

In der modernen LeiterplattenProduktion gewinnt das On-Line-Verfolgen der einzelnen Produktionsschritte zunehmend an Bedeutung. Dazu müssen die jeweiligen Leiterplatten auf engstem Raum gekennzeichnet werden. Aufgrund der Flexibilität, der Qualität und nicht zuletzt der Betriebskosten bietet die Laserbeschriftung hierfür ein steigendes Anwendungspotential.
Dr. Thomas Renner, Baasel, Starnberg
Die Gründe für ein Markieren der Leiterplatten während des Herstellens sind vielfältig. Zum einen wird ein jederzeit abrufbarer Produktionsstatus gewährleistet, der insbesondere im Hinblick auf gehobene Qualitätsansprüche unabdingbar ist. Zum anderen gewährleistet die Analyse der Fehler eine langfristige Optimierung der Produktionszahlen. Neben dem eigentlichen Herstellungsprozess kann eine dauerhafte Markierung zudem beim Nachweis der Produktionsqualität für Komponenten, die sich seit längerer Zeit im Feld befinden, notwendig sein. In letzter Zeit gewinnt vor allem das Markieren mit einem Laserstrahl gegenüber dem mit einem Tintenstrahl oder der Label-Markierung zunehmend an Bedeutung. Der Laserstrahl zeichnet sich dabei vor allem durch folgende Vorteile aus:
•Permanente Beschriftung direkt auf dem Nutzen
•Kein Verbrauchs- und Zusatzmaterial
•Geringer Platzbedarf
•Hohe Prozesssicherheit und Verfügbarkeit
•Einfaches Anbinden an die
•Große Bearbeitungsfläche
•Hohe Geschwindigkeit sowie
•geringe Gesamtkosten pro Beschriftung
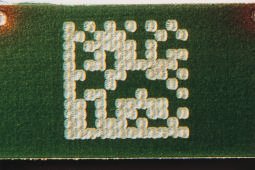
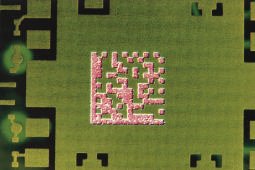
Dabei können sowohl Klartext, Bar-Codes und Data-Matrix-Codes dauerhaft auf die Leiterplatte aufgebracht werden. Je nach Anforderung werden dabei entweder Nd:YAG- oder CO2-Laser eingesetzt. Beim CO2-Laser mit einer Wellenlänge von 10,6 µm wird, aufgrund der spektralen Absorptions-Charakteristik, die Laserstrahlung bereits vom Lötstopplack absorbiert. Dieser zeigt infolge der Wärmeentwicklung einen weißen Farbumschlag (Bild 1). Der Markierprozess ist in der Regel im Vergleich zu Nd:YAG-Lasern kostengünstiger, allerdings ist die Größe des Beschriftungsfeldes sowie die Auflösung im Vergleich etwas geringer. Die Beschriftungszeit hängt unter anderem von der Größe des Codes ab. Beispielsweise beträgt die Markierung eines Data-Matrix-Codes mit 27 Zeichen typischerweise weniger als 2 s mit CO2-Lasern bei einer Fläche von 3,5 x 3,5 mm² und alphanumerischem Zeichensatz. Beim Nd:YAG-Laser mit einer Wellenlänge von 1064 nm wird der Laserstrahl nicht durch die Lötstopplackschicht, sondern erst durch die tieferliegende Kupferschicht der Leiterplatte absorbiert. In Folge dessen kommt es zu einer inneren lokalen Erwärmung. Der darüber liegende Lötstopplack wird abgesprengt und die Kupferschicht in diesem Bereich, wie in Bild 2 gezeigt, freigelegt. Der Kontrast bei Nd:YAG-Lasern ist im Vergleich zu CO2-Lasern in der Regel etwas besser, zudem können aufgrund der verwendeten Optik Through-the-lens-Vision-Systeme zur Überwachung eingesetzt werden. Allerdings oxidiert die Kupferschicht im Laufe der Zeit, sodass eine dauerhafte Lesbarkeit nicht gewährleistet werden kann. Zudem muss die Laserleistung auf die Dicke des Lötstopplacks abgestimmt werden. Um ein Beispiel für die Geschwindigkeit zu geben: Die Beschriftungszeit eines Data-Matrix-Codes mit 10 Zeichen beträgt bei Nd:YAG-Lasern typischerweise weniger als 1 s bei 2 x 2 mm² und alphanumerischem Zeichensatz.
