

Um einen stabilen Fertigungsprozess zu implementieren, ist es erforderlich, dass man alle Variablen, die Einfluss auf das Endprodukt haben, genau kennt und steuern kann. Alle beim Endprodukt einer Fertigung auftretenden Fehler sind entweder auf den Prozess, auf die Maschinen oder auf das Produkt-Setup zurückzuführen. Aber herauszufinden, wodurch der Fehler in einem bestimmten Abschnitt der Fertigung – z.B. dem Schablonendrucker in einer SMT-Linie – tatsächlich entstanden ist, kann eine schwierige Aufgabe sein. War ein Prozess-Parameter, der außer Kontrolle geriet, die Fehlfunktion einer Maschine oder ein veränderter Produkt-Parameter die Ursache dafür? Um diese Fragen zu beantworten, ist es sinnvoll, Verifizierungs-Prozeduren für das Equipment, den Prozess und das Produkt-Setup zu definieren. Mit ihrer Hilfe kann man Fertigungsfehler schnell isolieren und korrigieren, oft noch bevor sie zu echten Problemen werden.
Michael O’Hanlon, DEK, Bad Vilbel
Verifizierung des Equipments
Ein Schablonendrucker muss die Schablone exakt auf die Leiterplatte ausrichten und die vorgegebenen Prozessparameter einhalten. Das muss er für den gesamten Produktionsdurchlauf eines Produktes mit hoher Wiederholgenauigkeit sicherstellen. Aber auch andere Faktoren, wie zu hoher Rakeldruck oder ein mangelhaftes Schablonen-Design, können zu Fehlern führen. Liegt etwa eine Brückenbildung an der Ungenauigkeit des Schablonendruckers, oder am Bestücker, der Kom-ponenten verdreht platziert? Wenn man feststellen kann, dass der Schablonendrucker einwandfrei arbeitet, weiß man, dass man irgendwo anders suchen muss.
Im Normalfall ist es Aufgabe der routinemäßigen Wartung, die Positioniergenauigkeit sicherzustellen und die Prozessparameter zu kontrollieren. Aber das monatliche Rekalibrieren der Fertigungsmaschinen alleine garantiert nicht deren einwandfreie Funktion. Die monatliche Wartung ist wichtig, denn sie verlängert die Lebensdauer der Maschinen. Aber, bevor man im Rahmen der regelmäßigen Wartung die Maschinen automatisch rekalibriert, ist es sinnvoll, sie erst einmal zu prüfen. Arbeiten sie innerhalb der Spezifikationsvorgaben, bringt es keinen Vorteil, sie neu zu kalibrieren. Tatsächlich kann eine Rekalibrierung sogar zu neuen Fehlern führen. Ist eine Rekalibrierung jedoch erforderlich, sollte die Maschine anschließend auf einwandfreie Funktion geprüft werden.
Um die Leistungsfähigkeit eines Schablonendruckers zu verifizieren, braucht man eine Benchmark-Bewertung, anhand derer man feststellt, ob die Maschine innerhalb ihrer Spezifikationen arbeitet. Für alle vollautomatischen Fertigungsmaschinen wird ihre Leistungsfähigkeit definiert und typischerweise in Sigma- oder Cp/Cpk-Werten angegeben. Die Hersteller prüfen ihre Maschinen gewöhnlich nach einem Standardverfahren, indem sie die SPC-Daten (Statistical Process Control) erfassen und diese analysieren, um die Prozessfähigkeit zu ermitteln. Nach dem gleichen Verfahren kann man sich monatlich, nach erfolgter Wartung oder nach Feststellung eines Fehlers, eine Bewertung verschaffen.
Die Hersteller von Schablonendruckern könnten auch einen automatischen Test zur Ausrichtung der Schablone auf die Leiterplatte zur Verfügung stellen. Nachdem die Leiterplatte bedruckt wurde, vergleicht das Inspektionssystem die Passermarken auf der Leiterplatte mit denen der Schablone und liefert so eine Aussage über die Ausrichtgenauigkeit. Erfasst man diese Daten über mehrere Zyklen, kann man die Cp/Cpk-Werte des Druckers errechnen. Eine separate Erfassung der einzelnen Achsen erlaubt es, diese individuell zu bewerten. Die Genauigkeit der Schablonenausrichtung in der X- und Y-Achse sowie im Winkel Theta, wie auch Prozessparameter wie Rakeldruck und Druckgeschwindigkeit können unabhängig betrachtet werden.
