

Nachdem sich OEMs und Lohnbestücker jahrelang im boomenden Mobiltelefon-Markt in wachsender Nachfrage und in steigender Produktivität sonnen konnten, finden sie sich plötzlich in einer eher tristen Situation wieder. Nach Sättigung des Markts hat die Nachfrage nach einigen Produkten stark nachgelassen. Durch Verbraucher, die mit wenig Eifer neue elektronische Geräte anschaffen, leidet der Gewinn unter dem daraus resultierenden Preiskrieg. Aber die Aussicht ist nicht völlig trübe: Solch ein Einbruch war zu erwarten. Ein kurzer Blick auf die großen Lohnbestücker zeigt, dass das Geschäft trotz ökonomischer Sorgen und Marktverschiebungen stark und gewinnbringend bleibt.
PMJ Automec, Kaiserslautern
Das Verlangen nach immer kleineren, schnelleren und preiswerteren Geräten hält an – obwohl man momentan nur er-raten kann, welche Produkte die Nachfrage antreiben werden: Bluetooth-Bauteile, PDAs, schnurlose Internetgeräte (Wireless-Internet-Appliances, WAP) oder vielleicht etwas ganz anderes. Aber welche Produkte dies auch immer sein werden, drei Dinge sind klar: Ihre Abmessun-gen werden immer kleiner und die Entwicklungszeiten werden weiter sinken, die Produktivitätsgewinne, die durch Front-End-Automatisierung erzielt wurden (Bestücker, Drucker und Öfen), haben ihren Höhepunkt erreicht. Geringe Profitmargen erzwingen höhere Ausbeuten und damit niedrigere Ausfälle. Es gibt noch einen vierten Gesichtspunkt: Die Hersteller, deren Produkte und Gewinne von einer hochvolumigen und kostengünstigen Fertigung abhängen, werden leiden, wenn die Produktqualität, die Kosten und die Fertigungsgeschwindigkeit die Erfolgsquote bestimmen. Von diesen Faktoren hängt letztendlich die Rentabilität ab.
Automatisierung ist der Schlüssel
Was also können OEMs und CEMs tun? Es mag sich widersprüchlich anhören, aber zusammen mit einem verbesser-ten Zuliefermanagement bleibt die Automatisierung der Schlüssel zu höherer Produktivität – aber nicht dort, wo man bis-her hingeschaut hat. Sowohl OEMs als auch CEMs haben erstklassige Arbeit dabei geleistet, das Optimum aus modernen Front-End-Montageprozessen herauszuholen. Damit kommt man dem Ziel der Lights-Out-Produktion immer näher. Aber die herkömmlichen Arbeitsmethoden ha-ben zusammen mit einer nicht ganz optimalen ersten Produktgeneration einige Automatisierungslücken verursacht: Es gibt Segmente in den Back-End-Prozessen, die sich immer noch an manuelle Verfahren klammern. Als Überbleibsel einer älteren, langsameren und weniger unter Wettbewerbs-Druck stehenden Ära bleiben End-of-Line-Arbeiten (EOL), von der Sonderbauteil-Bestückung bis zur endgültigen Montage, dem selektiven Löten und den Testverfahren, übrig – allesamt ein Engpass bei der Hochgeschwindigkeits-Montage. Sie verursachen nicht nur einen geringeren Durchsatz, sondern auch eine Qualitätsminderung und einen Anstieg der Gesamt-Fertigungskosten.
Unter allen sogenannten EOL-Prozessen ist die Bestückung von Sonderbauteilen der kritischste. Die manuelle Sonderbauteil-Bestückung ist besonders arbeitsintensiv, langsam und bei den immer kleiner werdenden Bauteilen, die von Hand kaum mehr gehandhabt werden können, fast unmöglich. Außerdem ist es unsinnig, die schnellen Fertigungslinien abzubremsen, um Sonderbauelemente von Hand zu bestücken und zu befestigen. Noch schlimmer ist aber, dass bei der manuellen Montage wertvolle Zeit verschwendet wird – und das zu einem Zeitpunkt, an dem die Hersteller am wenigsten davon zur Ver-fügung haben. Es gibt aber berechtigte Gründe für die Vorbehalte gegenüber einer automatisierten Sonderbauteil-Bestückung, obwohl diese in modernen High-Speed-Fertigungslinien eingesetzt wird. In der Vergangenheit war die automatisierte Sonderbauteil-Bestückung langsam, teuer und unflexibel. Das Umrüsten einer automatisierten Sonderbauteil-Linie war arbeitsintensiv, sie war oft schwierig einzurichten und bot fast kein Optimierungspotential.
