

Blei ist ein wesentlicher Bestandteil der Legierungen zum Löten in der Elektronikfertigung. Die geplante EU-Richtlinie zwingt uns zur Elimination von Lötprozessen mit bleihaltigen Legierungen bis zum 1.1.2004. Doch wie sehen die Konsequenzen aus, die sich speziell unter metallurgischen Aspekten ergeben? Welche Alternativen stehen zur Verfügung? Was muß bei einer Umstellung beachtet werden? Hier der Versuch, diese Fragen zu klären.
Werner Kruppa, Multicore, Rolf Ludwig Diehm, Seho, Armin Rahn, rahn-tec
Zunächst gilt es erst einmal die Eigenschaften zu beleuchten, die ein brauchbares Lot für das Löten von Elektronikbaugruppen aufweisen muß.
Schmelzbereich
Die Liquidustemperatur (oberhalb der ein Lot vollkommen flüssig ist) sollte niedrig genug sein, damit Bauteile und Leiterplatte während des Lötprozesses nicht geschädigt werden. In der Praxis bedeutet das, daß 260°C nicht überschritten werden dürfen, da die meisten Bauteile bis höchstens zu dieser Temperatur spezifiziert sind. Andererseits muß der Solidus (Temperatur unterhalb der die Legierung vollkommen fest ist) genügend hoch sein, damit während des Betriebs die Lötstellen einer Baugruppe ihre mechanische Festigkeit behalten. In der Regel sollen Lötstellen bis zu Temperaturen von 125°C beständig sein. Der Schmelzpunkt des eutektischen Zinn-Blei-Lots bei 183°C ist daher ein sehr guter Kompromiß.
Metallurgie
Eine Bedingung, die jegliche Lotlegierung erfüllen muß, ist die Fähigkeit zum Benetzen aller möglichen Metallisierungen sowohl auf der Leiterplatte als auch an den Bauteilanschlüssen (Gold, Silber, Kupfer, Palladium, Zinn, Nickel, Eisen). Idealerweise sollten die Lot-Alternativen mit der derzeit üblichen Fluxertechnologien zurechtkommen. Der Einsatz von stark aktivierten Flußmitteln wird in der Industrie wegen der möglichen Korrosion und Elektromigration nicht angenommen. Die Legierung sollte nicht zu einer starken Oxidbildung führen, das ist vorteilhaft für die Lötwelle. Eine Oxidbildung auf der Lotoberfläche kann auch langfristig zu Korrosion führen. Die Lötstellen sollen in ihrer mechanischen Festigkeit den üblichen Anforderungen entsprechen.
Gesundheits- und Umweltschutz
Legierungen und Ihre Bestandteile dürfen nicht giftig sein, sowohl für den Menschen, als auch für die Umwelt. Daher sind Legierungen mit Blei, Cadmium, Quecksilber und Thallium, die aus technischer Sicht hervorragende Eigenschaften aufweisen, wegen ihrer Toxizität und Ökotoxizität nicht weiter in Betracht zu ziehen. Das Recycling muß gewährleistet sein.
Letztlich muß jedes Element, das als Bleiersatz in Loten Verwendung finden soll, in genügender Menge zu einem wirtschaftlich vertretbaren Preis verfügbar sein.
Auswahl der Legierungsbestandteile
Als Hauptkomponente für ein Weichlot kommt nur ein Metall mit niedrigem Schmelzpunkt in Betracht. Blei, Cadmium, Thallium und Quecksilber müssen, wie erwähnt, ausgeschlossen werden. Gallium und Indium sind nicht in solchen Mengen vorhanden, um als Lotbasis für die Volumenfertigung zu dienen. Die Alkalimetalle sind zu reaktiv und führen schon in geringen Mengen zur starken Oxidbildung, sei es als Krätze oder in Form von Korrosionsprodukten. Die Wismutproduktion ist abhängig von der Bleigewinnung. Derzeit ist eine Verknappung noch nicht abzusehen, sie könnte eintreten, wenn die Weltproduktion an Blei drastisch zurückgeht.
