


Economy is the driving force to choose a no-clean process in the PCB soldering. But before, often another technique has already been implemented (RMA or water-soluble). Cleaning the assemblies has traditionally been the preferred method because of the advantages of a residue-free board, such as attractive finish, unobstructed testability, less potentially damaging contaminants, and process flexibility.
Vance Thibault and Richard Bell, ESP Inc., Pierre LeMieux, BTU
Surface mount technology (SMT) demands the optimisation of all resources to minimise defects and likewise maximise yields. In the no-clean scenario, concerns for reliability, testability and visual appearance is key among the manufacturers. While no-clean blends may exist that meet the rigorous demands of a reduced residue, these materials often require inert atmospheres during reflow. Often, the oxygen levels demanded therein are difficult or too costly to maintain. Additionally, only some SMT lines in a facility may require tighter residue controls, while the others do not.
As a result, at least two different solder pastes are necessary to supply the full needs of the production area – one that requires nitrogen and one that does not. This, of course, serves only to complicate buying, storage and manufacturing. Results herein indicate that a single no-clean or RMA product exists that can be used at any oxygen level between ambient (200,000ppm) and nearly inert (2ppm) to meet specific residue level demands. The products examined here yield residue volumes proportional to the oxygen level used in convection reflow.
Cleaning versus no-clean procedure
A no-clean process is chosen for one simple reason – economy. The decision to run no-clean is one that is often arrived at after another process has already been implemented (RMA or water-soluble). Cleaning has traditionally been the preferred method throughout SMT production because of the obvious advantages of having a residue-free assembly. Without residue, an aesthetically attractive finish is reached, unobstructed testability, and a greater level of assurance that the product is free of potentially damaging contaminants.
With increasing acceptance of the reliability of no-clean board assemblies, more and more manufacturers are opting to switch over to eliminate the costs of the cleaning process. In doing so, however, other expenses may arise including those such as training, test equipment and solder related defects. Uncleaned boards may yield solder balling, beading, and residue covered joints – all of which would likely be present regardless of the type of process. Switching to no-clean can increase defect levels, at least initially because there will be no cleaning process to remove such. The answer to solving these problems is tightening process controls. This is accomplished at all stages of the manufacturing process – component and material quality, printing, pick and place, and reflow.
Because of the variety of boards that may be produced in a facility, pass or fail requirements will inevitably differ between distinct types. Since the acceptable residue volume and appearance are a key factor that is likely to vary between different assemblies, both solder paste and oven vendors have attempted to provide products that will address specific residue needs.
The most effective process change for reduction of residue is the inclusion of nitrogen in the reflow process. An inert atmosphere reduces the amount of oxidation and decreases the surface tension on the solder joint and flux. Benefits include superior wetting, cleaner looking residue and a broadening of the process window. The advantages of using nitrogen for solder paste reflow are well documented. Customers demanding rigorous clean-liness requirements are key motivators.
Reduced-residuereflow method
A number of no-clean solder paste formulations are available for use with nitrogen reflow. They can be classified into categories (see table 1). Standard residue, no-clean pastes are very much like RMA pastes and normally do not require special process implementations, such as inerting atmospheres, thereby providing a larger process window. They also boast benefits such as better printability and longer tack. Many of the lower residue pastes require closer controls on the entire process. In almost all cases, the nitrogen reflow pastes fall into the ‚very low‘ to ‚ultra low‘ category while air-reflow, no-clean formulations normally fit the top two (table 1). As with most added benefits, including reduced residues, there are trade-offs to consider. Nearly every low residue, no-clean paste demands a maximum level of oxygen in which they can be suitably used. Required levels have been as low as 20ppm O2 although many have been improved to withstand levels in the 500 to 1000ppm range. The effects of various oxygen levels on the performance of nitrogen-reflow pastes have been studied.