Fortschritte in derExotenbestückung
Im letzten Jahrzehnt wurde die automatisierte Sonderbauteil-Bestückungstechnik auf ein erstaunliches Geschwindigkeits- und Genauigkeitsniveau gesteigert. Robotertechniken haben die Flexibilität erhöht und Software-Optimierungen sorgten für eine verbesserte Programmierung, so dass die automatische Sonderbauteil-Bestück-ung nun ein Maß an Präzision und Flexibilität bietet, das dem anderer automatisierter High-Speed-Anlagen einer Fertigungslinie gleichkommt.
Die heutigen Sonderbauteil-Bestückungsmaschinen von PMJ-Automec sind den Single-Task-Systemen, die auf Robotertechnik basieren, weit voraus, da sie fortschrittliche Visionsysteme und flexiblere Greifer einsetzen, um eine breitere Palette von Sonderbauelementen präzise platzieren zu können. Für die OEMs und CEMs, deren Produktmenge und -vielfalt keine Handbestückung zulassen, macht der Einsatz eines automatisierten Sonderbauteil-Bestückers in Bezug auf die Gesamtrentabilität einen großen Unterschied.
Was genau bedeutet eigentlich Sonderbauteil? Im weitesten Sinn können Sonderbauelemente jede Art von Bauteil sein, die mit herkömmlichen Bestückern nicht ohne weiteres verarbeitet werden können. Beispiele hierfür sind Stecker, Steckerleisten, Transformatoren, DIPs, SIMM- und DIM-Sockel sowie konventionelle Axial- und Radialbauteile. Es ist eigentlich paradox, dass die Bedeutung automatisierter Sonderbauteil-Bestücker ansteigt, während die Anzahl dieser Komponenten auf modernen Baugruppen sinkt, aber wegen der Arbeitskosten und der Anforderung nach kürzerer Time-to-Market stellt das manuelle Bestücken der verbleibenden Sonderbauteile einen im-mer bedeutenderen Teil der Fertigungskosten dar. Nimmt man die Kosten für die Arbeit, die Schulung und den zusätzlichen Flächenbedarf mit in diese Betrachtung auf, macht die manuelle Sonderbauteil-Bestückung bei fortschrittlichen Montageprozessen keinen Sinn mehr.
HerausforderungSonderbauform
Die große Herausforderung beim Bestücken von Sonderbauteilen ist die breite Palette und die unterschiedlichen Bauformen, denen man begegnet. Für ein genaues und automatisiertes Bestücken ist deshalb eine flexible Maschine notwendig, die man schnell auf verschiedene Produkte einrichten kann. Wegen der variierenden Toleranzen und der unumgänglichen Bauteildefekte muss ein automatisiertes Sonderbauteil-Bestücksystem auch in der Lage sein, Komponenten zu inspizieren und den Montageprozess zu überwachen, damit ein korrektes Bestücken sichergestellt ist. Wegen des gestiegenen Ein-satzes der automatischen Sonderbauteil-Bestückung und verbesserter Automatisierungsverfahren wurden von PMJ-Automec verschiedene Prozesse und Standard-Bestückungszellen entwickelt, um die bisher unüberwindlichen Probleme zu lösen.
Feeder- und Greifertechniken
Es gibt eine große Anzahl von Packaging-Typen, wie beispielsweise Radial- und Axialband, ein- und mehrspurige Stangen, Träger in verschiedenen Formen und Größen sowie Endlosstreifen und lose Bauteile. Die Maschinenhersteller haben verschiedene Feeder-Systeme entwickelt, um diese unterschiedlichen Packaging-Typen verarbeiten zu können. Außerdem wurde versucht, die Feeder so flexibel wie möglich zu gestalten, damit sie schnell an eine Zelle angeschlossen und auch wieder von ihr getrennt werden können, sowie problemlos auf die verschiedenen Packaging-Typen einzurichten sind (Stangenlänge und -durchmesser, Trägergröße etc.). Allerdings sind Sonderbauteil-Feeder im Vergleich zu SMT-Beladesystemen relativ teuer, dies trifft besonders auf Träger- und Schalenfeeder zu, die häufig für lose Bauteile (Schüttgut) eingesetzt werden.
Desweiteren existieren nur eingeschränkte Verpackungsstandards für Stangen oder Träger. Um diese Probleme zu lösen, hat GPAX einen Standardgurt entwickelt, der speziell für Bauteile mit Sonderformen ausgelegt ist. Da die Bauteile über die Anschlüsse lokalisiert werden können, erfolgt ein präzises und problemloses Zuführen der Bauteile. Allerdings sind mit diesem speziellen Packaging-Typ zusätzliche Kos-ten verbunden.
Eine weitere Entwicklung, durch die das Zuführen vereinfacht wird, ist es, bestimmte Sonderbauteile, besonders Stec-ker, in Deep-Pocket-Tapes zu verpacken. Mit diesem Beladeverfahren muss der Bestücker das Bauteil nach dem Ergreifen lokalisieren, da die Bauteile im Feeder nicht exakt positioniert werden.
