

Bis vor kurzem wurden die Umwelteigenschaften von Produktionsanlagen nur selten berücksichtigt. Kaufentscheidungen erfolgten zumeist nach Kostenerwägungen, die traditionell vor allem Material- und Komponentenkosten, Investitionsaufwand für Produktionsanlagen und die laufenden Löhne und Gehälter für das Produktionspersonal einbezogen. Der Stromverbrauch von Anlagen zur Elektronik-Fertigung wird immer noch selten als wichtiger Teil der Herstellungskosten betrachtet.
Sjef van Gastel, Assembléon Netherlands B.V., Veldhoven
Vor etwa vier Jahren führte Assembléon eine Lebenszyklusanalyse (LCA, Life Cycle Assessment) für die Montage von Elektronik bei Leiterplatten durch. Die Ergebnisse zeigten deutlich, dass der Energieverbrauch als größter Kostenfaktor – mit der größten Umweltbelastung – bei Produktionsanlagen über den gesamten Lebenszyklus gilt. Der Energieverbrauch in der Elektronikfertigung ist überwiegend in zwei Hauptbereichen angesiedelt: Bestückung mit ca. 40% sowie Komponentenlöten mit ca. 60%.
Die jüngsten F&E-Projekte „Supreme“ und „SuMa Dutch“ wurden von einem Konsortium aus Industrie und Universitätspartnern unter dem Vorsitz des Unternehmens eingerichtet. Das Konsortium entwickelte in diesem Rahmen Technologien mit dem Ziel, den Energieverbrauch an den Elektronikfertigungslinien um 30% zu senken, wobei besonders die Bestückungsautomaten im Mittelpunkt standen. Bei Montagevorrichtungen (Bestückungsautomaten, Roboter-und Handhabungstechnik) wird die meiste Energie beim Umsetzen von Teilen aus einer Aufnahmestelle zum Montageplatz aufgewendet. Durch neue Konstruktionsprinzipien und den Einsatz von leichten Materialien konnten erhebliche Energieeinsparungen erzielt werden.
Die Preise für Energie und Ausgangsmaterial (Rohmaterial) steigen rasant. Ein Grund dafür ist die zunehmende Verknappung fossiler Brennstoffe und Materialien neben der wachsenden Nachfrage aus aufstrebenden Volkswirtschaften (insbesondere den BRIC-Ländern Brasilien, Russland, Indien und China). Aufgrund der aktuellen Nachrichten aus Indien und China wird ersichtlich, dass die Volkswirtschaften in diesen Ländern so schnell wachsen, dass die Stromversorgung aus Kraftwerken nicht ausreichen wird, um den gesamten Energiebedarf abzudecken. Wegen der häufigen Stromausfälle in China (30–35GW pro Jahr!) wurde dort beschlossen, vermehrt Kohle-Kraftwerke zu bauen. Kohle ist jedoch bereits jetzt die wichtigste Quelle für Umweltverschmutzung und die thermische Qualität der chinesischen Kohle verschlechtert sich ständig. Energieeffizienz wird dadurch noch wichtiger.
Der Reflow-Ofen verbraucht die meiste Energie…
Eine typische SMT-Fertigungslinie besteht aus Schablonendrucker, Leiterplattentransporteinrichtungen, Bestückungsautomaten, Reflow-Ofen sowie Test- und Instandsetzungsgeräten. Der Reflow-Ofen braucht dabei die meiste Energie, gefolgt von den Bestückungsautomaten und dann den Test- und Instandsetzungsanlagen. Einige wenige Optionen können den Energieverbrauch des Reflow-Ofens senken. Zunächst bietet sich eine Optimierung des Ofentemperaturprofils an. Die Senkung der Ofen-Bandgeschwindigkeit um 10 bis 12% mit einer gleichzeitigen Verringerung der Spitzenofentemperatur auf ca. 235 bis 245°C senkt den Energieverbrauch des Ofens um etwa 10 bis 15%. Der stündliche Energieverbrauch beträgt im Regelfall zwischen 8 und 12 kWh, wobei natürlich vorher geprüft werden sollte, ob diese verringerte Bandgeschwindigkeit für die Anforderungen der Produktion ausreicht. Werden beispielsweise 200 Platten pro Stunde benötigt, muss bei einer Plattenlänge von 250 mm die Bandgeschwindigkeit mehr als 0,833 Meter pro Minute betragen. Der Gesamtenergieverbrauch bemisst sich hauptsächlich nach der Anzahl der Heizzonen im Ofen und der darauf beruhenden Ofenlänge. Die längsten Reflow-Öfen in einer Fertigungslinie verbrauchen ca. 50 kW (10 Heizzonen).