Most newer convection ovens are already equipped with nitrogen hook-ups or are upgradeable at reasonable expense. Ovens can control oxygen to levels under 10,000ppm, some as tightly as 2ppm above the source material. The BTU VIP98N convection oven, used in this experiment, has 98-in heated length and 7 top and bottom controlled heat zones. The furnace maintains a nitrogen atmosphere of less than 50ppm O2 with a typical flow of 1200cfh. The purity of the nitrogen source will be the limiting factor.
While equipment and solder materials are available to produce quality assemblies with low residues, the underlying goal of minimising costs and maximising yields of acceptable products remains. There is no need for boards at 1% residue if quality has determined that 2% is a pass. Why run at 1000ppm O2 if 5000 will suffice? With the VIP98N oven, when the process level of oxygen is allowed to increase above 1000ppm, the consumption of nitrogen drops dramatically. A considerable reduction in cost-of-ownership can be realised when the O2 level is relaxed, or when a lower cost, less pure source of nitrogen is used. Additionally, it makes no sense to use nitrogen at all on a board if it has no issues with residue volume or colour whatsoever. Limiting the number of paste formulations in inventory can serve to simplify ordering and reduce defects that may be caused by the incorrect selection of paste.
With a single-paste formulation, continuity is gained throughout the process. Multiple-paste assemblies may require process changes in printing or reflow settings, respectively. A single no-clean paste formulation that offers a choice of both reflow oxygen levels and residue volumes may be invaluable to a cost-driven facility that requires versatility in its production.
An experiment and the results
We used a medium residue, no-clean paste for our study. The paste consisted of Sn63Pb37 alloy with a metal load of 90% and a nominal viscosity of 850kcps. The VIP98N convection oven, consisting of 14 heating zones, was flushed and blanketed with nitrogen at a flow of approximately 1200cfh. Oxygen concentrations were monitored with an analyzer in zone 7 (peak). O2-levels were adjusted to 100, 1000, 10000 and 200000ppm for the respective experiments. Solder paste was screened onto copper strips. A suitable profile was determined before, using a SuperMOLE instrumentation.
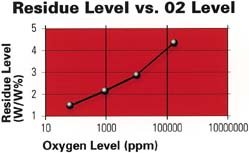
The copper strips did not show any noticeable oxidation (color change) until approaching ambient oxygen levels. Once nitrogen curtains were established, a significantly lower flow rate of nitrogen was necessary to maintain oxygen levels. Figure 1 and table 3 list the results for the experiment. From the results, a relation can be seen between the residue level and oxygen level. This relationship is directly proportional and may be approximated by the following equation:
R = 0.86.Log(O2) – 0.39
Where R = residue level in %(w/w), and O2 = oxygen level in ppm
This equation was derived via linear regression and has the following statistical significance:
R squared = 0.982, and standard error of estimate = 0.2
Other sources have indicated no significant change in residue volume at decreasing oxygen contents. Therefore, it is thought that this effect is formulation specific. The exact mechanism is yet to be determined. It is theorized that reduction of the surface tensions of various chemical constituents within the flux vehicle is a major factor in this phenomenon. We have seen that the weight per cent of flux residue from a no-clean paste is directly proportional to the oxygen concentration within the furnace during reflow. Maintenance of oxygen at 1,000ppm will result in over a 50% reduction of residue regarding ambient reflow.
Fax +44-1252-547813, www.btu.co.uk
In der Oberflächenmontage ist der Lötprozeß kritisch und aus Kosten- und anderen Gründen wird oft die No-Clean-Methode favorisiert. Doch mit diesen Pasten ist Stickstoffeinsatz nötig, den jedoch nicht alle Boards verlangen. Untersuchungen zeigen, daß man keine unterschiedlichen Pasten benötigt, um solche breitbandigen Anforderungen zu beherrschen.
Le processus de soudage est critique dans le montage de composants en surface et la méthode No-Clean est souvent privilégiée pour des raisons de coûts et autres. Mais ces pâtes nécessitent l’emploi d’azote qui n’est toutefois pas indispensable pour toutes les cartes. Des études révèlent qu’il n’est pas nécessaire d’utiliser des pâtes différentes pour faire face à ces exigences étendues.
Nel montaggio della superficie molto spesso si preferisce l’applicazione del procedimento No-Clean anziché il convenzionale procedimento di saldatura che viene considerato piuttosto critico anche dal punto di vista dei costi e per altri motivi. Con queste paste è tuttavia necessaria l’applicazione di azoto che a sua volta non è necessaria in tutte le schede. Le analisi effettuate mostrano con non è necessario utilizzare paste di tipo diverso per adempiere all’ampio spettro delle rivendicazioni.
EPP 244
Unsere Webinar-Empfehlung

SAKI is a Japanese supplier of SPI, AOI, AXI, THD and coating inspection solutions as an all-in-one hardware and software platform.
Teilen:








{kind=link}