Sonderbauteil-Bestückungszellen müssen Bauteile mit unterschiedlichen Größen und Formen verarbeiten. Damit dieser Prozess mit einem hohen Grad an Genauigkeit durchgeführt werden kann, muss die Greifertechnik sehr flexibel sein. Um diese Flexibilität zu gewährleisten, werden verschiedene Verfahren eingesetzt:
• Multi-Kopf-Greifer
• Pneumatisch/Vakuum aktivierte Greifer mit Kopfwechsel
• Servo-Greifer
• Servo-Greifer mit Fingerwechse.
Multi-Kopf-Greifer bieten effiziente Zykluszeiten, weil der Kopf nicht für jeden Bestückungsvorgang vom Feeder zur Leiterplatte fahren muss. Allerdings ist die Flexibilität dieser Systeme eingeschränkt. Für Bauteilwechsel sind unter Umständen bedeutende mechanische Modifikationen des Bestückungskopfs notwendig. Eine Alternative, um die erforderliche Flexibili-tät zu erzielen, ist der Einsatz eines Einzel-Greifkopfs in Kombination mit einem automatischen Kopf-Wechselsystem. Aber ob-wohl diese Technik eine hohe Flexibilität bietet – alle Bauteilformen und -größen können verarbeitet werden – ist die Kapazität eventuell gering, weil für fast jedes unterschiedliche Bauteil der Bestückungskopf ausgetauscht werden muss. Der Einsatz eines Servo-Greifers, der auf unterschiedliche Bauteilgrößen programmiert werden kann, bietet mehr Flexibilität. Da die eingesetzten Finger nicht automatisch auswechselbar sind, entstehen Nachteile bei unterschiedlich geformten Bauteilen. Systeme mit Servo-Greifern und automatischem Fingeraustausch bieten die höch-ste Flexibilität, da alle Bauteilformen und -größen automatisch verarbeitet werden können.
Nachdem das Bauteil beladen und eingesetzt wurde, muss im letzten Schritt des Montageprozesses sichergestellt werden, dass das Bauteil auf der Leiterplatte festgehalten wird. Für manche Bauteile, wie beispielsweise Stecker, können Halter-ungen benutzt werden. Bei anderen Bauteilen müssen die Anschlussdrähte kalt genietet werden. Hierfür gibt es zwei grundlegende Verfahren: Speziell konstruierte Clinch-Platten oder programmierbare Clinch-Einheiten.
Erkennen der Toleranzen
Das Beladen, Aufnehmen, Plazieren und Fixieren der Bauteile ist nur ein Teil der Sonderbestückung. Einer der größten Vorteile, die aus der Investition in die automatisierte Sonderbauteil-Montage gezogen werden können, ist die potentielle Verbesserung der Produktqualität; allerdings kann dieser Vorteil nur umgesetzt werden, wenn das System sicherstellen kann, dass die Montage korrekt ausgeführt wurde. Wird der automatisierte Montageprozess jedoch unkontrolliert durchgeführt, können die Defekte der fertigen Produkte gegenüber denen aus der manuellen Montage sogar ansteigen. Mögliche Toleranzen im Montageprozess, die ein Überprüfen erfordern, sind beispielsweise
• Leiterplattentoleranzen
• Toleranzen bei der Bauteilzuführung
• Body-to-Lead-Toleranzen
• Lead-to-Lead-Toleranzen/verbogene Anschlussdrähte
Viele Bauteile können ohne irgendeine Form der Erkennung dieser Abweichungen nicht richtig platziert werden, manche Bauteile passen auch nicht auf die jeweilige Leiterplatte. Das System muss solche Bauteile erkennen und zurückweisen können, damit die Produktqualität gewährleistet bleibt. Um solche Abweichungen zu erkennen, sind verschiedene Verfahren, wie beispielsweise schwebende Kopfgreifer, die Vision-Inspektion, das Erkennen während des Einsetzprozesses und Lead-Scan (ein patentierter Prozess von PMJ-Automec), verfügbar.
Die Vision-Inspektion ist die am weitesten verbreitete Erkennungsmethode. Sie kann mit unterschiedlich großem Erfolg für den Ausgleich der genannten Toleranzen eingesetzt werden. Das Verfahren ähnelt dem der Standard-Visionsysteme, die auf SMT-Maschinen benutzt werden. Dem Standard-Visionsystem sind beim Verarbeiten von Sonderbauteilen allerdings Grenzen gesetzt. Zum einen ist eine Inspection-on-the-Fly wegen der breiten Palette von Bauteilformen und -größen sehr eingeschränkt. Zum anderen kann die Inspektion der Anschlussdraht-Position sehr schwierig sein, selbst mit fortschrittlichen Visionsystemen.