…gefolgt von Bestückungsautomaten
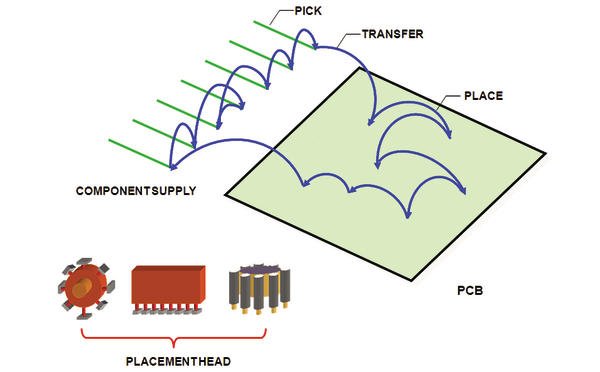
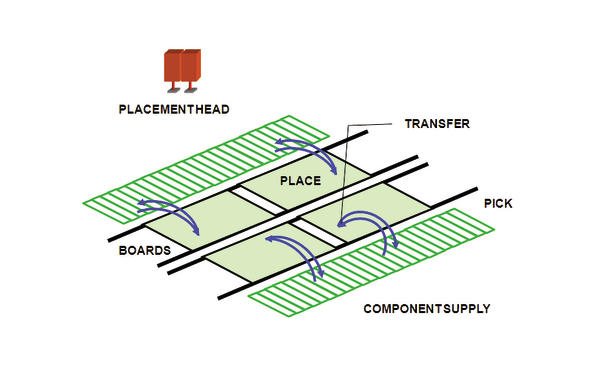
Zum Vergleich des Energieverbrauchs bei der Bestückung muss man zunächst ein Modell haben, das die jeweils unterschiedlichen Energieverbrauchskategorien zeigt. Es werden vier Kategorien unterschieden: Antrieb (elektrischer) Motoren und Maschinensteuerungen, Erzeugung von Vakuum bzw. Druckluft, Beleuchtung und Heizung/Kühlung der Maschinenumgebung und schließlich die Nacharbeit von Mängeln, die bei der Bestückung entstehen. Im Zuge einer vom Unternehmen durchgeführten Vergleichsstudie wurden große Unterschiede im Energieverbrauch bezogen auf die tatsächliche Produktion verschiedener Bestückungsautomaten festgestellt. Diese Unterschiede beruhen auf den unterschiedlichen Bestückungsautomatentypen. Es gibt zwei Haupttypen: Sequentielle Bestückung, wo die automatisierte Bestückung nacheinander erfolgt unter Verwendung von Mehrfach-Bestückköpfen sowie Parallele Bestückung mit einzelnen oder nur wenigen Pipetten am Bestückkopf, die auf mehreren Automaten gleichzeitig arbeiten.
Die sequentiellen Bestückungsautomaten weisen erhebliche Beschleunigungs- und Bremsvorgänge mit relativ schweren Bestückköpfen auf, was den Energieverbrauch erhöht. Parallele Bestückungsautomaten weisen viel niedrigere Beschleunigungs- und Bremsvorgänge auf und die weitaus leichteren Bestückköpfe benötigen auch viel weniger Energie. Mehrfach-Bestückköpfe, wie sie bei sequentiellen Bestückungsautomaten verbreitet sind, haben auch einen erhöhten Vakuumbedarf, da alle verfügbaren Bestückkopfpositionen mit Vakuum „aufgeladen“ werden müssen, damit alle Komponenten in ihrer Position bleiben. Der Vakuumbedarf eines parallel arbeitenden Bestückungsautomaten mit weitaus weniger Bestückköpfen ist erheblich geringer.
