicht gesehen werden. Dort sind einzelne „Checkpunkte“ gelistet, die Schritt für Schritt die fertige Leiterplatte ergeben. Durch das im Lieferumfang enthaltene IO-Kabel kann die Kommunikation der Kamera nach außen stattfinden. Dadurch lässt sich zuverlässig eine Prozessverriegelung gestalten. Innerhalb der bei Preh installierten Linie passiert also Folgendes: Die Leiterplatte wird am Bestückarbeitsplatz in das System eingebucht. Versaguide weist auf den Start des Bestückvorgangs hin und unterstützt schrittweise bei der Bestückung und Kontrolle. Sobald dieser Vorgang abgeschlossen und die Baugruppe bereit zum Löten ist, gibt die Lösung ein Signal über die IOs nach außen. Ein Freigabetaster wird daraufhin aktiv geschalten. Nach Betätigen des Tasters wird die Leiterplatte in Richtung Wellenlötsystem transportiert und dort gelötet.
Traceability von Anfang bis zum Ende
Beim Automobilzulieferer laufen die Leiterplatten abschließend in das Versaeye Modul. Damit lässt sich die Lötqualität zuverlässig inspizieren und dokumentieren. Entsprechen die Lötstellen den definierten Kriterien, meldet die Software dies zurück. Doch sitzt zu dieser guten Lötstelle auf der Leiterplattenoberseite auch das korrekte Bauteil? Das kann das AOI nur anhand der Lötstelle nicht rückmelden. In dieser Linie kann aber nur eine korrekt bestückte Leiterplatte in das AOI gelangen und so stellt sich diese Frage erst gar nicht. Mit den vorher am Assistenzsystem überprüften Produkten und den dazu aufgezeichneten DMC wird nun im Leitlinienrechner das Ergebnis des AOI hinzugefügt. Jeder einzelne Schritt ist nachvollziehbar und zu einem späteren Zeitpunkt wieder abrufbar.
Geringe Distanz, gute Geschäftsbeziehung
Zwischen dem Preh Stammsitz in Bad Neustadt a. d. Saale und dem der Ersa GmbH in Wertheim liegen gerade einmal 120 km. Diese Nähe ist jedoch nicht der einzige Grund für die gute Beziehung der beiden Unternehmen. Schon seit 2005 vertraut der Automobilzulieferer auf das Lötequipment. Neben der erweiterten Wellenlötanlage sind auch mehrere Hotflow (Reflowlötanlagen), Versaflow (Selektivmaschinen) und i-CON Lötstationen im Bad Neustadter Werk im Einsatz. „Ob Leiterplattenlayout, Rückverfolgbarkeit oder Leiterplattentransport. Ersa ist unser Ansprechpartner Nummer eins für den gesamten Lötprozess.“, sagt Justin Oppelt, Abteilungsleiter Elektronikfertigung des Automobilherstellers, und ergänzt: „Besonders die Technologieseminare im Hause Ersa haben uns dabei geholfen die einzelnen Prozessschritte noch besser zu verstehen.“
www.kurtzersa.de; www.preh.com
 Der Hauptsitz der Preh GmbH in Bad Neustadt a. d. Saale.
Der Hauptsitz der Preh GmbH in Bad Neustadt a. d. Saale.Foto: Preh
Preh GmbH auf einen Blick
- Gegründet 1919 durch Jakob Preh
- 7.000 Mitarbeiter weltweit, 2.000 davon am Hauptsitz in Neustadt a. d. Saale
- Innovationsführer in den Bereichen Human Machine Interfaces (HMI) für Pkw und Nutzfahrzeuge sowie Komponenten für E-Mobility Anwendungen
- Jahresumsatz 2019: 1,5 Mrd. Euro
- Standorte in Deutschland, USA, Mexiko, Schweden, Portugal,
Rumänien, China
Funktionen des Ersa Versaguide
- Prüfung auf richtige Bauteile
- Farbprüfung
- Montageablauf
- Strukturprüfung
- Prüfung von Zeichenfolgen für Barcodes
- Aufzeichnung des Arbeitsergebnisses

Hier finden Sie mehr über:








{kind=link}