













Bei der Großserienfertigung elektronischer Schaltungen wird im allgemeinen Lotpaste durch Schablonendruck aufgetragen. Dieser Prozess hat sich als sehr kostengünstig und effizient erwiesen. Bei Komponenten mit einem Pitch unter 300 µm stößt dieses Verfahren jedoch an seine Grenzen. Hier bietet sich als Alternative der Prozess mit adhäsionsfähigem Flux an, das direkt im Bestücksystem mit Flussmittel-Tauchvorrichtung eingesetzt wird.
Marina Nikeschina, Assembléon und Hans Emmen, Philips CFT
Dieser Prozess wird in vier Schritte unterteilt: die Bauteilaufnahme, Eintauchen der Bauteilbumps in die Fluxvorrichtung, Ausrichten und anschließende Bestückung der Komponente auf dem Substrat. Da man davon ausgeht, dass dieser Montageprozess eine Platzierung von Komponenten mit Bump-Abständen bis zu 100 µm ermöglicht, ist er unter Umständen für Flip-Chips (FCs) mit eutektischen Bumps von bedeutendem Interesse. Werden Flip-Chips mit eutektischen Bumps in Lotpaste positioniert, korrigiert sich die Bauteillage aufgrund der automatischen Ausrichtung des flüssigen Lots meistens während des Reflow-Prozesses. Dies gilt ebenfalls, wenn Komponenten mit eutektischen Bumps in Flux getaucht werden; die Anforderungen an die Bestückgenauigkeit wurden bis jetzt allerdings noch nicht eingehend untersucht. Dieser Artikel beschäftigt sich mit den Untersuchungsergebnissen in Bezug auf Bestückpräzision sowie Bildung von Lötverbindungen bei Bauteilen mit eutektischen Bumps, die mit Flussmittel benetzt sind.
Versuchsaufbau
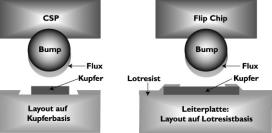
Aufgrund der eingeschränkten Verfügbarkeit an Komponenten und Substraten, entschloss man sich, Bauteile mit extrem kleinen Pitches nicht zu verwenden, um die Versuchsdurchführung möglichst zu vereinfachen. Bei den Tests wurden CSPs (Chip-Scale-Packages) mit einem Pitch von 750 µm sowie FCs mit 450 µm Pitch eingesetzt und die Ergebnisse dann auf Komponenten mit einem Pitch bis zu 100 Mikrometer extrapoliert. Es kamen zwei unterschiedliche Leiterplatten-Layouts zum Einsatz – einmal ein Layout auf Kupferbasis für die Platzierung von CSPs und einmal auf der Basis von Lötstopplack (oder Lotresist) für FCs (Bild 1). Die Bauteile wurden mit dem Advanced-Component-Mounter (ACM ) von Assembléon bestückt, der mit einer Flux-Tauchvorrichtung ausgerüstet ist. Die Versuche wurden mit dem Epoxid-Flip-Chip-Flux CF2400 von Alpha Metals durchgeführt. Der Prüflauf erfolgte mit steigendem Versatz auf Kupferpads und Aussparungen im Lötstopplack von drei unterschiedlichen Größen. Die Komponenten wurden mit steigendem positiven und negativen Offset in der X-Achse platziert. Dieser Versatz wurde dann ab der Nennposition gemessen. Für die CSPs und FCs wurden zwei Prüfpläne ausgeführt, bei denen insgesamt 450 CSPs und 450 FCs positioniert wurden.
Versuche mit CSPs
Die Stärke der Flussmittelschicht in der Fluxvorrichtung wurde auf 95 µm eingestellt, die 50% der Bumphöhe entsprechen. Zunächst tauchte man die CSPs in die Fluxvorrichtung und platzierte sie dann mit jeweils fünf negativen und positiven Offsets auf der Testplatine. Für jeden Offsetschritt erfolgte eine Bestückung von 15 Komponenten auf drei verschiedenen Pad-Layouts auf Kupferbasis:
• Kupferpad = Bump-Durchmesser
• Kupferpad = 85% des Bump-Durchmessers und
• Kupferpad = 70% des Bump-Durchmessers.
Nach der Bestückung wurden die Platinen gelötet und die Bauteile elektrisch gepüft. Die Ergebnisse der verketteten Messung sind in Bild 2 als gestrichelte blaue Linie dargestellt. In dieser Abbildung findet man ebenfalls die theoretischen Toleranzpositionen des Lötstopplacks. Man kam zu drei theoretischen Bereichen:
• ein „guter“ Bereich mit Kupferpad oder Lotfläche, der als sicher anzusehen ist,
• ein „Übergangsbereich“, der die Toleranzfläche des Lötstopplacks darstellt. Hier ist das Lötergebnis abhängig von der Position des Lötstopplacks.
