







Lotpasten werden in fast unüberschaubar vielen Varianten und Rezepturen auf dem Markt angeboten. Jede Paste hat ihre Vor- und Nachteile, deshalb fällt es schwer, den Überblick über das große Sortiment zu behalten. Diese Artikelserie gibt einen umfassenden Überblick über die gesamte Thematik der Lotpasten. Der 3. Teil gibt weitere Tipps zur Auswahl einer optimalen Lotpaste, die von den Auswirkungen und Einflüssen des Erwärmungsprofils, der Zuverlässigkeit der Lötstellen, der Kontrolle von Lötergebnissen, dem Löten unter Stickstoff bis zur Paste für Durchgangsbohrungen reichen.
Dipl. Chem. Mehdi Djavadi, Pek3, Wolfratshausen und Manabu Itoh, Koki, Japan
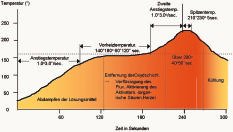
Bei der Bearbeitungsfähigkeit, ebenfalls ein Kriterium zur Auswahl der optimalen Lotpaste, spielen die Einflüsse des Erwärmungsprofils eine Rolle. Denn während des Erwärmungsprozesses ändert sich auch der Zustand der Lotpaste, wie in Bild 1 gezeigt:
• Erstes Erwärmen: Wenn die Temperatur ansteigt, beginnt Lösemittel zu verdampfen. Die Geschwindigkeit des Verdampfens hängt von den Siedepunkten der benutzten Lösemittel ab. Die Harze und die thixotropen Stoffe beginnen weich zu werden. Der Prozess des Erweichens der einzelnen Stoffe hängt vom Erweichungspunkt der Lotpaste ab und beträgt etwa 100 °C. Geschieht das Erwärmen zu schnell, beginnen die festen Komponenten des Flussmittels weich zu werden. Dabei bleibt eine große Menge des Lösemittels intakt und macht die Lotpaste nass, wodurch ein Einsturz der Paste erfolgt sowie Brücken und Lötwülste entstehen können.
• Vorwärmphase: Diese Phase dient dazu, um das restliche Lösemittel zu entfernen und für eine gleichmäßige Temperaturverteilung auf der Baugruppe zu sorgen. Das Flussmittel schmilzt, wird flüssig, umhüllt die Lötmetallpartikel gleichmäßig, wird auf der Oberfläche des Substrates verbreitet und verhindert somit eine Oxidation. Wenn die Temperatur ansteigt und das Flussmittel flüssig wird, werden die Aktivatoren und das Harz aktiviert, und beginnen mit dem Entfernen der Oxide von der Oberfläche der Lotpartikel und des Substrats.
• Über 200 °C: Wenn der Schmelzpunkt erreicht wird, werden die Lotpartikel geschmolzen und, als Ergebnis ihrer Reaktion mit dem Flussmittel, die Oxide entfernt. Danach findet das Löten statt. Das Einhalten der Bedingung „ > 200 °C für 30 bis 40 s“ wird einerseits empfohlen, um sicherzustellen, dass das Lot vollständig aufgeschmolzen ist. Anderseits muss die Zeit auch lang genug sein, damit Bauteile mit höheren Wärmekapazitäten benetzt werden können. Ob Brücken als Ergebnis eines von Wärme verursachten Slumpings auftreten werden oder nicht, wird von dem ersten, bis zum Benetzen dauernden, Erwärmen bestimmt. Die Brückenbildung wird in diesem Fall von der ungleichmäßigen Wärmeverteilung zwischen dem Pad und dem Pin verursacht. Wenn der Anschluss schneller als die Landefläche erwärmt wird, läuft das geschmolzene Lot auf den Kontakt auf. Die überflüssige Menge des geschmolzenen Lots wird an den Ecken des Kontakts angesammelt und kommt mit dem Lot des anliegenden Pins in Berührung.
Im Allgemeinen werden zwei Arten von Erwärmungsprofilen verwendet, nämlich das „lineare“ und das „sattelförmige“ Erwärmen (Bild 2). Obwohl das „Sattelprofil“ allgemein empfohlen wird, wird hier eine Übersicht über die Ausbildung der einzelnen Profile gegeben.
