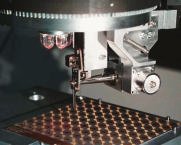
Der Bondjet Serie 710/810 von Hesse&Knipps ermöglicht die Verarbeitung aller Dünndraht-Bondapplikationen bei Verwendung von Gold-, Aluminium- und Kupferdrähten. Hohe Produktqualität, Flexibilität und hoher Maschinendurchsatz sind gleichermaßen erfüllt. Das modulare Maschinen- und Bondkopf-Konzept, die universelle Elektronik und Regelung, umfassende Anwendungs- und Erkennungs-Software geben auf einer Maschine alle Möglichkeiten des Dünndraht-Bondens im Wedge-Wedge-Verfahren.
Hesse & Knipps, Paderborn
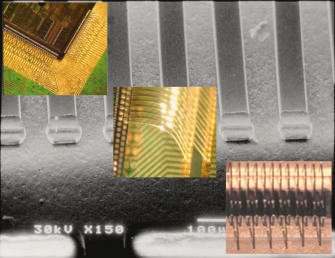
Sämtliche vier Achsen des Bondjet Serie 710/810 liegen im Bondkopf, um die einfache Zuführung großer Bauteile zu ermöglichen. Typ 810 hat einen Arbeitsbereich von 305 mm x 180 mm. Große Arbeitsbereiche gewinnen mehr und mehr Bedeutung bei Mehrfachnutzen, Hybridmodulen oder Modulen, die zahlreiche Schaltkreise auf einem Träger zusammenfassen, so beispielsweise bei elektronischen Produkten der Satellitentechnik. Vergleichbares gilt in der Display-Herstellung (LCD-Technik, Plasma, TFT). Die Wiederholgenauigkeit beträgt 3 µm. Der Maschinenaufbau lässt maximale Freiheitsgrade für automatische Produktzu- und -abführungen zu. Die hohe Genauigkeit des kinematischen Systems ermöglicht die Bearbeitung von Fine-Pitch-Applikationen bis zu einem Abstand von 50 µm; bei Einsatz entsprechender Wedges kann auch ein kleinerer Pitch erreicht werden.
Das offene Maschinenkonzept erlaubt die Integration von Indexer-Systemen und Magazin-Handlern für beliebige Träger-systeme sowie den direkten Transport großer Leiterplatten bis zu 305 mm x 300 mm. Die Steuerung dieser Systeme übernimmt die integrierte SPS des Bondautomaten. Alle Automaten sind SMEMA-kompatibel.
Die Indexer sind in der Breite verstellbar und können an unterschiedlichste Produkte angepasst werden, ohne konstruktive Änderungen durchführen zu müssen. Lediglich die Matrix, gegen die das Bondgut gedrückt wird, ist produktspezifisch. Die Indexer bestehen aus drei Bereichen, dem Einlaufpuffer, dem Bondbereich und dem Auslauf-/Entnahmepuffer. Die kurze Reaktionszeit der Indexer-Steuerung ermöglicht einen Betrieb ohne Festanschlag beim Erreichen der Endpositionen, was insbesondere bei der Verwendung von Trays (Auerboote etc.) von Vorteil ist.
Bei Einbindung des Bonders in eine automatische Fertigungszelle kann die Kommunikation der Maschine mit der übergeordneten Zellensteuerung auf mehrere Arten stattfinden: Zum einen kön-nen die Betriebszustände über Standard-SPS-Schnittstellen (24-V-Technik) ausgetauscht werden, zum anderen kann der Bonder bei Verwendung von Feldbus-Systemen über Feldbus-Knoten mit der Steuerung die notwendigen Informationen austauschen.
