

Bei komplexen Baugruppen, Bauteil- und Substrateigenschaften mit temperaturempfindlichen Lötstellen lassen sich oft selbst mit „Miniwellen“ keine einwandfreien Lötresultate in ausreichender Zuverlässigkeit und Qualität erzielen. Hier sind selektive Laserlötsysteme die Alternative. Durch die erreichbaren hohen Lötgeschwindigkeiten und minimalen Einrichtaufwand können Laserlötsysteme in vielen Bereichen das Miniwellen-Löten bzw. Maskieren vollständig ersetzen. Da beim berührungsfreien selektiven Laserlöten auch praktisch kein Wartungsaufwand anfällt, rechnet sich der Einsatz um so mehr.
Die Einsatzgebiete des selektiven Laserlötens sind äußerst vielfältig: Nachbestückungen, Rework, Board Customizing, Prototypenerstellung, Exotenbauteile, Kleinstserien und, und, und. Aber auch die komplette Serienfertigung kleiner und mittlerer Lose auf thermisch empfindlichen Substraten ist eine wachsende Domäne moderner Selektiv-Laserlötsysteme. Aktualität gewinnt das Thema Selektivlöten durch die besonderen thermischen Anforderungen der Bleifrei-Technologie.
Auf der SMT in Nürnberg präsentierte Peter Jordan mit dem Spark Selektiv-Laserlötsystem und dem Spark 400 Selektiv-Bestückungssystem zwei Systeme, die sich durch ihre hohe Lötgeschwindigkeit, Zuverlässigkeit und Flexibilität auszeichnen. Beide Systeme eignen sich für den Einsatz im Stand-alone- oder Inlinebetrieb. Während das Spark 100 Laserlötsystem auf Through-Hole Applikationen spezialisiert ist, bietet das Spark 400 System als echtes All-in-One-System eine Multifunktionalität, die vom Dispensen und Platzieren bis zum Löten reicht und damit den Funktionsumfang einer Linie auf kleinstem Raum bietet.
Hochpräzise Temperaturkontrolle
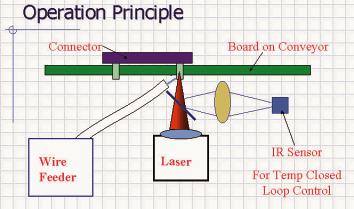
Das für alle Through-Hole Applikationen entwickelte Spark 100 System (Bild 1) arbeitet mit einem 60 W High Energy Diodenlaser für schnelles und präzises Löten bei hoher Lötqualität, bietet höchste und wiederholbare Genauigkeit durch die Closed-Loop-Kontrolle der Lötparameter und bringt beste Voraussetzungen für den Einsatz in bleifreier Technologie mit. Durch die berührungslose Technologie ist das System praktisch wartungsfrei. Es kann einzeln oder als Inline-System (SMEMA-konform) eingesetzt werden. Das Setup des Systems wird komfortabel unterstützt (Win 2000 Betriebssystem) und ist eine Sache von Sekunden. Aufwändiges Temperaturprofilieren kann entfallen, so dass sich das System schon für kleinste Losgrößen oder Prototypen eignet. Durch das „Löten von unten“ entfällt ein Wenden der Leiterplatte ebenso wie das zeitraubende Fixieren. Für exakte Positionierung sorgt das Autoalignment.
Eine Sekunde pro Lötstelle
Die Lötzeit pro Lötstelle beträgt knapp eine Sekunde. Damit bietet dieses Laserlötsystem eine wirtschaftliche Lösung für das selektive Löten von Nachbestückungen, Rework, hitzeempfindlichen Applikationen, Board Customizing, Prototypen, Exoten und vielen anderen Einsatzfällen.
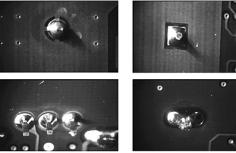
Typische Anwendungen sind das Löten von Verbindern (wie D-Type), das TH RF Shield Soldering, Applikationen aus dem Automotive-Bereich wie Solenoide, Relais, Motorspulen, Löten von Pins in Hole, das selektive Löten von Jumpern etc.
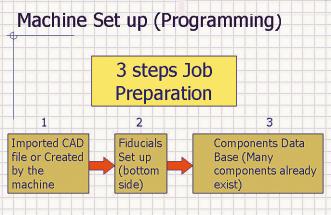
Mit drei einfachen Schritten wird das Setup des Spark 100 in Gang gesetzt (Bild 2):
Die zugehörigen CAD-Daten werden importiert, die Passermarken richtig gesetzt und die Komponentendatenbank (JEDEC-konform) aktiviert – fertig! Neben üblichen CAD- und Stücklistenformaten können zur Definition der Bauteilgeometrien auch eigene Onboard-Bibliotheken eingesetzt werden.
Drei Wege zum richtigen Profil
Die im nächsten Schritt erfolgende Auswahl des Lötprofils kann auf dreierlei Art erfolgen:
- 1. Auf manuellem Wege durch Eingabe der lötstellenbezogenen Parameter.