Als sich die SMT-Bauteile verbreiteten, war die Bestückungsdichte nicht sehr groß und die Differenz zwischen den Wärmekapazitäten der einzelnen Komponenten war verhältnismäßig klein. Im Fall einer so einfachen Konfiguration der Baugruppe konnte ein Profil der gradiellen Erwärmung auf den Schmelzpunkt ohne Weiteres verwirklicht werden. Mit dem Verfeinern der Platinenkonstruktionen wurde die Bestückungsdichte jedoch erhöht und Bauelemente mit höheren Wärmekapazitäten, beispielsweise QFPs, verwendet. Wegen der unterschiedlichen Wärmekapazitäten der Bauteile ist es schwieriger geworden, ein gutes thermisches Gleichgewichts beim linearen Erwärmungsprofil (oder auch beim Sattelprofil) zu erreichen. In herkömmlichen Infrarot-Öfen entsteht nur eine ungleichmäßige Wärmeverteilung, und verschiedene Farben sowie Schattenwirkung verursachen beim Erwärmen einen ungleichen Wirkungsgrad.
Daher ist das Zwangskonvektionsverfahren entwickelt worden, um eine gleichmäßigere Wär-meverteilung sicherzustellen. Beim sattelförmigen Profil entsteht während des dampfphasigen Prozesses ein dem des Zwangskonvektions-Er-wärmungsverfahrens vergleichbares thermisches Gleichgewicht.
Um bessere Fertigungsergebnisse erzielen zu können, ist es wichtig, dass bei der Auswahl des Erwärmungsprofils dem Komponententyp und dem Layout des Substrats größere Aufmerksamkeit gewidmet wird, als den Eigenschaften der Lotpaste. Wenn die Löttemperaturen zweier verschiedener Teile, beispielsweise eines Chipkondensators und eines BGAs, gemessen wird, wird eine große Differenz zwischen den Spitzentemperaturen gefunden, da die Anstiegsgeschwindigkeit der Temperaturen der beiden Komponenten wegen den unterschiedlichen Wärmekapazitäten voneinander abweichen. Die Benetzungszone beim sattelförmigen Erwärmen dagegen ermöglicht, dass Komponenten mit verhältnismäßig hoher Wärmekapazität vor dem Eintritt in die zweite Erwärmungsphase mit den anderen Teilen Schritt halten können und die Temperaturdifferenz zwischen den Bauelementen niedrig bleibt. Daher stellt das sattelförmige Erwärmungsprofil ein besseres thermisches Gleichgewicht zwischen den einzelnen Komponenten sicher.
Folgen eines zu schnellen Erwärmens
Mit dem Anstieg der Temperatur wird die Lotpaste weich und ihr Einsturz beginnt, was zu Brückenbildung, Lotwülsten und anderen Lötfehlern führt, wenn die Anstiegstemperatur zu steil oder die Zusammensetzung des Flussmittels ungeeignet ist. Während des Vorheizens verdampft das Lösemittel, wodurch die Harze und thixotropen Stoffe langsamer erweichen, was ein Entstehen von Brücken, Lötwülsten und anderen Lötfehlern verhindert.
Zu schnelles Erwärmen bringt einen steilen Abfall der Viskosität der Lotpaste mit sich. Um diesen Abfall zu verhindern, werden Lösemittel mit niedrigeren Siedepunkten verwendet, die noch vor dem Schmelzpunkt verdampfen und so die Temperatur der Erweichungspunkte der Harze und die der anderen Stoffe erreicht. Das bewirkt aber eine kürzere Lebensdauer auf der Schablone und eine kürzere Klebekraft.
Unter Berücksichtigung, dass zum Erreichen einer guten Lötqualität ein sattelförmiges, von den Abmessungen und Wärmekapazitäten der zu lötenden Teile unabhängiges Temperaturprofil nötig ist, ist ein thixotroper Stoff entwickelt worden, der auch bei verhältnismäßig schnellem Erwärmen einen sehr hohen Widerstand gegen das Slumping aufweist. Aufgrund von Lösungsmitteln mit hohen Siedepunkten ist zudem eine längere Schablonenstandzeit und eine längere Adhäsionsdauer gesichert. Dieser thixotrope Stoff wird seit der Entwicklung der Paste SE(S)-M953i in den meisten Lotpasten von Koki (beispielsweise in M850 und M954) verwendet. Diese neue Flussmittelformel macht den Fertiger unabhängiger von genauen Temperaturprofilen und öffnet daher ein weites Prozessfenster.