• Ein „falscher“ Bereich, der außerhalb der Toleranzgrenze des Lötstopplacks liegt und nicht gelötete Anschlüsse zur Folge hat.
Messungen verschiedener Leiterplatten ergaben, dass die Position (Toleranz) des Lötstopplacks nicht immer konsistent ist und sich in alle Richtungen mit einem Offset zwischen –30 und +35 µm verschieben kann (Bild 3). Die Position des Bump in Bezug auf das Kupferpad ist ebenfalls dargestellt. Die obere Zeichnung zeigt den maximalen Versatz des Lötstopplacks in negativer Richtung, die untere den maximalen Offset in positiver Richtung. Der maximal zulässige Bestückversatz (Bild 4) entspricht der Größe des Kupferpads („sicherer“ Bereich). Der Lötstopplack darf nicht über diesem Pad liegen und die Stärke der Kupferbahn nicht übersteigen. Dies würde bei einem maximalen Versatz des Lötstopplacks und einer Platzierung des Bump auf der Kante des Kupferpads zu einem fehlerhaften Kontakt zwischen Bump und Kupfer führen (Bild 5). Im „Übergangsbereich” oder dem Bereich, in dem sich der Lötstopplack verschieben kann, ist eine Steigerung des zulässigen Bestückversatzes möglich, jedoch abhängig von der Position des Löstopplacks und der minimalen Aussparung (Bild 6). Bild 7 zeigt die Bestückpräzision als Funktion sämtlicher Toleranzen.
Schlussfolgerungen für CSPs
Auf Basis der Entwicklungsergebnisse für CSPs und Pads auf Kupferbasis mit lokalen Kupfer-Passmarken können folgende Schlussfolgerungen getroffen werden:
1. Berührt der Bump den Kupferpad, ist ein si-cheres Reflow-Löten bei folgender Berechnung möglich:
Bestückgenauigkeit minimaler Kupferpad-Durchmesser, vorausgesetzt, die Stärke des Lötstopplacks übersteigt nicht die des Kupferpads. Diese Bedingungen gelten als ideal, ein praktischer Grenzwert muss jedoch noch durch weitere Tests und Prüfungen definiert werden. In diesem Stadium kann man von einem Sicherheitsfaktor von 10% ausgehen, so dass ein Bestückversatz zum Pad von + 40% zu empfehlen ist.
- 2. Im „Übergangsbereich” werden – abhängig von der Position des Lötstopplacks – nicht alle Bumps reflow-gelötet.
- 3. Wird der Lötstopplack in positiver Richtung verschoben, erhöht sich der zulässige Offset in positiver Richtung und reduziert sich in negativer Richtung.
- 4. Bei einem Versatz des Lötstopplacks in nega-tiver Richtung ist von einem höheren Offset in negativer Richtung und einem geringeren Offset in positiver Richtung auszugehen.
Versuche mit FCs
Für das Eintauchen von FC-Dies wurde die Flussmittelstärke in der Flux-Vorrichtung auf 70 µm (50% der FC Bump-Höhe) festgelegt, und die gleichen Versuche wie mit den CSPs durchgeführt. Man bestückte die FC-Dies mit fünf Offsets in negativer und positiver Richtung. Bei jedem Offset-Schritt wurden 15 Komponenten auf drei unterschiedlichen Pads auf Basis von Lötstopplack platziert, und zwar im einzelnen:
• Aussparung Lötstopplack = Bump-Durchmesser,
• Aussparung Lötstopplack = 85% des Bump-Durchmessers und
• Aussparung Lötstopplack = 70% des Bump-Durchmessers.
Nach der Bestückung wurden die Leiterplatten gelötet und die Komponenten anschließend gemessen (verkettete Messung). Bei den Versuchen setzte man verschiedene Platinen ein, bei denen die Position des Lötstopplacks aufgrund der Toleranz immer differierte. Die Analyse der Testergebnisse führte zu den folgenden Schlussfolgerungen:
- 1. Die Messung der Passmarken ergab einen zusätzlichen Versatz, der die definierten Offset-Schritte vergrößern, kompensieren oder reduzieren kann. Dies erklärt, warum bei einem bestimmten Versatz in positiver/negativer Richtung gelötete bzw. nicht gelötete FCs erkannt wurden. Darüber hinaus konnten in einem großen Bereich gelötete respektive nicht gelötete Komponenten festgestellt werden.