Metalle mit niedrigem Schmelzpunkt
Quecksilber, Hg -38,9 Giftig
Cäsium, Cs 28,5 Hoch reaktiv
Gallium, Ga 29,8 Äußerst selten
Rubidium Rb 38,9 Hoch reaktiv
Kalium, K. 63,7 Hoch reaktiv
Natrium, Na 97,8 Hoch reaktiv
Indium, In 156,9 Äußerst selten
Lithium, Li 179,0 Hoch reaktiv
Zinn, Sn 231,9 Nicht, giftig,
verfügbar
Wismut, Bi 271,3 Verfügbarkeit unklar
Thallium, Tl 303,5 Giftig
Cadmium, Cd 320,8 Giftig
Blei, Pb 321,5 Giftig
Es bleibt als einziges Element das Zinn, das als Basis für Lote zur Verfügung steht. Mit dem hohen Schmelzpunkt von 230°C sind Legierungszusätze notwendig, die die Liquidustemperatur absenken (idealerweise auf 183°C, wie bei Zinn-Blei).
Bleifreie Zinnlegierungen
Legierung Schmelzpunkt (°C)
Bi57Sn43 138
Sn92Zn9 199
Sn95Ag4Cu 217
Sn96Ag4 221
Sn99Cu 227
Sn95Sb5 234 bis 240
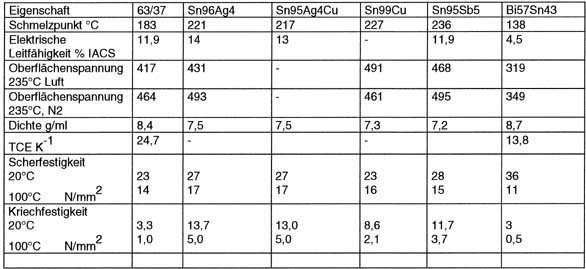
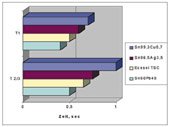
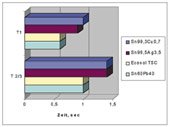
Um die Brauchbarkeit einer bleifeien Legierung für den Lötprozess zu ermitteln, muß man die physikalischen Eigenschaften, einschließlich Benetzungsverhalten, Korrosionsbeständigkeit und thermomechanische Belastbarkeit herausfinden.
Die mechanischen Eigenschaften der Alternativlote unterscheiden sich deutlich von Zinn-Blei. Hier wirkt sich die erhöhte Festigkeit vorteilhaft aus, kann aber auch zu Nachteilen führen, beispielsweise dem Tombstone-Effekt.
Das Benetzungsverhalten kann mit einer Benetzungswaage studiert werden. Es zeigte sich erwartungsgemäß, daß es erheblich von den Umweltbedingungen sowie den Substraten abhängig ist. Auf Kupfer zeigen Zinn-Zink- und Zinn-Antimon-Legierungen kein akzeptables Benetzungsverhalten. Bei 250°C erreicht man mit Zinn-Silber die besten Ergebnisse für bleifreie Lote, Bi57Sn43 benetzt bei einer Temperatur von 250°C (112°C über Liquidus) extrem gut. Bei Verwendung von verzinnten Nickelsubstraten erhält man generell bessere Ergebnisse. Die ternäre Legierung Sn95Ag4Cu verhält sich ähnlich wie Sn96Ag4. Im allgemeinen läßt sich feststellen, daß die bleifreien Legierungen etwas schlechter benetzen als Zinn-Blei. Die Verwendung einer Schutzgasatmosphäre wirkt sich jedoch so vorteilhaft aus, daß dieser Nachteil unter Umständen ausgeglichen werden kann.
Verunreinigungen in Loten können verheerende Folgen haben. Bei bleifreien Loten wirkt sich eine Kontamination mit Blei so aus, daß die Solidustemperatur der Legierung abgesenkt wird, dies kann bei größeren Verunreinigungen dazu führen, daß sich ternäre eutektische Phasen bilden, deren Schmelzpunkt weit unter der ursprünglichen Legierung liegt. Die Folgen der Verunreinigung sind eine drastische Herabsetzung der Zuverlässigkeit der Lötverbindung. Die Lötstelle kann bereits während des Erstarrens sehr brüchig und damit unzuverlässig werden.