Die Anwender dieser Lotpasten benutzen sowohl das lineare als auch das sattelförmige Erwärmungsprofil. Dabei wird empfohlen, mehr Wert auf eine gleichmäßige Wärmeverteilung als auf die Eigenschaften der Lotpasten zu legen. Erfahrungen zeigen auch, dass die Konstruktion der Schablone das Entstehen von Lötfehlern wesentlich stärker beeinflusst als die Form des Temperaturprofils.
Zuverlässigkeit der Lötstellen
Bei den Verfahren, die kein nachträgliches Reinigen benötigen, müssen die auf dem Substrat verbliebenen Rückstände stabil sein. Das Maß der Stabilität hängt von den Qualitätserfordernissen des Endprodukts ab. Wie bereits erklärt, sind Zuverlässigkeit und Lötbarkeit einander widersprechende Begriffe, da die Aktivatoren (organische Säuren und Halogene) mehr oder weniger ionisiert und daher korrosiv sind, was in Abhängigkeit der im Flussmittel enthaltenen Menge die Zuverlässigkeit negativ beeinflussen kann. Um die Zuverlässigkeit des Produkts bestimmen zu können, müssen die folgenden Eigenschaften geprüft werden:
• Isolationswiderstand der Oberfläche: Diese Prüfung qualifiziert das Flussmittel durch Messen des Rückgangs des elektrischen Isolationswiderstands unter Wirkung der hohen Feuchtigkeit und der thermischen Umgebung mit Hilfe von Kammelektroden. Es wird im Allgemeinen die Methode IPC-TM-650 bei einer Temperatur von 85 ºC und einer relativen Luftfeuchtigkeit von 85% angewandt. Die aus Harzen, Aktivatoren und thixotropen Stoffen bestehenden Rückstände des Flussmittels sind hygroskopisch und können ihre Leitungsfähigkeit – zumindest teilweise – zurückgewinnen, wodurch die Isolationsfähigkeit abnimmt.
• Elektromigration: Während der Elektromigration wachsen Metallfäden (Ag, Sn, Cu usw.) unter Wirkung von Gleichspannung von der Kathode zur Anode (dendritisches Wachstum). Wenn der Flussmittelrückstand zwischen den Polen ionisiert und den Einwirkungen von Feuchtigkeit oder Kondensation ausgesetzt ist, entstehen Kriechströme, die das Dendritenwachstum (Bild 3) hervorrufen. Die Prüfmethode ist der SIR-Methode ähnlich, findet aber unter der Einwirkung von Strom statt.
• Korrosion: Zum Prüfen der Korrosionseinflüsse des Flussmittels gibt es die Methoden Korrosionstest mit Kupferplatte und Korrosionstest mit Kupferspiegel. Abhängig von den betreffenden Normen (JIS, IPC, usw.) weichen die Testmethoden etwas voneinander ab.
Kontaminierung/Korrosion: Diese Testmethode ist auf die MIL-Norm spezialisiert. Durch Reinigen der Platine mit deionisiertem Wasser oder Isopropylalkohol nach dem Erwärmen bleiben ionisierte Rückstände als Widerstand zurück. Der Widerstandswert kann auf NaCl umgerechnet werden (µg/cm2). Hinsichtlich der RMA-Produkte wird die Menge der ionisierten Rückstände von der MIL-Norm in einem Wert von unter 3,1 µg/cm2 bestimmt. Da diese Prüfmethode nicht nur die Ionenverschmutzung des Flussmittelrückstands misst, sondern auch die des Substrats und der Teile zusammen, müssen die Ergebnisse als Orientierungswerte betrachtet werden.
Kontrolle der Lötergebnisse
Das Flussmittel der Lotpaste besteht aus Lösemitteln und Feststoffen (Harze, Aktivatoren, thixotrope Stoffe). Der Feststoffgehalt der meisten Lötpasten beträgt ungefähr 60 bis 70%, woraus eine große Menge nach dem Erwärmen auf dem Substrat als Flussmittelrückstand zurückbleibt. Da die große Menge der Feststoffe zum Einstellen der rheologischen Eigenschaften und der Lötbarkeit nötig ist, kann das Vermindern dieser Menge technisch schwer realisiert werden, sofern kein Erwärmen unter Stickstoffschutz erfolgt. Beim Bestimmen der Zusammensetzung des Flussmittels muss man darauf achten, dass nur Harze benutzt werden, die nach dem Erwärmen zum Sichern der Ästhetik die hellsten Farben haben.