Das Produktspektrum der Fertigungsunternehmen, insbesondere auch der Dienstleister, erfordern heute ein vollständiges Bondkopf-Sortiment mit den Drahtzufuhrwinkeln 45°/60°/90°. Das Maschinenkonzept berücksichtigt, dass Bondköpfe problemlos in kürzester Zeit montiert werden können. Dies erfolgt in aller Regel in weniger als 10 bis 15 Minuten je nach Applikation. Die Bondköpfe enthalten Aktoren, die in Piezo-Technik aufgebaut sind. Unter Ausnutzung des Piezo-Effektes und der Entwicklung einer speziellen Ansteuerungselektronik wurde es möglich, den Drahtvorschub und den Abrisshub mikrometergenau ohne mechanische Eingriffe ausschließlich über Software-Parameter einzustellen. In gleicher Weise wurde beim Öffnen und Schließen der Drahtklammer verfahren. Im Gegensatz zu konventionellen Techniken konnte erstmalig mit dem Bondjet ein Draht-Handling realisiert werden, das parasitäre Schwingungen durch Betätigen der Aktoren ausschließt, indem die Bewegung mechanischer Teile speziell entwickelten Trajektorien folgt. Bewegungen gegen Festanschläge entfallen.
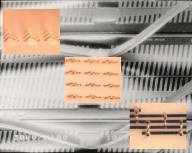
Heute ist es Stand der Technik, dass in regelmäßigen Intervallen Wartungsarbeiten an den Bondköpfen durchgeführt werden müssen, da die für das Draht-Handling durchzuführenden Bewegungen nicht reibungsfrei sind. Hierdurch entsteht Abrieb, der vermischt mit Schmierstoffen im schlimmsten Fall die Aktoren blockieren kann. Durch Demontage und Reinigung der Aktoren wird dies bei konventionell gebauten Bondköpfen verhindert. Die konsequente Verwendung von verschleißfreien Gelenken (Festkörper-Gelenken) und den Piezo-Aktoren im Bondkopfkonzept schließt diese Nachteile beim Bondjet vollständig aus. Der Einsatz eigenentwickelter Steuerungskonzepte stellt sicher, dass die Abweichung des Bondkopfes während des Drahtziehens mikrometergenau einer vorgegebenen Bahn folgt (große Bahntreue). Aus diesem Grunde werden beispielsweise lange Loops besonders gut mit großer Konstanz und geringer Schiefstellung gebondet. So ziehen Anwender teilweise Loops bis zu 25 mm Länge (33-µm-Aludraht) mit einem Pitch von 70 µm; davon bis zu einige 100 Loops parallel. Auch besonders kurze Loops, die im HF/RF-Bereich notwendig sind, werden präzise verarbeitet, da entsprechende speziell angepass-te Bahnen erzeugt werden. In Serie werden beispielsweise mit einem 17,5-µm-Golddraht Loops mit Längen von lediglich 70 µm bei einer Loop-Höhe von 50 µm gezogen. Bei anderen Applikationen (z.B. Fiberoptics, Microsysteme) wird direkt auf dem Wafer gebondet. 6“-Wafer werden ohne Index-Schritt komplett verarbeitet. Die Abarbeitung der Chips wird durch automatisches Einlesen der Daten aus NMF-Files (Nutzen-Montage-File) aus vorgeschalteten Bearbeitungsmaschinen erleichtert. Die Qualitätsdaten der verarbeiteten Chips werden automatisch in das NMF-File zurückgeschrieben und stehen damit nachgelagerten Bearbeitungsmaschinen zur Verfügung.
