

Schaltungen und Bauteile sind im Laufe der Jahre immer kleiner und empfindlicher geworden, haben zugleich aber an Komplexität und Funktionalität zugenommen. Gleichzeitig hat der harte Wettbewerb erheblichen Druck hinsichtlich Durchsatz und Rentabilität auf jeden Aspekt des Fertigungsablaufs ausgeübt. Vor diesem Hintergrund ist Rework unverzichtbar geworden und weit davon entfernt, nur als Option oder gelegentlich eingesetzt zu werden. Es ist aber auch eine der schwierigsten und anspruchsvollsten Aufgaben im Fertigungsablauf, insbesondere, wenn Array-Packages betroffen sind. Tatsächlich ist gutes, effizientes Rework der ausschlaggebende Faktor für den erfolgreichen und profitablen Einsatz von BGAs. Mit der Einführung bleifreier Prozesse ist die Qualität der Nacharbeit noch wichtiger geworden, da bleifreie Lote höhere Verarbeitungstemperaturen benötigen, die aber hitzeempfindlichen Bauteilen und Leiterplattenmaterialien irreversible Schäden zufügen können.
Ob man in bleihaltigen oder bleifreien Prozessen arbeitet und mit konventionellen Bauteilen oder Array-Packages, die wesentlichen Arbeitsschritte beim Rework – Entfernen des Bauteils, Reinigen, Neubestücken – bleiben weitgehend die gleichen. Diese Abläufe sind im professionellen Rework so gut dokumentiert und verstanden, dass es unnötig ist, hier näher darauf einzugehen. Statt dessen wird in diesem Artikel der Schwerpunkt auf den Aspekt des Erwärmens selbst gelegt, da dies die größte Herausforderung beim bleifreien Rework darstellt, und darauf, wie die Nacharbeit von Array-Packages auf großen doppelseitig bedruckten Leiterplatten am besten zu bewerkstelligen ist.
Höhere Temperaturen
Während bleihaltige Lote bei 183 °C schmelzen und für den Reflowprozess 210 bis 220 °C benötigen, schmilzt SAC-Lot, die verbreitetste bleifreie Lotlegierung, bei 217 °C und benötigt für den Reflowprozess zwischen 235 und 250 °C. Das ist gefährlich nahe an den Temperaturwerten, bei denen Bauteile beschädigt werden. Der von der IPC empfohlene Grenzwert für die Bauteiltemperatur ist mit 260 °C manchen Bauteilen und Verarbeitern schon zu hoch. Daraus ergeben sich Prozessfenster, die heute enger sind als je zuvor. Es wird auch klar, dass die Temperaturprofile, also Zieltemperatur, Aufheizgeschwindigkeit, Einwirkungszeit, Temperaturgradienten sowie Größe und Position des Heizelements exakt bestimmt und gesteuert werden müssen. Schäden wie Verwölbungen, Anschmelzen, Kurzschlüsse, Brückenbildungen, Delaminierung oder gar Verlust des Bauteils werden so vermieden. Dennoch sind höhere Temperaturen unumgänglich, da zur Ausbildung einer verlässlichen Lötverbindung bleifreie Lote auf mindestens 230 °C erhitzt werden müssen. Da die Prozessschwankungen im Bereich von ±5 ºC liegen, ergibt sich, dass die niedrigst mögliche Temperatur zur Herstellung einer guten Lötverbindung bei 235 °C liegt. Die NEMI-Richtwerte liegen bei 245 °C.
Schäden an BGA-Gehäusen
Beim Arbeiten mit derartigen Temperaturen ist es eine der größten Herausforderungen, die Temperatur am Gehäuse des zu bearbeitenden BGAs niedrig zu halten, da dieses häufig aus hitzeempfindlichem Kunststoff besteht. Bei großen BGAs führen hohe Temperaturen dazu, dass sich die Ecken des Gehäuses nach unten biegen, was einer der Hauptgründe für Brückenbildungen ist; insbesondere dort, wo das Bauteil ohnehin schwierig zu löten ist. Dies kann an auch mangelhaften BGA-Substratmaterialien liegen. Manche Bauteilhersteller haben ihre ursprünglich für bleihaltige Prozesse ausgelegten Bauteile noch gar nicht den neuen Arbeitstemperaturen angepasst, sondern einfach bleifreie Lotkugeln aufgebracht. Diese Bauteile werden dann als preisgünstige Übergangslösung angeboten, bis die Umstellung auf „echte“ bleifreie Bauteile abgeschlossen ist.