Die immer höher werdende Packungsdichte erschwert das Entwickeln von Inprozess-Messins-trumenten (ITC). Da mangels Prüfleitungen die Prüfsonden das Lot direkt berühren, müssen die Menge und Art der auf den Lötverbindungen zurückgebliebenen Flussmittelrückstände zum Bestimmen der Prüfbarkeit bekannt sein. Die schlechte Prüfbarkeit hervorrufenden Faktoren und die zur Behebung nötigen Maßnahmen werden in der Tabelle 1 zusammengefasst. Das Realisieren einer guten Prüfbarkeit ist aber wegen den folgenden Gründen keine einfache Aufgabe:
• Verminderung des Feststoffgehaltes: Beeinflusst nachteilig die anderen Eigenschaften der Lötpaste, beispielsweise Abdruckbarkeit, Dauer der Adhäsion und Lötbarkeit.
• Ausbreitung des Flussmittels: Obwohl die Ausbreitungseigenschaften des Flussmittels während des Erwärmens durch den Einsatz von Harzen mit niedrigen Siedepunkten und thixotropischen Stoffen gut kontrollierbar sind, können die wasserweißen (WW) Harze von 80 °C Erweichungspunkt – wenn sie zum Flussmittel addiert werden – Einsturzprobleme verursachen.
• Härte des Flussmittelrückstands: Wie bei den Ausbreitungseigenschaften kann der Zustand der Flussmittelrückstände theoretisch durch Zugabe von Harzen mit niedrigeren Siedepunkten geregelt werden. Zum Sichern entsprechender Einsturzeigenschaften aber müssen auch Harze mit einem Siedepunkt von 140 °C zugegeben werden, was Risse auf der Oberfläche des Rückstandes verursachen kann.
Aufgrund gründlicher Prüfungen wurde gefolgert, dass die Flussmittelrückstände zum Vermeiden der Rissbildung weich sein müssen und einen Zustand haben sollen, der die leichte Penetration der Sonden nach dem Erwärmen auch auf Raumtemperatur ermöglicht. Durch die Entwicklung von E(S)48-M600 und den Einsatz einer neuen Flussmittelkomponente ist es gelungen, den Flussmittelrückstand nach dem Erwärmen in Kerzenwachshärte zu halten, und die Adhäsion an der Sonde zu vermeiden. Innerhalb der Produktfamilie ist M600 das einzige Pro-dukt, das eine einwandfreie Prüfbarkeit sicherstellt.
Löten unter Stickstoff
Die Vorteile des Erwärmens unter Stickstoff können wie folgt zusammengefasst werden:
• bessere Lötbarkeit,
• kleine Menge an Flussmittelrückständen und
• höhere Zuverlässigkeit.
Der Unterschied zwischen den Erwärmungsverfahren unter Luft und Stickstoff kommt darin zum Ausdruck, ob das Substrat, die Komponenten und die Lotpaste während des Erwärmens im Ofen eine zusätzliche Oxidation erleiden oder nicht. Die leichte Oxidation des Substrats und der Bauteile während des Lagerns ist eine normale Erscheinung. Wird das eine stärkere Oxidation verursachende Heißluftofenverfahren als Erwärmungsverfahren benutzt, ist zum Vermeiden der sich während des Erwärmens bildenden Oxidhaut eine sehr starke Aktivierung der Lötpaste nötig.
Dagegen ist zum Sichern der Lötqualität eine schwächere Aktivierung genügend, da beim Erwärmen unter Stickstoffschutz praktisch keine Oxidation auftritt. Herkömmliche, keine nachträgliche Reinigung benötigende Lötpasten, und das Schmelzen unter Stickstoff ergeben eine Verbesserung der Benetzungsfähigkeit (beispielsweise bei SS4-M850 und M953) und eine Abnahme der Wahrscheinlichkeit einer Mikro-Lotkugelbildung. Die Kombination des Stickstoffschutzes mit einer Lotpaste, die kein nachträgliches Reinigen erfordert, bringt eine höhere Oxidationstoleranz mit sich. Das Verbessern der Benetzungsfähigkeit verbessert auch die Qualität der Lötstelle durch Herabsetzen der Wahrscheinlichkeit der Mikro-Lötkugelbildung.