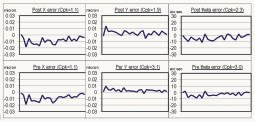
Bild 1 zeigt als Beispiel die Ergebnisse eines Hersteller-Benchmark-Tests mit den entsprechenden Cp/Cpk-Werten. Auf einem Schablonendrucker 265GSX von DEK, mit einer Leiterplatte von 24 x 24 cm² und einer Schablone von 74 x 74 cm² mit passenden Passermarken ergab sich diese Zyklus-Abfolge:
• Die Leiterplatte wird in den Druckbereich gefahren,
• das Vision-System erfasst die Passermarken auf Schablone und Leiterplatte,
• der Drucker richtet die Schablone auf die Leiterplatte aus,
• das Vision-System prüft die Deckungsabweichung der Passermarken,
• die Abweichung wird an eine SPC-Software zur Bewertung geschickt,
• die Leiterplatte wird normal bedruckt, einmalige Auslenkung mit 25mm/s bei 5 kg Rakeldruck,
• das Vision-System prüft wieder die Deckungsabweichung der Passermarken von Schablone und Leiterplatte,
• die Abweichung wird wieder an die SPC-Software geschickt und
• die Leiterplatte wird weitergeleitet.
Die vor dem Druckzyklus erfassten Abweichungen zeigen, wie genau der Drucker die Schablone ausrichten kann. Die nach dem Druck erfassten Abweichungen (Post X,…) geben den Einfluss des aktuellen Druckzyklus wieder. Die Anordnung der Leiterplattenunterstützung sowie die Einstellungen für Rakeldruck, Druckgeschwindigkeit und Trenngeschwindigkeit waren in diesem Fall vom Benchmarktest vorgegeben.
In diesem Beispiel (Bild 1) zeigten die vor und nach dem Druck erfassten Daten beide einen Fehler in der Ausrichtung der X-Achse. Die Überprüfung der Positioniereinheit ergab einen schlechten Kontakt an einem Antriebsmotor. Nach der Reparatur wurde der Drucker erneut getestet und festgestellt, dass er die Hersteller-Spezifikationen von 1,33 Cp/Cpk für alle Achsen übertraf.
Die fehlerhafte Ausrichtung wurde bei einer Überprüfung des Schablonendruckers vor der monatlichen Wartung festgestellt. Eine erneute Prüfung nach der Reparatur ergab, dass ein Rekalibrieren des Druckers nicht nötig war und er als prozessfähig (process capable) wieder in Betrieb gehen konnte. Sollten danach während der Produktion Probleme mit der Druckqualität oder der Registrierung auftreten, würde dieses Wissen die Zeit für die Fehlersuche sehr verringern. Außerdem erhält man mit der Sammlung der monatlichen Testdaten einen nützlichen historischen Überblick über die Leistung der Maschine.