Die Anlagen innerhalb der Fertigungslinie benötigen auch mehr Stellfläche sowie Platz für Bediener, was zusätzliche Energie für Beleuchtung und Klimatisierung erfordert. Durch Geräte mit einem geringem Platzbedarf pro produzierte Einheit wird der Energieverbrauch dagegen möglichst niedrig gehalten. Außerdem ermöglichen kleine Anlagen die Nutzung kleinerer Gebäude mit niedrigeren Baukosten. „Klein aber fein“ ist die Devise.
Geringe DPM-Fehlerrate
Schließlich hat die DPM-Fehlerrate (DPM = Defekte pro Million) eines Bestückungsautomaten einen erheblichen Einfluss auf die Nacharbeitsquote und damit auch der Anzahl der zur Nacharbeit erforderlichen Arbeitsplätze. Vergleichen wir einmal einen sequentiellen Bestückungsautomaten mit einer typischen DPM-Fehlerrate von 30 mit einem parallelen Bestückungsautomaten (typische DPM-Fehlerrate von 10). Unter der Annahme, dass eine typische Leiterplatte 1.500 Komponenten enthält, bedeutet ein DPM-Wert von 30, dass jede 22. Leiterplatte fehlerhaft sein wird. In der Fachliteratur wird angegeben, dass jede Nacharbeitsmaßnahme einschließlich Fehlersuche, Neuverlöten, Komponenten- und Lotvorbereitung, Bestückung, Komponentenlöten und Inspektion, einen Zeitaufwand von ca. neun Minuten erfordert. Fertigungslinien mit einer 20-Sekunden-Zykluszeit verursachen im Durchschnitt alle 444 Sekunden eine Nacharbeitsmaßnahme, welche im Durchschnitt 540 Sekunden dauert. Zu diesem Zweck müssen zwei Nacharbeitsstationen eingerichtet werden! Im Vergleich hierzu ist bei einem parallel arbeitenden Bestückungsautomaten (mit einer DPM-Fehlerrate von 10) jede 66. Leiterplatte fehlerhaft. Damit wird eine Nacharbeitsmaßnahme alle 1.333 Sekunden erforderlich, die auch hier eine durchschnittliche Zeitdauer von 540 Sekunden benötigt. In diesem Fall ist damit nur eine Nacharbeitsstation nötig. Neben dem eingesparten Platz innerhalb der Fertigungslinie werden auch Investitions- und Energiekosten (durchschnittlich 2,5 kW pro Nacharbeit) gespart.
Energieeinsparungen
Die Ergebnisse der Studie mit einem Vergleich von sechs verschiedenen handelsüblichen Bestückungsautomaten zeigen große Unterschiede im Energieverbrauch. Das effizienteste Modell – ein parallel arbeitender Bestückungsautomat – hat einen durchschnittlichen jährlichen Energieverbrauch von 100.000 kWh (pro 750 Millionen bestückter Komponenten) gegenüber 380.000 kWh (die gleiche Anzahl bestückter Komponenten) bei dem am wenigsten effizienten Modell. Das ist ein Unterschied von 280.000kWh pro Jahr nur für den Bestückungsautomaten. Wenn man nun noch die potenziellen Einsparungen beim Reflow-Löten mit schätzungsweise 15% hinzurechnet, hat man unterm Strich Gesamteinsparungen von ca. 300.000 kWh pro Jahr. Bei einem durchschnittlichen Industriestrompreis in den USA von 0,065 Dollar pro kWh bedeutet dies eine jährliche Einsparung von 19.500 Dollar für jede Fertigungslinie mit einer Produktionskapazität von 100.000 Komponenten pro Stunden. Ein durchschnittliches Hochdurchsatz-Elektronikwerk verfügt über etwa 12 Fertigungslinien (mit einer durchschnittlichen Zykluszeit von 30 Sekunden) und die möglichen jährlichen Energieeinsparungen pro Werk betragen dabei mehr als 420.000 Dollar.