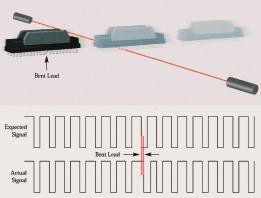
Durch die unterschiedlichen Größen, Formen und Gehäusefarben der Bauteile ist das Einrichten des Inspektionssystems schwierig und das Verfahren kompliziert. Lead-Scan ist ein Verfahren, dass zum Erkennen aller Toleranzen in Verbindung mit Bauteilen für die Durchkontaktierung, ein-schließlich Toleranzen bei der Bauteilzuführung, Body-to-Lead-Toleranzen und Lead-to-Lead-Toleranzen, eingesetzt werden kann. Das System besteht aus einem Laser und einem einfachen optischen Sensor, die zwischen den Feedern und der Leiterplatte angeordnet sind, sowie aus ei-ner speziellen Elektronik und Software, mit der der Y-Achsen-Encoder überwacht wird (die Y-Achse ist die Richtung von den Zuführförderern zur Leiterplatte). Weil dieses Verfahren allgemein anwendbar ist und on-the-Fly arbeitet, kann es für fast alle Komponenten für die Durchsteckmontage benutzt werden. Dies ist besonders bei Pin-in-Paste-Applikationen wichtig, wo der erste Versuch einer Platzierung sitzen muss. Durch die Fähigkeit einer 100-%-igen Inspektion ist die Akzeptanz gegenüber Sonderbauteil-Bestückungsmaschinen gestiegen, weil ihre Leistungsfähigkeit damit der der SMD-Bestücker annähernd gleichkommt.
Die steigende Komplexität elektronischer Geräte zusammen mit geringeren Margen und einer kürzeren Produkt-Lebensdauer erfordern, dass OEMs und CEMs für je-den Schritt des Montageprozesses die fortschrittlichsten Techniken einsetzen. Wenn die Geschwindigkeit, die Genauigkeit und die Kosten die wichtigsten Faktoren sind, ist eine manuelle Montage nicht mehr praktikabel.
Die neuen automatisierten Sonderbau-teil-Bestückungszellen von PMJ-Automec bieten ein präzises und konstantes Platzieren einer Vielzahl von Bauteiltypen und sind dabei sehr flexibel. Sie ermöglichen den Herstellern von Baugruppen damit, schnell auf geänderte Kundenforderungen zu reagieren, und das bei kurzen Lieferzeiten, erweiterten Produktwechseln und vereinfachter Programmierung.
Durch die automatisierte Sonderbauteil-Montage können OEMs und CEMs ihre Arbeits- und Nachbearbeitungskosten reduzieren – den größten Teil der Kosten in der Elektronikfertigung. Diese Ausgaben zu mindern bedeutet, dass ein Unternehmen höhere Qualität und niedrigere Prei-se bieten kann und seine Produkte schneller auf den Markt kommen. Die besten automatisierten Systeme für die Sonderbestückung können Durchsatzraten erzielen, die denen von Standardbestückern sehr nahe kommen. Das Ergebnis ist ein schlanker Montageprozess, der den Ertrag steigert, die Produktqualität verbessert und letztendlich die Kosten senkt.
EPP 164
Eigenschaften des Lead-Scan-Systems
Das von PMJ-Automec für seine Hisac-Bestückungszellen entwickelte Sensor-System Lead-Scan unterstützt das Inspizieren von Bauelementen für die Durchsteck-Montage in Bestückungsgeschwindigkeit. Es erkennt verbogene oder fehlende Anschlüsse vor dem Einsetzen der Komponenten unabhängig von deren Pin-Anzahl oder Bauform. Im Gegensatz zu auf Kameras basierenden Inspektionssystemen scannt es die Anschlüsse des Bauteils während des Transports an den Bestückungsort und erlaubt somit eine Aussage über die Integrität der Pins. Defekte Bauelemente werden automatisch ausgesondert, das System kompensiert selbsttätig Body-to-Lead-Toleranzen und Unregelmäßigkeiten im Vorschub. Es ist in der Lage, Abbildungen defekter Bauelemente für eine Analyse zu speichern. Die wichtigsten Eigenschaften sind:
• Inspektion von unregelmäßig geformten Bauelementen für die Durchsteckmontage
• Erkennen verbogener oder fehlender Anschlüsse
• Berechnen der Bauteilanschluss-Position relativ zum Greifer
• Aussondern defekter Bauelemente vor dem Platzieren
• Automatische Kompensation von Vorschubtoleranzen
• Speichermöglichkeit für Abbildungen fehlerhafter Komponenten zu Analysezwecken
Unsere Whitepaper-Empfehlung

Entdecken Sie wie die automatische Röntgeninspektion (3D-AXI) in höchster Geschwindigkeit mit zweifelsfrei klaren und detailreichen Bildern bestmögliche Produktqualität sichert und die Kosten senkt.
Teilen:








{kind=link}