Verifizierung des Prozesses
Wie wichtig es ist, die Maschinen einer Fertigungslinie einem Benchmarktest zu unterziehen, zeigt sich besonders, wenn das Problem nicht bei den Maschinen, sondern im Prozess selbst liegt. Daher spielt ein solcher Test eine Schlüsselrolle bei der Verifizierung des Prozesses. Benutzt man die SPC-Daten des Schablonendruckers um das Setup des zu verarbeitenden Produkts zu verifizieren, kann man feststellen, ob der gesamte Prozess einwandfrei ist, bevor die Produktion gestartet wird. Die SPC-Daten weisen auf Probleme hin, die beim Setup nicht erkannt werden, wie z.B. eine unzureichende Registrierung (Ausrichtung). Bild 2 zeigt die Daten eines Setups mit fehlerhafter Unterstützung der Leiterplatte. Die Veränderung des Wertes für die Y-Achse nach dem Druckvorgang muß beobachtet werden. Da der Schablonendrucker als einwandfrei verifiziert wurde, wusste man, dass die Fehlerursache im Setup zu suchen war. Die Tatsache, dass alle Daten vor dem Druck innerhalb der Spezifikation lagen und erst nach dem Druck die Abweichung bei der Y-Achse auftrat, bestärkte die Überzeugung, dass weder der Drucker noch das Vision-System fehlerhaft arbeiteten. Die weitere Überprüfung zeigte, dass eine unzureichende Unterstützung der Leiterplatte dazu führte, dass diese sich beim Druck durchbog. Nachdem die LP-Unterstützung korrigiert worden war, stieg der Cpk-Wert für die Y-Achse auf 2,3. So wurde ein mangelhaftes Setup entdeckt, noch bevor das Produkt in die Produktion ging, und das Problem konnte schnell und einfach identifiziert werden.
Verifizierung des Setups
Wurden Drucker und Prozess als einwandfrei verifiziert, kann die Produktion starten. Aber immer noch kann der Bediener die Ausbeute am Ende der Linie beeinflussen. Bei den heutigen Schablonendruckern werden die Prozess-Parameter wie Rakeldruck, Druckgeschwindigkeit, Trenngeschwindigkeit und der Druckweg gesteuert, indem man die Variablen in der Produktdatei verändert. Wird die Produktdatei gespeichert, kann man sie später immer wieder aufrufen. Die Sicherung der Datei mit Schutz vor unbefugter Änderung erhöht die Wiederholgenauigkeit des Prozesses. Jedoch hängt die Stetigkeit der Produktion auch davon ab, ob der Bediener das richtige Setup wählt. Jede Abweichung kann den Prozess beeinflussen. Es reicht nicht unbedingt, eine bekannte gute Produktdatei zu wählen, um ein korrektes Setup zu erhalten. Wurde etwa die Lotpaste schlecht aufbereitet oder die Leiterplatte falsch unterstützt, wird man eine Zunahme an Fehlern feststellen, die scheinbar auf den Prozess zurückzuführen sind.
Es ist äußerst wichtig, eine genaue Dokumentation aller Setup-Variablen sicherzustellen, denn man muss mit der Möglichkeit rechnen, dass Unbefugte die Parameter verändern. Außerdem sind folgende Fragen zu klären: Wofür sind Bediener und Setup-Techniker verantwortlich? Wer sucht die Ursachen evtl. auftretender Fehler? Haben diejenigen Zugang und die Berechtigung, das Originalprogramm zu ändern? Sind sie fachlich befähigt, die Fehler zu beheben? Wie werden Änderungen dokumentiert? Ohne Kontrolle über die Parameter der Produktdatei wird diese zu einer unbekannten Größe, die verifiziert werden muss.
Die Produktdatei sichern und archivieren
Ein Setup-Techniker, der die Beziehungen der Prozess-Parameter untereinander und ihre Auswirkungen auf das Endprodukt versteht, sollte das endgültige Produkt-Setup abschließen, denn dafür ist einige Prozesskenntnis erforderlich. Nachdem sich der Prozess als einwandfrei erwiesen hat, sollte die Produktdatei archiviert werden – über eine Netzwerkanbindung des Druckers oder auf einer Diskette, die dann auf eine andere Festplatte überspielt wird. Wurde das Produkt mit dieser Datei einwandfrei produziert, sollte es später keine Probleme geben.
Zusammen mit der gesicherten Produktdatei sollte der Setup-Techniker eine „Produktionsanweisung“ erstellen, in der alle Setup-Einzelheiten, wie Hinweise zur Leiterplattenunterstützung, Größe und Winkel der Rakel sowie eine Auflistung aller wichtigen Prozess-Parameter dokumentiert sind. Bei späteren Produktionen dieses Produktes kann der Bediener das Setup anhand dieser Anweisungen verifizieren.
