Wie im vorausgehenden Artikel beschrieben, ist es speziell bei der Direktmontage von Chips auf Leiterplatten wünschenswert, eine zerstörungsfreie 100%-Inspektion der Bauteile durchzuführen. Verglichen mit der Montage von Dies auf Standardmaterialien zeigen sich bei Substratmaterialien wie Leiterplatten, Dünn- oder Dickschichtkeramiken oder auch umspritzten Gehäusen zahlreiche potenzielle Problemfelder, die nicht zuletzt von schwankenden Eigenschaften der Oberflächen verursacht werden können.
Dr. Farhad Farassat & Dr. Josef Sedlmair, F&K Delvotec, Ottobrunn
Im vorigen Artikel wurde bereits beschrieben, wie die automatische Post-Bond-Inspektion PBI von F&K Delvotec zur Prüfung von Drahtbonds eingesetzt werden kann. Dieselbe Einrichtung lässt sich mit leichten Abwandlungen auch zur Überprüfung von gebondeten Dies verwenden. Dabei wird üblicherweise je eine Kamera nach dem Aufbringen des Klebers, und eine zweite nach dem Aufsetzen des Dies benutzt. Diese Kameras können Platz sparend sogar innerhalb des Die-Bonders montiert werden. Die genaue Ausgestaltung der Optik hängt von den zu inspizierenden Bauteilen ab; für eine getaktete Leadframe-ähnliche Anordnung der zu untersuchenden Chips in einer oder mehreren Spuren reicht eine oder mehrere stationäre Inspektionskameras aus, während für komplexere Multiplacement-Anwendungen unter Umständen ein eigener X/Y-Schlitten für die Kameras benötigt wird.
Die Auswertung der aufgenommenen Daten durch das Bilderkennungssystem erfolgt in einem getrennten PC, der vom Bonder nur durch ein einfaches Handshake-System synchronisiert wird. Das hat den Vorteil, dass zum Einrichten und während des Betriebs der Inspektionseinheit der Bonder selbst nicht angehalten werden muss; außerdem ist es so einfacher, die Inspektionsdaten am Bonder vorbei auf dem Rechnernetz des Anwenders zu speichern und zu verarbeiten.
Inspektion des Klebemusters
Es gibt eine große Vielfalt von unterschiedlichen Klebemustern, die für sehr unterschiedliche Anforderungen optimiert wurden. Alle haben sie aber gemeinsam, dass sie, einmal definiert, sich während der Produktion nicht mehr verändern dürfen, ganz gleich, ob der Kleber mit der Zeit durch Wasseraufnahme weniger viskos wird oder die Dispensernadel sich allmählich zusetzt.
Hier kann die PBI eine Reihe von Parametern verfolgen, und zwar wiederum – wie im vorigen Artikel beschrieben – auf zwei grundlegend verschiedene Arten: zum einen kann lediglich das vorgegebene Muster auf Einhaltung überprüft, und bei Überschreitung einer vorgegebenen Abweichungsschwelle als „schlecht“ gemeldet werden. Nach Wahl und Voreinstellung kann dann die Linie gestoppt werden, ein Anwender hinzu gerufen oder auch nur das Teil als auszuschleusen markiert werden. Die zweite Betriebsart geht darüber hinaus und erlaubt es, nicht nur Bilder zu vergleichen, sondern quantitative Messwerte aufzuzeichnen, und anhand dieser nicht nur die Gut/Schlecht-Entscheidung zu vollziehen, sondern gleichzeitig statistische Auswertungen zu betreiben.
