
Die Vielfalt der verschiedenen Bauelemente auf dem Markt und die Einführung von sehr kleinen Bauteilen, stellen die Elektronikhersteller vor neue Herausforderungen. Um den hohen Anforderungen der Industrie gerecht zu werden, ist es notwendig, die gesamte Prozesskette noch mehr aufeinander abzustimmen.
„Der Druckprozess kann 60% aller Fehler bei der Herstellung von SMD-Baugruppen verursachen. Kann, muss er aber nicht! Beachtet man alle Regeln im Schablonendruck, achtet auf die eingesetzten Werkzeuge und Materialien und setzt geeignete Drucksysteme ein, kann der Druckprozess optimiert werden“, sagt Torsten Vegelahn, Produktmanager bei EKRA.
Kleinste Bauteile, erschwertes Umfeld
Mit der Einführung von sehr kleinen Bauelementen ist es erforderlich den Druckprozess erneut kritisch unter die Lupe zu nehmen. Wobei eine Lupe für die Bauelemente 03015 (metrisch), die fast auf Haaresbreite geschrumpft sind, nicht ausreicht. Um diese 300 x 150µm kleinen Bauelemente sehen, bewerten und verarbeiten zu können, kommen neue Prüf- und geeignete Messmittel zum Einsatz. Und die nächste Generation steht bereits in den Startlöchern, 0201 (metrisch) erfordert noch höhere Anforderungen an den Druckprozess. Warum sollte gerade der Druckprozess kritisch betrachtet werden? Mit den neuen Bauelementen kommen auch neue Schablonentechnologien zum Einsatz. Kleinste Aperturen, bei Schablonendicken von gerade 40µm oder Stufenschablonen stellen neue Anforderungen an die Präzision und Wiederholgenauigkeiten von Drucksystemen.
Bauteilevielfalt – auf einem Nutzen
Neben den immer kleiner werdenden Bauteilen, ist die Vielfalt der verschiedenen Elemente auf einem Nutzen eine weitere große Herausforderung bei der SMD-Herstellung. Treffen sich Bauteile wie 0603 und 03015 auf einer Leiterplatte und werden auch noch mit der Pin-in-Paste Technologie verarbeitet, müssen die Hersteller umdenken. Neben der Auswahl des richtigen Drucksystems, welches in puncto Positionier- und Wiederholgenauigkeit die höchsten Anforderungen erfüllen sollte, ist die Auswahl von Leiterplatte, Schablone und Lotpaste essentiell.
Die Auswahl der richtigen Lotpasten
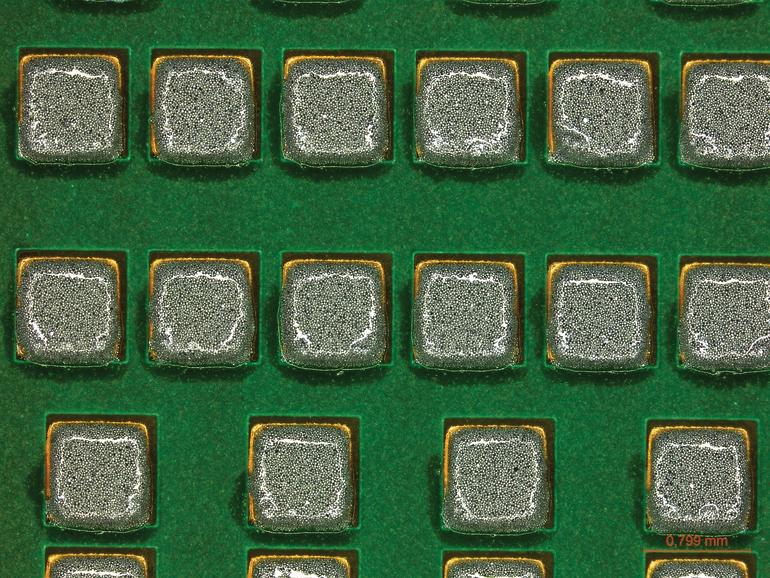
Jedes Bauteil erfordert eine gewisse Menge an Lotpaste. Je kleiner ein Bauelement wird, umso kleiner werden auch die Pads und somit die Aperturen und Lotdepots. Nicht nur die Menge der Lotpaste ist wichtig, sondern auch die Auswahl der richtigen Lotpasten-Klasse. Die Ungleichheit der Depothöhen 0,64mm² und 130µm (0603) zu 0,013mm² und 45µm (03015) erhöhen die Anforderungen für die Auswahl. Die Aperturen wurden mit den aktuell gängigen Berechnungsgrundlagen ermittelt. Um diese kleinsten Aperturen erfolgreich, wiederholbar drucken zu können, muss auch die Lotpaste den Anforderungen genügen. Erst die Pastenklasse Typ 5 kann die kleinen Depots prozesssicher mit ausreichender Transfereffizienz drucken. Allerdings haben diese Pasten auch Nachteile. Besonders bei großen Depots zeigt sich ein „slumping effect“. Die Paste wird deshalb nach der Bauteile-Technologie und Schablone ausgewählt.