Sollte es erforderlich sein, einen Parameter anzupassen, muss diese Änderung dokumentiert werden. Eine Veränderung der Luftfeuchte im Produktionsbereich z.B. könnte eine Anpassung der Druckgeschwindigkeit oder eine häufigere Schablonenreinigung erfordern. Dieses muss in der „Produktionsanweisung“ festgehalten werden, damit immer die richtigen Parameter für die jeweiligen Bedingungen eingestellt werden können.
Hat man die Parameter derart unter Kontrolle, werden Probleme mit der Fertigung wohl eher auf das Setup, als auf den Prozess selbst zurückzuführen sein. Daher sollte der erste Schritt des Bedieners bei der Fehlersuche sein, das Setup zu verifizieren (unter Verwendung der Produktionsanweisung) und nicht den Prozess zu verändern. Wenn sich herausgestellt hat, dass das Setup in Ordnung ist, sollte der Setup-Techniker eingeschaltet werden. Die eigenmächtige und willkürliche Veränderung von Prozess-Parametern kann mehr Probleme verursachen als lösen. Tritt z.B. ein Problem mit der Pastenhöhe auf, könnte ein Bediener mit geringen Prozess-Kenntnissen auf die Idee kommen, den Rakeldruck zu erhöhen, um die Höhe des Pastenauftrags zu verringern. Das mag die Pastenhöhe tatsächlich beeinflussen, aber wenn die tatsächliche Ursache in einer fehlenden Unterstützung der Leiterplatte in diesem Bereich liegt, wird der höhere Rakeldruck auch zu Brückenbildungen führen.
So wie der Setup-Techniker die SPC-Daten des Schablonedruckers für die Prozess-Verifizierung nutzt, können sie am Beginn einer Fertigung auch zur Verifizierung des Setups dienen. Wenn der Produktionsjob zum ursprünglichen Setup passt, werden auch die SPC-Daten identisch sein. Weichen die Daten jedoch ab, weiß der Bediener, dass er das Setup überprüfen sollte.
Ohne Verifizierung würde z.B. ein Problem mit der Leiterplattenunterstützung unbemerkt bleiben, bis am Ende der Linie Fehler am Produkt festgestellt werden. Wird der Prozess während des Produktionslaufs kontinuierlich überwacht, kann der Bediener Prozessabweichungen sofort feststellen. Treten Fehler auf, muss der Bediener zunächst das Setup des Druckers anhand der „Produktionsanweisung“ neu verifizieren. Ist das Setup in Ordnung, sollte er das Problem an den Setup-Techniker weitergeben. Jedoch wird eine erneute Überprüfung des Setups das Problem in der Regel identifizieren, vorausgesetzt, Drucker und Prozess wurden verifiziert und die Produkt-datei gesichert.
Ohne die beschriebenen Verifizierungs-Prozeduren wird es schwer fallen, zu entscheiden, wo man mit der Suche nach den Ursachen für Fehler, die sich am Ende der Fertigung zeigen, beginnen soll. Alle Abschnitte der Produktionslinie sind verdächtig. Wurde der Fehler beim Schablonendruck, bei der Bestückung oder im Reflow-Ofen verursacht? Soll man zuerst versuchen, die Prozess-Parameter zu modifizieren oder die Maschinen zu rekalibrieren? Ohne den richtigen Einstieg sind die meisten Bediener mit dieser Aufgabe überfordert.
Durch die regelmäßigen Verifizierungen der Maschine, des Prozesses und des Setups werden Prozessschwankungen vermieden. Tritt ein Fehler auf, ist er vom Bediener schnell identifiziert und behoben – ohne oder mit nur kurzer Produktionsunterbrechung. Verifizierungs-Prozeduren stellen sicher, dass der Prozess zuverlässig und reproduzierbar ist. Die Produktionsausbeute steigt und Nacharbeiten werden minimiert.
Literaturverweis:
- 1) Bennett R. and Lieske R.: „Equipment Utilization for world class manufacturing“, Nepcon Proceedings, Feb. 1997
- 2) Michael O’Hanlon: „Qualifying and Maintaining Process Sensitive Manufacturing Equipment on the Production Floor“, APEX Proceedings, March 2000
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}