Weniger Energie zum Antrieb der Stellmotoren
Der Energiegehalt einer Maschine besteht aus kinetischer Energie (½ mv2), der Verlustleistung in den Motorwicklungen (I2R) und den Einbußen in der Stromversorgung. Als Faustregel beträgt die gesamte Energieaufnahme eines Bestückungsautomaten das 1,5- bis 1,8-fache der kinetischen Energie der beweglichen Teile. Eine Verringerung der Masse der sich bewegenden Körper (Schlitten, Stellantriebe, usw.) in einer Produktionsmaschine senkt daher auch den Energieverbrauch. Somit empfiehlt sich der Einsatz leichter Materialien (Kohlefaser, Keramik) bei der Konstruktion von Maschinen. Im Rahmen des „Supreme“-Projektes wurde ein Vorführmodell eines Roboters für einen Bestückungsautomaten mit leichter bewegter Masse getestet. Die wichtigsten Spezifikationen sind:
- Bewegte Masse 10kg à 5,8kg
- Max. Beschleunigung (Y) 16m/s2 à 35m/s2
- Max. Geschwindigkeit (Y) 1,4m/s à 2m/s
Mit diesen Spezifikationen wurde die Leistung pro Roboter von 6.500 Komponenten pro Stunde (cph) auf 10.000cph erhöht, wodurch die Anzahl der installierten Roboter pro Bestückungsautomaten von 15 auf 10 gesenkt werden konnte (eine Verbesserung von 33%!). Bei Bestückprogrammen mit vielen Kurzhubbewegungen kann zu viel Wärme in die Motoren abgeführt werden, wodurch dann die Schutzschalter in den Motorspulen auslösen. Hierfür sind mehrere mögliche Lösungen denkbar:
- 1. Verringerung der maximalen Beschleunigung des Motors
- 2. Messung der Motortemperatur und eine Verringerung der Beschleunigung bei zu hoher Temperatur
- 3. Prognose der Wärmeableitung bei einem Bestückprogramm und Senkung der thermischen Belastung durch Auswahl einer geeigneten thermischen Bewegungsklasse bei zu hoher Gesamtlast.
Die dritte Methode hat vor allem den Vorteil, dass das Programmier-Tool eine umfassende Steuerung übernimmt und Bestückungsprogramme generiert, welche den Automaten nicht überlasten und trotzdem noch gültige Vorhersagen für den Produktionsausstoß gestatten. Schon eine geringfügige Verringerung der Transportzeit von nur 1 bis 2% senkt die Motor-Verlustleistung um 10 bis 17%. Die zweite Methode ist auch für einen optimalen Schutz geboten.
Weniger Druckluftverbrauch
Es wurden große Unterschiede im Energieverbrauch bei der Erzeugung von Druckluft oder Vakuum festgestellt. Dies hängt dabei von den Bestückungskopftypen ab, die im Bestückungsautomaten verwendet werden. Die Bestückungsautomaten vom Typ D und E nutzen Mehrfach-Bestückungsköpfe, die in der Regel über 6 bis 30 Vakuumpipettenpositionen pro Roboter verfügen. Da die Bestückung der Komponenten sequentiell erfolgt, ist das Vakuum während des gesamten Zyklus des Bestückungsautomaten erforderlich. Durch Vakuumleckagen an Pipettenpositionen muss eine hohe Gesamtvakuumkapazität bereitgestellt werden. Die Automaten vom Typ A, B, C und F nutzen einzelne (wenige) Bestückköpfe. Daher kann das Vakuum direkt nach der erfolgten Bestückung der einzelnen Komponenten abgeschaltet werden. Dadurch wird eine weitaus niedrigere Vakuumkapazität benötigt.
Zur Erzeugung von 10Nm³ Druckluft pro Stunde ist ca. 1kWh erforderlich. Hierbei ist ein realistischer durchschnittlicher Verlust von 16% zwischen Kompressorraum und Bestückungsautomat eingerechnet. Die folgenden Maßnahmen zur Senkung des Vakuum- bzw. Druckluft-Verbrauchs können eingesetzt werden:
- Konstruktion der Automaten mit Einzeldüsenköpfen
- Niederdruck-Venturi-Düsen für die örtliche Vakuum-Erzeugung
- Anordnung mehrerer kleiner Vakuumpumpen.