Die erste typische Inspektionsaufgabe betrifft Anzahl und Lage, also die Positionierung des Dispensmusters. In der Regel bezieht man sich auf eine oder mehrere Referenzmarken auf dem Substrat; dies kann aber auch durch absolute Messung geschehen, wenn sicher gestellt ist, dass das Bauteil und damit das Dispensmuster immer an der gleichen Stelle im Arbeitsbereich der Maschine liegt. Sollten z.B. Dispensernadeln verbogen oder ein Stempeltool nicht mehr zentriert sein, lässt sich diese Abweichung sofort feststellen und beheben. In vielen Fällen ist es wünschenswert, die Menge des aufgetragenen Klebers beurteilen zu können. Besonders wichtig ist dies in Situationen, wo sich die Konsistenz des Klebers mit der Zeit verändert, oder wenn die Fertigung nicht kontinuierlich läuft und der Kleber deswegen immer wieder ruht, bevor weiter dispensiert wird. Die normale optische Inspektion kann nur die Kleberfläche von oben beurteilen, also als zweidimensionale Projektion. Das reicht aber fast immer aus, weil eine niedrigere oder höhere Kleberdosis auch eine kleinere oder größere benetzte Fläche bedingt. Zusätzlich zeigt sich ein verändertes Fließverhalten des Klebers (und damit abweichende deponierte Klebermenge) normalerweise auch in einer veränderten Form der abgelegten Kleberspur, besonders im Kontaktbereich mit der Substratoberfläche.
Inspektion des Dies nach dem Bonden
Wichtiger ist die folgende Inspektion der Chips daraufhin, ob das Klebebett die richtige Lage und Form hat. Dafür ist das Inspektionssystem mit einer Reihe von vorgefertigten Software-Werkzeugen ausgestattet, die eine einfache Konfiguration der Inspektionsaufgabe durch den Anwender erlauben. Üblicherweise möchte man sicherstellen, dass der Kleber den Chip auf dem gesamten Umfang gleichmäßig umgibt. So ist sicher gestellt, dass überall unter dem Chip Kleber vorhanden, und somit die mechanische Auflage gesichert ist, damit das nachfolgende Drahtbonden nicht auf Schwierigkeiten stößt. Zum anderen ist bei Chips in der Leistungselektronik, die große Verlustleistungen erzeugen, nur bei vollflächiger Kleberbedeckung garantiert, dass sie nicht thermischen Spannungen ausgesetzt sind, die möglicherweise zu ihrer Zerstörung führen.
Schlussendlich legt man beim Die-Bonden größten Wert auf eine möglichst geringe Dicke des Kleberbettes unter dem Chip. Es muss andererseits aber dick genug sein, um sowohl Unebenheiten im Substrat auszugleichen als auch etwa vorhandene Keiligkeit in der Chip-Ablage zu neutralisieren. Die Kleber-Inspektion vor dem Bonden erlaubt die Verfolgung des Klebervolumens, und daher ist die Größe und Verteilung des Kleberrandes ein ausgezeichnetes Indiz für die Menge an Kleber unter dem Chip.
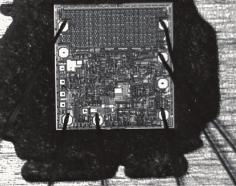
Ein typisches Bild für das Kleberbett unter dem Die ist auf Bild 2 (nach dem Drahtbonden aufgenommen) zu sehen. Hier umgibt der Kleber auf allen vier Seiten den Chip weitläufig, und alle vier Ecken sind gut unterfüllt. Die verwendete Leadframe-Oberfläche weist von ihrem Herstellungsprozess her noch eine streifige Struktur auf, die vom Kleber durch die unterschiedliche Benetzbarkeit angezeigt wird (unterer Bildrand von Bild 2).
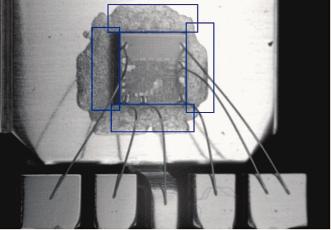
Das PBI erlaubt dem Anwender, auf einfache Weise eine sehr effektive Kontrolle zu programmieren. Dazu werden an die Kanten des Chips vier Rechtecke in gewünschter Größe gelegt (dies wird auf der grafischen Benutzeroberfläche am Bildschirm erledigt, wobei das Echtzeit-Kamerabild benutzt wird). Anschließend wird die Bilderkennung parametriert; dabei hat der Benutzer weite Gestaltungsmöglichkeiten. Im vorliegenden Beispiel lässt sich vorgeben, dass alle vier Rechtecke Kleber enthalten sollen. Dabei lassen sich die Limits einstellen, etwa dass mindestens 50% und maximal 100% der Rechtecksfläche bedeckt sein sollen.