Einsatz alternativer Legierungen
Die Substitution von Zinn-Blei-Loten scheint bei manuellen Lötvorgängen relativ einfach zu sein. Die eutektische Zinn-Kupferlegierung bietet eine Lösung, sie kann zum Nacharbeiten und sogar für die Reparatur von herkömmlichen Lötstellen aus Zinn-Blei benutzt werden. Natürlich liegen die Arbeitstemperaturen beim Löten etwas höher, aus technischer Sicht ist jedoch keine größere Umstellung notwendig. Die höhere Löttemperatur bedeutet, daß unter Umständen die Zeit für die einzelne Lötung geringfügig verlängert ist, was ein Problem bei hochvolumigen Handlötungen bedeuten würde. Wismuthaltige Lotdrähte gibt es nicht, weil deren Herstellung mit den üblichen Methoden der Drahtfertigung nicht durchführbar ist.
Wellenlöten
Das Wellenlöten mit bleifreien Loten ist schon etwas schwieriger. Die bevorzugten Legierungstypen beruhen auf dem System Zinn-Silber. Die absolute Bleifreiheit ist Bedingung und muß zwingend eingehalten werden. Bei großen Lötstellen sowie auch bei Durchkontaktierungen kann es im Falle einer Kontamination zu erheblichen Problemen in den Lötstellen kommen, deren Haltbarkeit eingeschränkt wird. Unter Umständen bilden sich beim Erstarren bleireiche Phasen, deren Schmelzbereich erheblich niedriger liegt als die der übrigen Legierung. Eine Bleikontamination im Lotbad kann nur durch einen völligen Austausch des Bades beseitigt werden, das verursacht allerdings erhebliche Kosten.
Zinn-Kupfer- und Zinn-Silberlegierungen können als Alternativen herangezogen werden, wobei im Falle Sn-Ag nicht unbedingt die eutektische Legierung genommen werden muß. Der hohe Silberpreis kann hier einschränkend wirken. Der Lötprozeß sollte mit 2% Silber ebenfalls noch gut zu bewerkstelligen sein. Beim Löten mit Zinn-Silber tritt im Laufe der Zeit bei kupferbeschichteten Substraten immer eine Anreicherung mit Kupfer auf , die die Eigenschaften der Legierung verändert. Die Benetzungseigenschaften von Zinn-Silber sind gut, wobei es bei Zinn-Kupfer noch offene Fragen gibt, weil die Benetzungseigenschaften schlechter sind.
Der Lötprozeß sollte optimal in einer Stickstofflötanlage durchgeführt werden. Das vermindert erheblich die Krätzebildung sowie Verkohlen der Flußmittelaktivatoren bevor der Lötprozeß einsetzt. Die Lötbadtemperaturen müssen so hoch sein, daß ein fehlerfreies Ergebnis erzielt wird. Unter Umständen sind Badtemperaturen bis zu 280°C notwendig, dabei werden Leiterplatte und Bauteile thermisch belastet. Durch Optimierungen könnte man die Temperatur auf 260°C reduzieren. Dieser Wert ist nur um 10°C höher als bei herkömmlichen Lötbädern. Bei den Flußmitteln für das Wellenlöten muß darauf geachtet werden, daß höhere Vorheiztemperaturen benutzt werden, um den Temperatursprung (DT) beim Eintritt in die Welle nicht zu groß werden zu lassen. Die höheren Vorheiz- und Löttemperaturen bedingen, daß die thermische Stabilität der Flußmittelbestandteile höher sein muß als bei den heutigen feststoffarmen Flußmitteln. Bei höheren Temperaturen ist, obwohl die Siedetemperaturen nicht erreicht werden, die Verdampfungsrate der Karbonsäuren höher; feststoffreichere Flußmittel mit bestimmtem Harzanteil sind dann vorteilhafter. Wegen den höheren Temperaturen wäre es auch möglich, auf ein wasserbasierendes VOC-freies Flußmittel umzustellen.
Reflowlöten
Im Reflowprozeß spielen die höheren Temperaturen eine bedeutendere Rolle als beim Wellenlöten, da die Boards wesentlich längere Zeit in der heißen Zone verweilen müssen. Hier hilft auch die Inertgasatmosphäre, die Peaktemperaturen um einige Grad zu senken. Neben Zinn-Silber- und Zinn-Kupfer-Legierungen bieten das Zinn-Silber-Kupfer-Eutektikum (Schmelzpunkt 217 °C) eine Alternative mit einem etwas niedrigeren Schmelzpunkt. Diese Legierung weist bereits bei 235 °C wesentlich bessere Benetzungseigenschaften auf als z.B. die binären Sn-Ag oder Sn-Cu Legierungen. Reflow in der Dampfphase könnte für das bleifreie Löten künftig an Bedeutung gewinnen.