Es können Drahtstärken von 17,5 bis 85 µm verarbeitet werden; zum Einsatz kommen in aller Regel Aluminium- oder Golddrähte. Golddrähte können sowohl bei Raumtemperatur als auch im Bereich bis 180 °C gebondet werden. Hierfür stehen speziell entwickelte temperaturgeregelte Heizmodule zur Verfügung, die einschließlich einer Vorheizung in die Indexer-Systeme integrierbar sind. Erste Anwender setzen im Rahmen von Neuentwicklungen auch Kupferdrähte ein. Der Deep Access-Bondkopf ist so ausgelegt, dass sowohl Drähte als auch Bändchen gebondet werden können. Aktuell können Bändchen von 6 µm x 75 µm bis zu 25 µm x 150 µm verarbeitet werden. Die Umrüstung auf Bändchen erfolgt ohne Umbauarbeiten; es sind lediglich die entsprechenden Drahtspulen zu tauschen. Trotz der hohen Flexibilität der Maschine ist die Verarbeitungsgeschwindigkeit groß. In aller Regel erreichen routinierte Anwender mindestens drei Bonds pro Sekunde. Die Bondgeschwindigkeit liegt bei 200 ms (2 mm Loop-Länge, 45° Drahtwinkel, 1 Draht).
Neben Standard-Lichtkränzen mit Leuchtdioden stehen auch Beleuchtungskomponenten zur Verfügung, die sowohl direktes als auch indirektes Licht erzeugen (Diffusor). Die spezielle Beleuchtung des Diffusors arbeitet dabei ähnlich dem Dunkelfeldprinzip. Der Anwender kann zudem beliebige Kombinationen bei der Lichtquellen auswählen. Daraus folgt eine extrem große Bandbreite für das Erkennungssystem; auch stark gekippte Chips können problemlos erkannt werden (Reduzierung der Helligkeitsinversion). Es stehen verschiedene Bildverarbeitungs-Algorithmen zur Auswahl: Schwerpunktbestimmung, Einzel-Lead-Erkennung, normierte Grauwertkorrellation, Alternativbild-Verarbeitung. Über das Lernen von Alternativbildern wird die reibungslose Erkennung der gebondeten Flächen auch bei beträchtlichen Qualitätsunterschieden der laufenden Produktion sichergestellt. Alternativbilder werden vom Operator über manuelle Referenzpunkte (Teach-in-Verfahren) eingelernt und während der Bilderkennung immer dann mit dem aktuellen Bild verglichen, wenn das Gütekriterium keine hinreichende Übereinstimmung zum ersten Referenzbild liefert. Dies kann mit maximal zehn Alternativbildern wiederholt werden. In der Praxis sind in aller Regel drei Bilder ausreichend, um ei-nen unterbrechungsfreien vollautomatischen Betrieb zu gewährleisten. Die Anwender-Software ist übersichtlich und leicht erlernbar; sie ist umfassend: Bondprogramme sind portierbar, gelernte Verbindungen werden grafisch dargestellt, gelernte Referenzsysteme sind visualisierbar, Loop-Formen sind frei wählbar, Programmwechsel erfolgen in wenigen Sekunden etc.
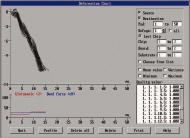
Eine Qualitätskontrolle an der Maschine ist heute unumgänglich. Die Qualitätskontrolle des Bondjets erfasst deshalb die Drahtverformung für Gruppen oder einzelne Drahtbonds in einem vom Anwender frei zu bestimmenden Toleranzschlauch. Alle Fehlermeldungen und das Überschreiten der Toleranzgrenzen werden automatisch protokolliert; die Deformationskurven können ausgedruckt werden. Maßgeschneidert für die Wedge-Bonderserie Bondjet gibt es das Prozesskontrollsystem PBS100. In dieses Software-System können alle relevanten Qualitätsdaten überführt werden und stehen für statistische Auswertungen zur Verfügung. Damit ist eine umfassende Dokumentation der Prozessabläufe und der Produktion möglich. Mit dem Prozess-Kontrollsystem können bis zu 50 Fertigungsmaschinen vernetzt werden. Es stellt damit auch eine wertvolle Hilfe bei großen Produktionen dar. Die Datenerfassung erfolgt in Echtzeit. Ein Produktionsleiter ist mit diesem System ständig über die Maschinenzustände informiert und kann auf diese Weise eine große Maschinenzahl überwachen.
EPP 171
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}