Da die Fertigung zum Großteil in Asien erfolgt und die meisten Anlagenausrüster nicht in China ansässig sind, müssen alle Teile und Ersatzteile versendet werden. Die Service-Techniker müssen zudem Tausende von Kilometern reisen, um die Produktionsanlagen instand zu halten. Eine neuartige Technologie mit der Bezeichnung „CROS“ (Customer Repair On Site) gestattet den Elektronikherstellern nun eine selbstständige Durchführung aller Reparaturen und Wartungsmaßnahmen. Dies bewirkt neben der Zeitersparnis wegen weniger Ausfallzeiten auch eine Kostensenkung von Reise- und Lohnkosten für Service-Techniker sowie eine Verringerung der Kohlendioxid-Emissionen. Die CROS-Technologie beinhaltet:
- Lange Anlagenlebensdauer für längere Wartungsintervalle,
- Leicht austauschbare Teile mit „narrensicherer“ Befestigung bzw. Anordnung (durch automatische Kalibrierung)
- Fehlerdiagnose und Reparaturhilfe durch Anlagenferndiagnostik (per Internet),
- Unterscheidung zwischen „Verschleißteilen“ und „Ersatzteilen“. Verschleißteile sollten kostengünstig vor Ort bezogen werden. Ersatzteile sollten die Lebensdauer verlängern und müssen zudem leicht von örtlichem Personal ohne viel Schulungsaufwand zu montieren bzw. zu zerlegen sein.
Längere Lebensdauer
Durch die Lebensdauerverlängerung der Anlagen können die Investitionskosten über einen längeren Zeitraum amortisiert werden und dies bewirkt eine Senkung der jährlichen Kapitalkosten. All dies hängt natürlich stark von Auslegung und Konstruktion des jeweiligen Bestückungsautomaten ab. Die wichtigsten Faktoren sind hierbei:
- Eine modulare Automaten-Architektur ermöglicht künftige Aufrüstungen (Hardwareaufrüstung bzw. Software-Upgrades),
- Wartungsfreie (oder wartungsarme) Automatenteile wie bspw. Luftlager, Blattfederführungen, bürstenlose Motoren, Direktantriebe,
- Automatische und regelmäßig durchgeführte Kalibrierung der Anlage zur Beibehaltung von Leistung und Genauigkeit sowie dem Ausgleich der Wirkung des allgemeinen Verschleißes auf die Genauigkeit,
- Auslegung und Konstruktion erleichtern Zerlegung und Wiederverwendung (Rücknahmesystem, „Reverse Logistics“). Am Ende der Anlagenlebensdauer sollten Wertstoffe (wie Nd-Magnete) leicht entfernbar sein, um ein Recycling zu ermöglichen. Dies erhöht den Anlagenrestwert und senkt die jährlichen Kapitalkosten.
Umweltfreundlichkeit
Unternehmen verpflichten sich zunehmend zur Nachhaltigkeit, da die Vorteile immer greifbarer geworden sind und die Alternativen weniger vertretbar werden. Natürliche Ressourcen werden immer knapper und teurer. Gleichzeitig werden Kunden, Mitarbeiter und Investoren zunehmend umweltbewusster. Als Verfechter der Nachhaltigkeit können Unternehmen sich tiefgreifend auf ihre Unternehmensphilosophie ausrichten und mit Kunden einen diesbezüglich sinnvollen Dialog aufnehmen. Laut einer MIT-Studie von 2011 ist Nachhaltigkeit heutzutage ein fester Bestandteil im Programm von 70% aller Unternehmen. Die meisten Unternehmen betrachten ein umweltfreundliches Verhalten inzwischen als entscheidenden Faktor der Wettbewerbsfähigkeit und viele bestätigen, dass umweltfreundliche Praktiken tatsächlich rentabel sind. Es ist großartig, sich umweltfreundlich zu verhalten. Dies gilt umso mehr, wenn man außerdem davon profitiert …..
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}