Bei der Auswertung sucht die Bilderkennung zunächst den Chip im Kamerabild, legt dann die programmierten Auswertefelder wie gewünscht an die Kanten und beginnt mit der Auswertung. Wie sich zeigt, ist der Kleber links am Chip etwas reichlicher ausgefallen als auf der rechten Seite. Hier könnte auch analysiert werden, ob die Analysefelder links und rechts des Chips sehr unterschiedlich bedeckt werden, wie im Bild der Fall ist. Wenn die Statistik (oder auch der Einzelfall) einen gewissen Schwellenwert übersteigt, kann der Anwender dann beispielsweise aufgefordert werden, einzugreifen. Ebenso lassen sich z.B. die beiden Felder oben und unten mit dem Felderpaar links/rechts insgesamt vergleichen. Diese Auswertungen geben eine Möglichkeit, Rückschlüsse auf die Keiligkeit des Kleberbettes zu ziehen, denn im Normalfall tritt an derjenigen Seite des Chips, die tiefer in den Kleber eingedrückt wurden, etwas mehr Kleber aus.
Eine andere Möglichkeit ist, die kleinen Felder auszuwerten, an denen sich die Analyserechtecke überlappen. Diese kleinen Felder liegen jeweils genau an den Ecken des Chips, und zeigen deswegen recht genau, wie gut der Kleber die Chipunterseite bedeckt. Hier könnte man also fordern, dass mindestens ein Teil des Feldes (z.B. 20%) vom Kleber bedeckt sind.
Entscheidend für die Qualität der Auswertung ist dabei immer, dass der Kleber an sich von der Oberfläche des Chips oder des Substrats unterscheidbar ist, also eine unterschiedliche Helligkeit aufweist. Dies ist zum Teil über die Bilderkennung programmierbar, wird aber vor allem von der Beleuchtung beeinflusst. Enorm wichtig ist daher die Auswahl des richtigen Beleuchtungsverfahrens wie auch der besten Lichtfarbe. Für diesen Zweck gibt es mehrere verschiedene Leuchteinrichtungen mit diffusem oder direktem Licht, meist aus LED-Leuchtfeldern in verschiedenen Farben und mit programmierbarer Helligkeit zusammengesetzt. Damit lassen sich auch innerhalb einer Inspektionsaufgabe unterschiedliche Bereiche des Bauteils unterschiedlich beleuchten und auswerten.
In der laufenden Produktion ist jedes Inspektions- und Prüfverfahren nur so gut, wie es auch tatsächlich eingesetzt wird. Hier liegt eine Stärke des PBIs, denn die bisher beschriebenen Methoden sind bereits nach kurzem Bedienertraining leicht einzustellen (parametrieren). Der hohe Entwicklungsstand der Bilderkennungssysteme sorgt zudem dafür, dass nicht schon geringe Schwankungen der Bauteiloberflächen zu Scheinfehlern führen, oder noch schlimmer, echte Fehler übersehen werden. Beide Stärken zusammen genommen zeigen sich in der Praxis sehr rasch, und daher werden die Systeme von den Benutzern gut angenommen.
In die Produktion können die Inspektionssysteme einen weiteren Vorteil ausspielen: sie arbeiten sehr nah am Fertigungsort, nämlich in der Produktionsmaschine selbst. Im schlimmsten Fall werden also nur wenige Ausschussteile produziert und nicht etwa eine halbe Schichtleistung. Diese kurzen Regelkreise sind speziell bei wertvollen Bauteilen mitunter das Kostenkriterium schlechthin, und sie machen es bei den heutigen Fertigungsplänen mit häufigem Typenwechsel viel leichter, kostspielige Nacharbeiten oder gar aufwändiges Nachproduzieren zu vermeiden.
Productronica, Stand B5.281
EPP 496
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}