Einflussfaktoren auf die LP-Oberfläche
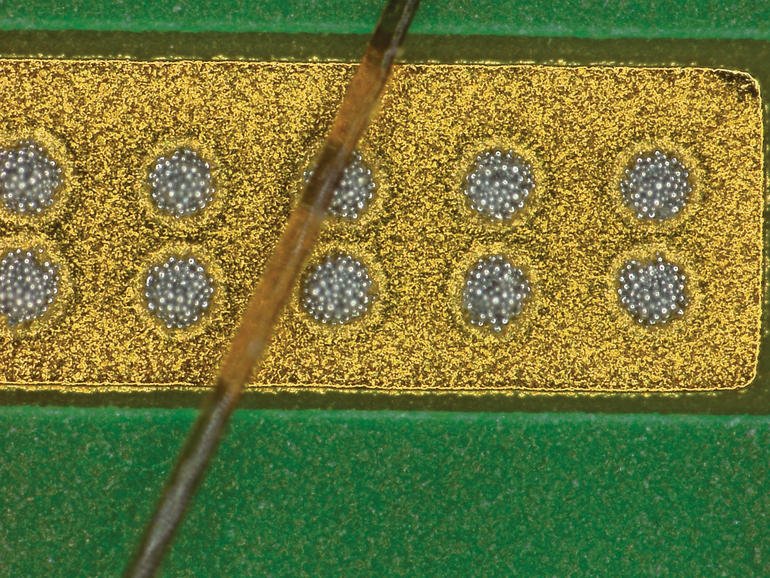
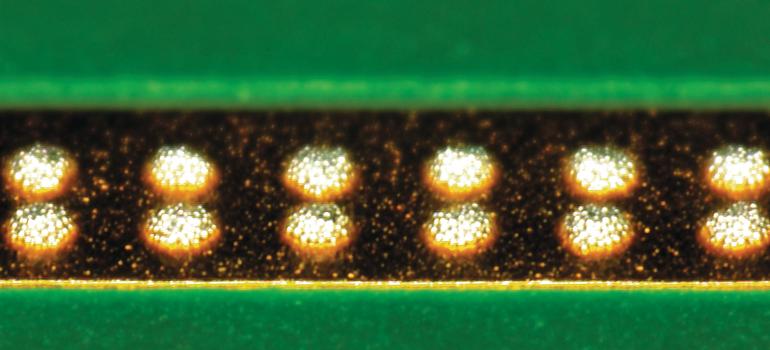
Eine Typ 5 Paste hat eine Körnung von 15–25µm, somit ist es unerlässlich, dass die Schablone und Leiterplatte eine „dichte Einheit“ bilden. Unebenheiten, verursacht durch schlecht verarbeiteten Lötstoplack, Bauteilbeschriftungen o.ä. können sehr leicht einen ungewollten Absprung von mehreren 10µm verursachen. Genug um Lotpaste über das Pad hinaus zu drucken, Brücken zu bilden, Kurzschlüsse und somit Fehler zu verursachen. Ein Absprung kann auch von Schmutz auf der Leiterplatte oder Resten der Schablonenreinigung, wie Paste oder Fussel eines Tuches, hervorgerufen werden.