Temperaturgradient und Aufheizgeschwindigkeit
Ein weiterer Faktor, der beim Rework berücksichtigt werden muss, ist der Temperaturunterschied (Delta T) zwischen unterschiedlichen Teilen der Baugruppe. Ein guter Rework-Prozess mit präziser Prozesssteuerung stellt sicher, dass die Temperaturunterschiede an den Lotkugeln über die Bauteildiagonale nahe 5 °C und auf jeden Fall unter 10 °C liegen. Um Verwölbungen der Leiterplatte und sich daraus ergebende Probleme zu vermeiden, empfehlen manche Hersteller einen Delta T von unter 7 °C quer über die Leiterplatte einzuhalten.
Zeit ist Geld und je höher der Durchsatz, desto höher ist die Gewinnspanne. Das betrifft den Prozess der Nacharbeit ebenso wie alle anderen Teile des Produktionsprozesses. Daher gilt, je schneller das Lot aufschmilzt desto besser. Bei professioneller Nachbearbeitung steht man unter dem Druck, die Aufheizgeschwindigkeiten zu erhöhen, speziell bei bleifreien Loten mit ihren hohen Zieltemperaturen. Ebenso soll auch die Abkühlung beschleunigt werden, um die Zeit über dem Schmelzpunkt beziehungsweise Temperaturmaximum zu minimieren. Auch hier ist die Prozesssteuerung entscheidend.
Heizelemente und Heißlufttemperatur
Beim Erhitzen von Array-Package-Bauteilen sind Konvektions-Heizelemente, die heiße Luft gebündelt durch eine Düse leiten, geeigneter als Strahlungswärme in Form von Infrarot. Konvektionswärme wirkt ohne Verzögerung, erlaubt aber einen graduellen Temperaturanstieg in der Baugruppe und im Bauteil. Ein besonders wichtiger Faktor ist dabei die Größe und Position der Heizelemente relativ zur Leiterplatte. Wenn die Hitze nur auf die zu bearbeitende Stelle gebündelt wird, wird sich das Substrat weit über den Toleranzbereich hinaus aufheizen, während der Rest der Leiterplatte relativ kühl bleibt. Dies muss zu Verwölbungen der Leiterplatte führen, was die Leiterbahnen stark beansprucht. Die extremen punktuellen Temperaturen können außerdem die Lackschicht verbrennen oder zu Blasen führen.
Die übliche Herangehensweise, um diese Probleme beim bleihaltigen Rework in den Griff zu bekommen, ist es, nicht nur das zu bearbeitende BGA zu erwärmen, sondern die ganze Leiterplatte auf Reflow-Temperatur zu bringen, indem die Profile so eingestellt werden, dass die Temperatur der durch die Düse geleiteten Luft bis zu 220 °C beträgt. Auf diese Weise können sich die Bauteilgehäuse auf bis zu 190 bis 200 °C erwärmen, während das Lot auf 220 °C aufgeheizt wird.
Bedauerlicherweise haben einige Anwender erst aus bereits entstandenem Schaden gelernt, dass diese Herangehensweise für bleifreie Baugruppen ungeeignet ist, da die erforderlichen höheren Temperaturen verheerende Auswirkungen, besonders auf die Unterseite der Leiterplatte, haben. Dies liegt daran, dass diese, genau wie die Oberseite, mit empfindlichen Bauteilen und Kontaktleisten bestückt ist. Deren Kunststoffteile können sich verziehen und verformen, wodurch weitere Nacharbeit nötig wird, oder ihre Lötstellen können teilweise oder vollständig aufschmelzen. So können sich Bauteile und Kontaktleisten ausdehnen, lockern, die Kontakte auseinanderdrücken oder sogar von der Unterseite der Leiterplatte abfallen. Wegen dieser Risiken sollten die betreffenden Bauteile, genau wie die an der Oberseite, nach dem Rework auf eventuelle Verbrennungen, Verfärbungen oder Verformungen geprüft werden.
Einige Rework-Experten versuchen diese Risiken zu vermeiden, indem sie die bleifreien Baugruppen von unten deutlich unter den Schmelzpunkt von 217 °C erwärmen und dann das zu bearbeitende BGA direkt von oben erhitzen, bis der Reflow erreicht ist. Obwohl dies sicher besser als gar keine Vorheizung ist, wird das BGA auf diese Weise dennoch über seine Temperaturtoleranz aufgeheizt, um die unter dem Bauteil liegenden Lotkugeln zum Schmelzen zu bringen. Dadurch besteht weiterhin das Risiko thermischer Schäden.