Eine Lotpaste mit niedrigem Feststoffgehalt in Verbindung mit einer Stickstoffheizung sorgt für verminderte Rückstände nach dem Erwärmen. Wie aus Bild 4 hervorgeht, ermöglicht eine minimale zusätzliche Aktivierung, dass der Feststoffgehalt – vor allem Harz – der Lötpaste sehr niedrig bleibt, da der Stickstoffschutz die Lotpartikel vor Oxidation schützt. Lotpaste mit Stickstoff in Zusammenhang mit einer Stickstoffheizung ergeben einen höheren Isolationswiderstand auf der Oberfläche sowie kleinere Mengen an ionisierten Rückständen. Wenn das Löten unter einer Atmosphäre mit niedrigem Sauerstoffgehalt erfolgt, kann die Intensität der Oxidation wesentlich verringert werden. Wie der Pfeil A in Bild 4 zeigt, kann theoretisch ein Vermindern der Aktivität des Flussmittels auch bei Qualitätslötungen verwirklicht werden. Das Vermindern der Menge der Aktivatoren und/oder das Verringern der Intensität der Aktivierung verbessert direkt die Zuverlässigkeit der Baugruppe. Bei der Auswahl der richtigen Lotpaste und dem Löten unter Stickstoff ist es wichtig zu klären, ob eine wirkliche Notwendigkeit für die Anwendung eines solchen speziellen Verfahrens notwendig ist.
Paste für Durchgangsbohrungen
In Einzelfällen kann es vorkommen, dass die von zwei Seiten geheizten Platinen mit bedrahteten Bauteilen bestückt sind. In solchen Fällen wird die Leiterplatte zweiseitig beheizt, mit den Bauteilen bestückt und danach ein Wellenlötverfahren eingesetzt. Zum Steigern der Fertigungseffektivität werden zunehmend Lotpasten für Durchgangsbohrungen verwendet. Das Verfahren funktioniert wie folgt:
• drucken der Paste,
• bestücken mit Bauteilen,
• erwärmen,
• umwälzen,
• drucken der Paste (auch bei Durchgangsbohrungen),
• bestücken mit SMT-Bauteilen,
• bestücken mit THT-Bauteilen und
• erwärmen.
Eine entsprechende Menge an Lotpaste zu sichern ist die Grundsatzfrage des Verfahrens. Die Lotpaste besteht aus einer Mischung von Lotlegierung und Flussmittel. Wie viel Lotpaste aufgebracht werden soll, wird nach der Größe des Zwischenraums zwischen Öffnung und Anschlussdraht bestimmt. Hinsichtlich der Menge an Lotpaste müssen die folgenden Faktoren berücksichtigt werden:
• Raster der einzelnen Bauteile für Durchgangsbohrungen: Das Bauteilraster für Durchgangsbohrungen bestimmt die Anordnung der Schablonenöffnungen. Ein zu enges Raster kann das Anwenden von Pasten für Durchgangsbohrungen verhindern, da für das Aufbringen der entsprechenden Lotmenge keine Möglichkeit besteht.
• Durchmesser der Durchgangsbohrung: Wenn der Durchmesser der Bohrung im Vergleich zum Durchmesser des Anschlussdrahts zu groß ist, kann es vorkommen, dass Lotpaste während des Transports oder der Montage ausläuft (Bild 5).
• Platzierung der Durchgangsbohrung: Befinden sich die Durchgangsbohrungen zu dicht am Rand der Leiterplatte, ist das Aufbringen der erforderlichen Lotpastenmenge schwierig und es bedarf spezieller Überlegungen zur Anordnung der Maskenöffnungen.
• Druckmethode: Der Typ des verwendeten Druckers hat einen direkten Einfluss auf die Sicherheit, mit der die Lotpaste aufgebracht wird. Man unterscheidet hier den herkömmlichen Druck mit Metall-/Gummirakel (Bild 6) und dem Auftrag mit senkrechtem Druck (Bild 7). Beim herkömmlichen Druck muss die Lotpaste nicht nur auf die Oberfläche der Maske, sondern auch in die Durchgangsbohrungen gestrichen werden, um eine ausreichende Lotpastenmenge sicherstellen zu können. Wenn eine herkömmliche Streichmethode benutzt wird, um die Lotpaste in die Durchgangsbohrungen zwingen zu können, muss der Druckvorgang mindestens zweimal durchgeführt werden, mit dem Nachteil, dass schon in der Druckphase durch Verwischen der Lotpaste Kurzschlüsse durch Brückenbildung in dem feinen Raster entstehen können. Der Druckvorgang mit senkrechtem Druck geschieht beispielsweise mit Proflow von DEK, dem Druckkopf mit Pumpe von MPM oder GP-641 von Fuji. Die senkrechten Druckanlagen können die Lotpaste bei normalen Rastern bei Aufrechterhalten des entsprechenden Drucks ausgezeichnet in die Durchgangsbohrungen pressen.