- 2. Bei der Versuchskombination Aussparung Lötstopplack = 70% des Bump-Durchmessers blieben einige Bumps auf der Lotresistschicht und berührten das Kupfer nicht. Ein Reflow-Löten dieser Bumps war während des Prozesses nicht möglich (Bild 8).
Für die Bestückung von FCs wurden lokale Passmarken auf Basis von Lötstopplack eingesetzt. Die theoretischen Toleranzgrenzen sowie die Versuchsergebnisse (gestrichelte blaue Linie) sind in Bild 9 dargestellt. Zwei theoretische Bereiche waren erkennbar:
• ein Bereich mit Aussparung des Lötstopplacks,
• ein „falscher” Bereich außerhalb dieser Aussparung, in dem eine Bildung von Lötverbindungen nicht möglich ist.
Bild 10 zeigt die Position des Bump in Bezug auf den Lotresistpad und die Bestückbereiche. Wird ein Bump auf der Kante des Lotresists positioniert, bewegen sich nicht alle Komponenten auf die Lotfläche. Hier sollte man – abhängig von einigen Toleranzen – einen entsprechenden Sicherheitsfaktor berücksichtigen. Die Bestückpräzision als Funktion sämtlicher Toleranzen ist in Bild 11 dargestellt. Ein Kontakt zwischen Bump und Kupferoberfläche ist als sicher zu betrachten. Wesentlich für eine maximale Bestückgenauigkeit ist ebenfalls die Höhe des Lötstopplacks. Der Sicherheitsfaktor ist auch abhängig von dem Verhältnis zwischen Bump-Durchmesser und Aussparung des Lotresists. Erhöhter Sicherheitsfaktor bei starker Lotresistschicht, geringer bei kleinem Bump-Durchmesser. Wenn der Bump die Kupferoberfläche berührt, ist eine Berechnung des Sicherheitsfaktors möglich (Bild 12). In der Tabelle 1 sind die kalkulierten Sicherheitsfaktoren und die Bestückpräzision für FCs, die bei den Versuchen eingesetzt wurden, für drei unterschiedliche Schichtdicken des Lotresists aufgeführt.
Schlussfolgerungen für FCs
Bei FCs und Lotresistpads mit lokalen Passmarken auf Lotresistbasis können die folgenden Schlussfolgerungen getroffen werden:
- 1. Zwischen Bump-Durchmesser, minimaler Lotresist-Aussparung und der Höhe des Lötstopplacks besteht ein enger Zusammenhang, da alle Parameter für eine optimale Bestückgenauigkeit ausschlaggebend sind.
- 2. Aus den Versuchsergebnissen lässt sich schließen, dass ein zulässiger Offset von 20% zur Aussparung des Lötstopplacks als sicher zu betrachten ist, wenn diese Aussparung 85% des Bump-Durchmesser entspricht oder diesen Wert übersteigt. In diesem Fall beträgt die Höhe des Lötstopplacks auf dem Kupferpad maximal 10 µm.
- 3. Werden die Lotresist-Passmarken verschoben, kommt es ebenfalls zu einem gleichwertigen Versatz der Lotresistpads. Der zulässige Offset bleibt für den Lötstopplack identisch, unabhängig, ob dieser einen Versatz aufweist oder nicht.
- 4. Bei der Versuchkombination Aussparung Lötstopplack = 70% des Bump-Durchmessers blieben einige Bumps auf der Lotresistschicht und berührten das Kupfer nicht. Ein Reflow-Löten dieser Bumps war nicht möglich.
Extrapolierte Ergebnisse und allgemeine Schlussfolgerungen
Die Versuche ergaben, dass die Bestückpräzision nicht nur vom Pitch der Komponente, sondern auch vom Leiterplatten-Layout abhängig ist. Bei Kupferpads müssen die Bumps die Lotfläche berühren. Aus diesem Grunde ist ein Bestückversatz von 40% zum Pad akzeptabel. Bei Lotresist-pads besteht ein enger Zusammenhang zwischen Bump-Durchmesser, Aussparung und Höhe des Lötstopplacks. Die Ergebnisse führten dazu, dass ein Bestückversatz von 20% zur Lotresistaussparung als zulässig zu betrachten ist. Die Extrapolation der Testergebnisse auf eine Pitchgröße von 100 µm ist in der Tabelle 2 aufgeführt, wobei die Größe der Kupferpads bei CSPs 70% des Bump-Durchmessers und die Aussparung des Lötstopplacks bei FCs mindestens 85% des Bump-Durchmessers entsprechen sollte. Die empfohlene Bestückpräzision bei CSPs und FCs gewährleistet höchste Prozessqualität. Eine geringere Genauigkeit führt nicht zwangsläufig zu einem Fehler, erhöht aber das Fehlerrisiko.
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}