Das optimale Profil für Baugruppen mit BGAs
Angesichts all dieser Schwierigkeiten wird klar, dass das Rework von Array-Packages auf großen, doppelseitigen Leiterplatten Lötprofile erforderlich macht ,die sorgfältig erstellt und über das System fortwährend kontrolliert werden. Außerdem muss ein hinreichend großes Rework-System verwendet werden, in dem die Leiterplatte sicher eingespannt werden kann, um Verwölbungen zu verhindern, mit genügender Wärmeleistung, um die ganze Leiterplatte rasch vorzuheizen und genau genug, um den Reflow auf den gerade nachzubearbeitenden Teil zu beschränken. Dies alles muss in exakt eingehaltenen zeitlichen Abläufen und Temperaturlimits geschehen.
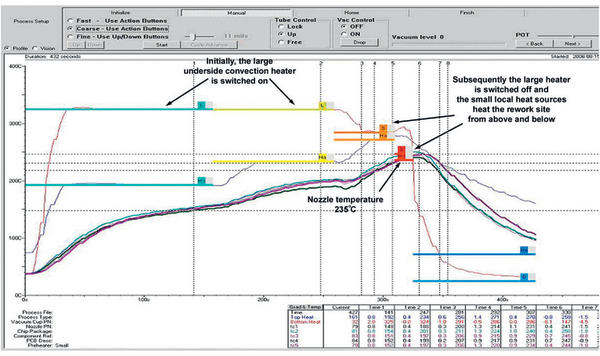
Das optimale thermische Lötprofil einer Leiterplatte wird selbstverständlich von ihrer Größe, ihrer Masse, den Bauteiltypen und der Bestückungsdichte bestimmt. Bei großen doppelseitigen Leiterplatten mit Array-Packages setzt dies ein Vorheizen der Leiterplatte voraus. Bei diesem Prozess wird eine großflächige Unterheizung verwendet, die unterhalb der Leiterplatte die ganze Baugruppe auf eine Temperatur unterhalb des Lotschmelzpunktes, im Idealfall 190 °C, erwärmt. Ist dieser Punkt erreicht, wird die große Unterheizung abgeschaltet und die für den Reflow benötigte Restwärme gezielt über Düsen sowohl von oben als auch von unten auf das Bauteil und die Platine gebracht. Dank der Vorheizphase und des gleichzeitigen Arbeitens der punktuellen Heißluftdüsen von oben und unten, kann der Reworkprozess bei insgesamt niedrigeren Temperaturen durchgeführt werden. Damit wird das Risiko thermischer Schäden am BGA und seinem Gehäuse sowie der umgebenden Bauteilen wesentlich reduziert.
Da der Rest der Leiterplatte bei relativ „kühlen“ 190 bis 200 °C bleibt, kann die Temperatur an der Rework-Stelle anschließend durch aktive Kühlung rasch in den sicheren Bereich abgesenkt werden, wodurch ein Verziehen der Leiterplatte verhindert wird. Da der nicht bearbeitete Teil der Baugruppe während des Reworks unterhalb des Schmelzpunktes bleibt, ist die Gefahr, Bauteile an der Unterseite zu beschädigen, geringer, da das Lot nur dort schmilzt wo dies erwünscht ist. Mit dem hier beschriebenen Verfahren kann außerdem der Temperaturgradient (Delta T) über die gesamte Leiterplatte in einem sehr engen Toleranzbereich gehalten werden.
Schlussfolgerung
Erfahrung, Geduld und viel Experimentieren sind in die Entwicklung eines Konzeptes für die Temperatursteuerung beim Rework doppelseitiger Leiterplatten eingeflossen. Dieses dient jetzt als nützliche Basis zur Erstellung optimaler, produktspezifischer thermischer Profile mit spezieller Software. Genauigkeit und Schnelligkeit sind für erfolgreiches beziehungsweise rentables Rework ausschlaggebend. Meistens reicht es einfach nicht, nur die Temperatur an vorhandenen Geräten „hochzudrehen“. Es ist von entscheidender Bedeutung, dass Rework-Systeme leistungsstark genug sind, um problemlos und genau bei den für bleifreie Prozesse erforderlichen höheren Temperaturen zu arbeiten. Spezielle Steuerungssoftware, die den Aufheizprozess über geschlossene Regelkreise kontrolliert, wird dabei immer wichtiger für hochwertiges, schnelles und kostengünstiges Rework von Array-Packages.
Productronica: A3.542
epp 475
Unsere Webinar-Empfehlung
Stehen Sie vor der Herausforderung, die Lötstellen bei Automotive-Leiterplatten genau zu inspizieren? Entdecken Sie in unserem Vortrag, warum IPC-konforme 3D-Röntgeninspektion für verdeckte Lötstellen essenziell ist. Erfahren Sie die Potenziale und Grenzen der Fehlerdetektion.…
Teilen:








 id=){kind=link}