- 2. Vollautomatisch nach einer vorher „erlernten“ Referenz-Baugruppe (Autoprogramming).
- 3. Im Closed Loop Betrieb ohne jegliche Programmierung.
Bei der manuellen Eingabe werden als Parameter die Energie (bis 60 W), die Vorheizzeit ( 200 ms bis 1000 ms) und ggf. Lötdrahtspezifikationen (Länge, Durchmesser) eingegeben.
Beim Autoprogramming wird eine Musterbaugruppe in das System gebracht, nach der das System selbsttätig den Lötvorgang simuliert, das thermische Verhalten an jeder Lötstelle ermittelt und erlernt, um daraus dann die geeigneten Prozessparameter (Lötprofil) zu errechnen.
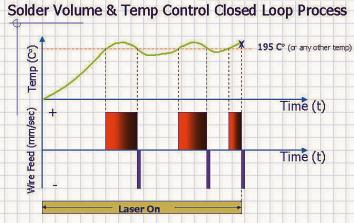
Durch die Closed Loop Kontrolle des selektiven Lötvorgangs mittels IR-Sensor ist gewährleistet, dass das Löten auch bei hohen Temperaturen – Stichwort „bleifrei“ – absolut bauteil- und umgebungsschonend erfolgt. Die jeweilige Lötstelle wird dabei solange erwärmt, bis eine vorgegebene Temperatur erreicht ist. Bei Erreichen der Temperatur wird automatisch Lot zugeführt, die Lötstelle kühlt ab und der Laser erhitzt die Lötstelle erneut bis zur Temperaturobergrenze. Dieser Zyklus wiederholt sich mehrmals in Sekundenbruchteilen, bis eine einwandfreie Lötstelle erzeugt ist (Bild 5). Das Spark 100 Laserlötsystem eignet sich für alle Boards bis zu einer Größe von 20“ x 16“.
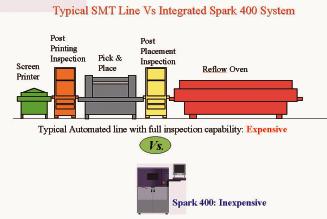
Eine komplette Linie auf kleinstem Raum
Mit dem Spark 400 Selektiv-Bestückungssystem (Bild 6) von Beamworks lassen sich Komponenten zu einer bereits montierten Baugruppe vollautomatisch hinzufügen, ohne thermischen Stress für die Baugruppe. Das nachträgliche Einfügen umfasst den Lotpastenauftrag, Bestücken, Laserlöten und Inspektion der Lötverbindungen (Bild 7).
Folgende Einsatzgebiete sind denkbar:
- Geplantes Komponenten-Skipping im Falle fehlender Bauteile
- Nachbestückung hitzeempfindlicher Komponenten
- Automatisches Rework einzelner Komponenten auf einer Baugruppenserie
- Automatisches Reballing
- Kundenspezifische Teilmontagen
- Prototypenfertigung.
Gegenüber einer manuellen Verfahrensweise ist das automatische selektive Laserlöten nicht nur kostengünstiger und schneller, sondern es sichert auch weit bessere Ergebnisse, die zudem in hohem Maße unabhängig von der jeweiligen personellen Qualifikation des Anwenders sind.
Das Spark 400 System bietet 40 JEDEC Spender und 29 Tape Feeder, ein Vision System, CAD-Datenübernahme und kurze Einrichtzeiten.
Das Spark 400 System ist mit 4 simultan und unabhängig voneinander arbeitenden Lasern ausgestattet, verfügt über eine Closed Loop Prozesskontrolle und unterstützt Fine-Pitch, BGAs, QFPs und Flip Chip.
EPP 415
Bleifrei-Technologie mit Kompetenz und Erfahrung
Das selektive Laserlöten bietet ideale Bedingungen für thermisch sensible Bleifrei-Applikationen. Mit dem Programm des amerikanischen Herstellers AIM bietet Peter Jordan für jeden Bleifrei-Prozess eine in intensiver Zusammenarbeit mit Bleifrei-Pionieren entwickelte Lösung. Als Referenzpartner namhafter Weltunternehmen bietet AIM das komplette Spektrum in der Lötchemie – Lotpaste, Flussmittel, Metalle in Draht- und Barrenform, Preforms, Adhäsive, Siebdruckreiniger, Beschichtungsmaterialien und Legierungen.
Zu den innovativsten Produkten gehört die Pin-Test-geeignete No-Clean Lotpaste NC 254, ausgelegt für ein breites Applikationsspektrum. Ihr Kennzeichen sind minimale Rückstände, sehr gutes Benetzungsverhalten, außergewöhnlich lange Verarbeitungsfähigkeit und High Speed Druckbarkeit – selbstverständlich konform mit Bellcore und IPC.
Die Lotpaste eliminiert herkömmliche Lötdefekte wie das Voiding unterhalb von BGA-Bauteilen. Sie ist mit Bleizinn- und Bleifrei-Technologie einsetzbar und hat sich bei der Umstellung auf die Bleifrei-Technologie hervorragend bewährt.
Bleifrei-Technologie von AIM
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}