Code-Typen im Vergleich
Im Gegensatz zu eindimensionalen Barcodes, wie beispielsweise EAN und 2/5-interleaved, ist der Data-Matrix-Code ein zweidimensionaler Code. Sein Hauptvorteil gegenüber normalen Barcodes ist die Informationsdichte beziehungsweise der Platzbedarf. Während ein normaler Barcode zwischen 12 und 15 Zeichen enthält, können mit dem Data-Matrix-Code bis zu 2000 Zeichen in einem Quadrat von 25 mm Kantenlänge untergebracht werden. Ein weiterer Vorteil liegt in der geringen Anforderung, die ein Lesegerät an den nötigen Kontrast stellt. Bereits ein Kontrast von etwa 20 % reicht aus, um den Code lesen zu können. Im Vergleich dazu benötigt der Barcode zwischen 70 und 80 %. Ein weiterer Vorteil besteht darin, dass auch bei einer partiellen Zerstörung des Codes dieser lesbar bleibt. Der Data-Matrix-Code ist erkennbar an der L-Struktur links unten. In den Punkten innerhalb dieser Orientierungsbalken ist die gesamte Information enthalten. So zeigt Bild 3 die Information ‘Welcome to the wonderful world of Lasers’ auf einem Barcode-39 und einem Data-Matrix-Code mit ECC-200. Außerdem ist der Data-Matrix-Code dynamisch variabel, das heißt, dass er bis zu 3116 numerische oder 2335 alphanumerische Zeichen beinhalten kann. Als einziger zweidimensionaler Code verfügt er zudem über eine Convolutional- und Reed-Solomon-Fehlerkorrektur. Es stehen verschiedene ECCs (Error-Correction-Code) zwischen 0 und 200 zur Verfügung, die ein optimales Anpassen an die geforderte Datensicherheit erlauben. Durch den ECC können zerstörte Teile dieses Codes bis zu einem gewissen Grad wieder rekonstruiert werden, er ist selbst bei 40%-iger Zerstörung noch lesbar. Der Data-Matrix-Code lässt sich überall dort einsetzen, wo hohe Sicherheit und Lesegeschwindigkeit bei geringem Platzbedarf erforderlich sind.
Bei der Integration der Laser in bestehende Anlagen ist insbesondere ein kompakter Aufbau der Laserschiene sowie eine flexible Schnittstellenanbindung von großer Bedeutung. Hier bietet beispielsweise die Star-Mark-Diode SMD40S von Baasel (Bild 4) mit 40 W bei etwa 40 cm Schienenlänge gute Voraussetzungen für die Integration in eine Fertigungslinie. Durch die diodengepumpte Anregungstechnik konnte eine spezielle Resonatoranordnung entwickelt werden, die einen kompakten Laser mit gleichbleibender Beschriftungsqualität und -geschwindigkeit erzeugt. Die Lasercad Steuerungssoftware ist auf hohe Flexbilität und Kundenorientierung ausgelegt. So können beispielsweise für den Data-Matrix-Code alle Formate von 10 x 10 bis 144 x 144, quadratisch und rechteckig, mit allen gängigen Fehler-Korrektur-Codes beschriftet werden. Auf Anfrage können zudem auch andere zweidimensionale Codes wie etwa PDF-417, Code-One, Maxi-, Snowtake- oder Aztech-Code implementiert werden.
EPP 186
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}