Bleifreie Lotpasten unterscheiden sich zunächst nicht wesentlich von den bleihaltigen. Sie sehen ähnlich aus, allenfalls sind sie ein bißchen heller. Die Metallpulver unterscheiden sich nicht in Form und Partikelgröße. Um ähnliche Druckeigenschaften zu erzielen, muß das Volumenverhältnis von Lot zu Flußmittel genau so groß sein wie bei bleihaltigen Pasten. Da die Dichte von Sn-Ag-Legierungen niedriger ist, wird auch ein etwas niedrigerer Metallgehalt (der stets in Massenprozent angegeben wird) benötigt. Der damit verbundene höhere Flußmittelanteil bewirkt deswegen keine erhöhten Flußmittelreste. Die Mehrkosten für die bleifreie Legierung wirken sich nicht so sehr auf den Preis der Pasten aus, weil der Aufwand für die Herstellung von Pulver und Paste wesentlich größer ist als z.B. beim Barrenlot. 2 % Silber werden ohnehin schon in den meisten, bisher üblichen bleihaltigen Pasten verwendet. Die üblichen Pastenflußmittel des RMA-Typs können verwendet werden, jedoch muß bei der Einführung darauf geachtet werden, daß die Lötstellen lunkerfrei sind, was man durch übliche optische Inspektion nicht erfassen kann.
Das Löten mit Pasten, die niedrigschmelzende Legierungen enthalten, ist möglich, da Metallpulver auch aus wismuthaltigen Legierungen hergestellt werden kann. Lotpasten mit der Bi57Sn43-Legierung benötigen wesentlich niedrigere Arbeitstemperaturen. Da dabei die chemischen Reaktionen für das Entfernen der Oxidschichten auf den Metalloberflächen langsamer ablaufen, ist besonders auf eine gute Benetzung zu achten. Reflowtemperaturprofile müssen bezogen auf Paste und Benetzbarkeit der Leiterplatte und Bauteile definiert werden. Die Bleifreiheit muß gewährleistet sein, da durch Bleikontamination in der Lötstelle Phasen mit einer Solidustemperatur von 96 °C entstehen können.
Mittel für bleifreie Lötprozesse stehen zur Verfügung. Der Anwender muß jedoch noch einen hohen Aufwand betreiben, um solche Prozesse abzusichern und die Mittel zu qualifizieren. Es gibt bereits gute Lösungsansätze, doch sind auch noch viel mehr Probleme zu lösen. Wir stehen erst am Anfang der Umstellung auf bleifreie Lötprozesse. Bisher wird schon in Nischenbereichen bleifrei gelötet, jedoch nur, um bestimmte technische Erfordernisse zu erfüllen und nicht etwa um unsere Umwelt zu schützen. Es sind noch viele Fragen offen, die durch weitere Forschung zu beantworten sind. Doch auch die Anwender sind verstärkt gefordert, sich mit diesem Thema zu beschäftigen. Die drängendsten Forderungen bzw. Fragen lauten:
• Leiterplatten und Bauteille für bleifreie
Lötprozesse müssen vorhanden sein
• Lothersteller können nicht alle
Legierungen in jeder Form bereitstellen
• Lötprozesse müssen den Erfordernissen
der Alternativlegierungen angepaßt
werden
• Wie sieht es mit dem Löten in der
Reparatur aus?
• Sind bisherige Flußmittel verwendbar?
• Wie entwickeln sich die Kosten?
• Erzielt man die gleiche Ausbeute in
bezug auf Fehlerraten?
• Noch gibt es keinen Ersatz für bleireiche,
hochschmelzende Legierungen
Die derzeit beste Lösung für ein Legierungssystem stellt die ternäre euektische Sn-Ag-Cu-Legierung dar. Bleifreie Legierungen können Vorteile bieten, die Anforderungen nach höheren Temperaturbeständigkeiten zu erfüllen. Auch um neuartige Legierungssysteme wird man nicht herumkommen, will man z.B. die Löttemperaturen für Welle und Reflow senken.
EPP 174
Lotwerte bei Verunreingung mit Blei
Eigenschaft Sn96Ag4 Sn99Cu Sn95Sb5 Bi57Sn43
Schmelzpunkt °C 221 227 236 138
Eutektikum. mit Blei 17 183 183 97
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








{kind=link}