Das richtige Drucksystem
Mit den steigenden Prozessanforderungen sollte auch das eingesetzte Drucksystem bestimmte Voraussetzungen erfüllen. Bei Pads von <100µm oder von zukunftsverdächtigen 80µm, muss das System die Leiterplatte und Schablone so ausrichten, dass das Depot mindestens 75% deckungsgleich zum Pad ist. Das heißt, die Maschine sollte eine Druckwiederholbarkeit von 20µm aufweisen. Weitere Faktoren für die Genauigkeit der Ausrichtung sind die eingesetzte Leiterplatte und Schablone. Verändert sich die Position der Marke auf der LP oder der Schablone, so verändert sich auch die Ausrichtung im Drucksystem. Der Drucker sollte also in der Lage sein, den Markenabstand zu bewerten. Ist dieser zu groß, darf die Maschine die Leiterplatte nicht verarbeiten, denn das führt unweigerlich zu Fehldrucken. Kommen noch Pin-in-Paste Applikationen hinzu, ist es erforderlich Druckvorgang, Druckgeschwindigkeit, Druckkraft und Rakelwinkel zu optimieren.
Ein besonderes Augenmerk gilt dabei dem Rakelblatt. Dieses sollte den Stufen der Schablone bestmöglich folgen können. Ein flacher Rakelwinkel ist zur Füllung von Pin-in-Paste Applikationen geeignet, erzeugt aber einen höheren Staudruck. Bei schlechter Abdichtung kann es schnell zu einer Überdruckung kommen. Somit gewinnt auch die Menge an Paste vor dem Rakel an Bedeutung. Zu wenig Paste führt bekanntlich zu einem unvollständigen Druck. Wird jedoch zu viel Paste eingesetzt, kommt es zu einem viel höheren Staudruck und es kommt ebenfalls zu einer Überdruckung. Für einen stabilen Prozess empfiehlt es sich daher die Menge an Paste vor dem Rakel so gleichmäßig wie möglich zu halten. Vollautomatische Dispenssysteme in Verbindung mit Pastenhöhenkontrollen erweisen sich hier als bessere und zuverlässige Alternative zum manuellen Nachlegen der Paste. Die Systeme spenden die Paste in viel kürzeren Intervallen nach, als ein Bediener bei der heutigen Auslastung in der Lage wäre. Torsten Vegelahn zeigt in seinem Vortrag die Einflussgrößen und Wechselwirkungen beim Druckprozess mit Blick auf die Bauteilevielfalt komplexer Baugruppen.
Der Referent

Torsten Vegelahn ist Produktmanager bei EKRA und verantwortet die Sparte der Serio Drucksysteme. Dieser Bereich umfasst alle Sieb- und Schablonendrucksysteme für die SMD-Fertigung. Zu seinem Verantwortungsbereich gehören die Neu- und Weiterentwicklung sowie die Ausarbeitung einer Produktstrategie von Drucksystemen des gesamten Serio Portfolios und deren Applikation. Er begann sein Werdegang in der Mikroelektronik und war in einem Forschungszentrum verantwortlich für die Produktbereiche: Elektronenstrahlbelichtungsanalgen und Rasterelektronenmikroskope. Herr Vegelahn hat ein breitgefächertes Fachwissen in verschiedenen Technologien und Bereichen mit jahrelanger Erfahrung in der Entwicklung und Verkauf von Sondermaschinen sowie Anlagen zur Herstellung optischer Speichermedien, wie CD, DVD, Blu-ray. Zudem war er im Service und als Key- Account sowie Produktmanager im Maschinenbau tätig.
Firmenkurzprofil


Die ASYS Gruppe ist ein global agierendes Technologieunternehmen und führender Anbieter von Maschinen und Anlagen für die Elektronik-, Solar- und Life-Science Branche. Die ASYS Automatisierungssysteme GmbH ist die Führungsgesellschaft der Unternehmensgruppe. Sie profitiert von einer leistungsstarken Infrastruktur: Alle Instanzen vom Maschinenrahmen bis hin zur Oberflächenbehandlung sowie Fertigungstechnologien sind am Standort Dornstadt bei Ulm vertreten. Die Unternehmensgruppe vereint neun Tochterunternehmen zu einem starken Netzwerk. Synergien zwischen den verschiedenen Bereichen ermöglichen einen Technologietransfer der Entwicklungsabteilungen. Die Firmengeschichte ist gekennzeichnet durch Innovationskraft und Wachstum.
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








{kind=link}