• Schablone: Hinsichtlich des Bestimmens der in die Durchgangsbohrungen einzuführenden Lotpastenmenge üben verschiedene Parameter der Maske wesentlichen Einfluss aus. Die übliche Dicke der Schablone beträgt 150 µm. Dickere Schablonen ermöglichen ein Vergrößern der Lotpastenmenge ohne Vergrößern des Druckbereichs. Wird die Dicke von 150 µm auf beispielsweise 200 µm erhöht, beträgt die Zunahme des Volumens mehr als 33%. Angenommen, dass das Mischungsverhältnis mit dem Flussmittel 1:1 beträgt, verursacht ein Erhöhen der Dicke um 50 µm eine Zunahme der Lotmenge auf über 16%. Im Hinblick darauf, dass das Volumen des Lots nach dem Erwärmen der Hälfte des Volumens der Lotpaste ausmacht, bestimmt sich die Größe der Schablonenöffnungen in Abhängigkeit von der Größe der einzelnen Durchgangsbohrungen, der Anschlussdrähte und der Menge der in die Bohrungen zu füllenden Lotpaste. In Abhängigkeit von den in die Durchgangsbohrungen zu montierenden Bauteilen kann der Zwischenraum zwischen den Durchgangsbohrungen sehr eng sein, was eine spezielle Anordnung der Öffnungen verlangt.
• Viskosität der Lotpaste: Eine Lotpaste, die als Paste für Durchgangsbohrungen benutzt wird, muss gute allgemeine Druck-, Montage- und Erwärmungseigenschaften besitzen. Bei der Auswahl der Paste für Durchgangsbohrungen müssen Druck- und Bestückungsphase berücksichtigt werden. Wenn ein herkömmlicher Rakel benutzt wird, ist eine niedrigere Viskosität besser, da die weichere Paste leichter in die Durchgangsbohrungen gefüllt werden kann. Im Fall von Druckverfahren mit senkrechtem Druck sind Pasten von höherer Viskosität vorteilhafter, da der senkrechte Fülldruck auf die in die Durchgangsbohrungen zu füllende Paste erhöht werden muss, was bei feinem Raster ein Verlaufen der Lotpaste mit sich bringen kann. Wenn der Anschlussdraht des Bauteils in die Durchgangsbohrung gesteckt wird, entsteht die in Bild 8 veranschaulichte Konfiguration. Ist die Viskosität zu niedrig und wird die Leiterplatte während des Bestückens auf dem X/Y-Tisch schnell bewegt, kann sich ein Teil der Lotpaste abtrennen, was zu Lötfehlern führt. Daher be-nötigen Bestückungsmaschinen mit hoher Geschwindigkeit ein sorgfältiges Überwachen des Prozesses. Der speziell für den Fuji GP-641 entwickelte Pastentyp SE4-M641 besitzt eine Viskosität von 2700 Ps, wodurch das Abspalten der Lotpaste während der Arbeit mit den IP-Montagemaschinen von Fuji vermieden werden kann.
• ICT-Prüfbarkeit: Da größere Lotpastenmengen auf jede Öffnung im Pin-in-Paste-Prozess aufgebracht werden, hat sich in der Folge eine entsprechende Menge an Flussmittelrückstand an den Anschlüssen angesammelt, was die Prüfbarkeit mit einem Incircuit-Tester erschwert. Für solche Anwendungen wird der Typ SE(S)48-M600 empfohlen, der für den Incircuit-Test eine 100%-ige Prüfbarkeit sichert. Es wird nochmals betont, dass das Sicherstellen eines ausreichenden Lotpastenauftrags beim Verfahren „Lotpaste für Durchgangsbohrungen“ von entscheidender Bedeutung ist. Das Umsetzen benötigt sowohl eine angemessene Schablonenkonstruktion als auch Druckmaschine. Wenn die Entscheidung für einen bestimmten Drucker gefällt ist, bietet Koki eine den Erfordernissen der ICT-Prüfbarkeit entsprechende Lotpaste dazu an. (wird fortgesetzt)
Unsere Webinar-Empfehlung

Im Webinar wird auf die individuellen Anforderungen an den Einsatz von AOI-Systemen speziell in kleinen und mittleren Elektronikfertigungen eingegangen. Durch die Beantwortung konkreter, fertigungsrelevanter Fragen bietet es einen besonders praxisnahen Inhalt.
Teilen:








 id=){kind=link}