

Obwohl der Schablonendruck als sehr effizientes Verfahren zum Aufbringen von Lotpaste auf Leiterplatten gilt, ist Dispensen eine ernstzunehmende Alternative. Insbesondere die letzte Generation von High-Speed-Dispensern sorgt dafür, daß dieser serielle Prozeß in der Baugruppenfertigung an Boden gewinnt. Vor- und Nachteile beider Techniken sind gut verteilt, so daß eine Klärung der applikativen Besonderheiten hilfreich ist.
„Das größte Problem beim Dispensen von Lotpaste besteht darin, daß der serielle Prozeß, bei dem ein Punkt nach dem anderen aufgebracht wird, für ein komplettes Board lange dauert“, erläutert Chris Davies von Speedline/MPM. „Obwohl in bestimmten Anwendungen eine wichtige Alternative, konnte Paste per Dispensen nicht schnell genug aufgebracht werden, so daß das Verfahren für die hochvolumige Baugruppenfertigung nicht interessant war.“ Der Schablonendruck gilt vor allem deshalb als effizientes Verfahren, weil es bisher keine wirkliche Wahl dazu gab. Doch die Dispensautomaten arbeiten inzwischen ausreichend schnell und bieten sich als wirtschaftliche Alternative in zahlreichen Applikationen an. Damit ergibt sich die Frage: Was ist besser – Dispensen oder Schablonendruck beim Aufbringen von Lotpaste?
Schablonendruck der Paste
Der Schablonendruck ist im Prinzip ein einfaches und schnelles Verfahren: Lotpaste wird auf eine Schablone aufgebracht, ein Rakel fährt über die Schablone und drückt die Lotpaste in die Öffnungen. Wird die Schablone von der Leiterplatte abgehoben, bleibt die Lotpaste an den Lotpads haften. Die Dicke der Pastenschicht wird von der Schablonendicke und der Verteilung der Paste bestimmt. Eine andere Technik ist die Verwendung von abgestuften Schablonen. Sie ermöglicht das Aufbringen von unterschiedlich dicken Lotpastenschichten mit derselben Schablone. Jedoch verteuert sich dadurch die Schablone, und auch die Packungsdichte auf Boards wird beeinträchtigt.
Moderne Schablonendrucker arbeiten außerordentlich präzise und schnell. Schablonen jedoch sind für einige Baugruppenhersteller wegen der Kosten und Umrüstzeiten nicht praktikabel. Die Justage der Schablone in Bezug zur Leiterplatte erfolgt per Passermarken und Bildverarbeitung. Die Druckgenauigkeit hängt hauptsächlich von der Fertigungspräzision der Schablone ab, nicht vom Drucker. Für Abweichungen zwischen den Leiterplatten gilt, daß die beste Passung jene ist, bei der kritische Gebiete optimal ausgerichtet sind, während in weniger kritischen Bereichen geringe Toleranzen akzeptabel sind. Sollte die Abdichtung zwischen Schablone und Leiterplatte nicht perfekt sein, besteht Gefahr, daß Lotpaste unter die Schablone gelangt und Boards verschmutzt werden. Aus diesem Grund arbeiten viele Schablonendrucker mit einer Reinigungsoption der Schablonenunterseite, wobei Papier und Lösungsmitteln jedoch erhebliche Kosten verursachen können.
Dispensen der Paste
„Ein perfektes Verfahren zum Aufbringen von Lotpaste setzt einen einfachen Betrieb mit hoher Geschwindigkeit und Genauigkeit voraus und sollte die Pads direkt mit Lot versorgen, so daß sich Schablonen und damit regelmäßige Reinigungen erübrigen“, sagt Peter Gibbs von Speedline/Camalot. Chris Davies ergänzt: „Fortlaufende Verbesserungen der Dispenstechnik ermöglichen in zahlreichen Applikationen den alternativen Einsatz zum Schablonendruck.“
Das Dispensen von Lotpaste ist ein präzises Verfahren, bei dem man die CAD-Daten des Boards zum Aufbringen der Lotpaste nutzt. Außerdem kann man damit problemlos anhand des Dispensprogramms unterschiedliche Pastenvolumen aufbringen. Aufgrund dieser Vorzüge eignet es sich besonders gut für Fertigungen mit hohem Produktmix (viele unterschiedliche Boardtypen bei kleinen oder mittleren Losgrößen). Zum Umrüsten zwischen verschiedenen Boards muß lediglich das Dispensprogramm geändert werden. Die jüngste Baureihe der Xyflex-Mehrkopfdispenser von Speedline/Camalot kann zum Beispiel bis zu 140.000 Punkte stündlich setzen. Damit harmoniert dieser Dispenser bestens mit dem hohen Durchsatz heutiger SMT-Linien.
Vorteile des Dispensens
Bei bestimmten Applikationen ist Dispensen tatsächlich das einzig vernünftige automatische Verfahren: beispielsweise wenn Schaltungen nicht bedruckt werden können (wie 3D-MID-Schaltungen) oder Lotpaste direkt an Komponentenanschlüsse aufgebracht oder in Durchkontaktierungen eingebracht werden muß. Außerdem wird Dispensen bei Nacharbeiten bzw. Reparaturen eingesetzt, um Lotpaste genau auf die Lötstellen zu plazieren. „Es gibt zahlreiche Applikationen in denen Dispensen als einzig praktische Alternative betrachtet wird“, so Peter Gibbs. „In Forschung und Entwicklung bzw. Prototypenbau zum Beispiel müßte man für jede Boardversion eine Schablone herstellen, was bei kleinen Losen zu kosten- und zeitintensiv ist. Beim Dispensen dagegen sind oft nur geringe Änderungen im Programm nötig, um Boardänderungen zu folgen.“ Dadurch läßt sich der Entwicklungsprozeß wesentlich beschleunigen und Kosten einsparen, auch wenn die spätere Fertigung per Schablonendrucker erfolgt.
Ein wichtiger Applikationsbereich für Dispenser ist das Advanced-Packaging einschließlich Bumping und Unterfüllen von BGA und Flip-Chip oder Encapsulation von nackten Halbleitern. Advanced-Packaging wird immer wichtiger, deshalb befinden sich bei Halbleiterherstellern oder Packaging-Dienstleistern die Dispenser in den Fertigungslinien. Beispielsweise ist es möglich, die Boards zuerst per Reflow zu löten und dann erst BGA-Kornponenten aufzubringen, wobei die Lotpaste dispensiert wird. Dispensen ist wichtig bei Nacharbeiten, denn auf bereits bestückte Baugruppen kann ja nicht mehr gedruckt werden. Man kann es auch als Ergänzung zum Schablonendruck einsetzen. Dazu gehört als Beispiel der Druck der Lotpaste und anschließend das gezielte Dispensen der Lötanschlüsse eines Steckverbinders.
Hohe Flexibilität
Der Dispenser kann problemlos fürs Plazieren unterschiedlicher Punktgrößen an unterschiedlichen Stellen programmiert werden. Um optimale Genauigkeit in allen kritischen Bereichen unabhängig von den Toleranzen der Leiterplatte zu gewährleisten, können Bezugsmarken berücksichtigt werden. Umrüsten von einem Board zum anderen erfolgt, wie erwähnt, automatisch und ohne Eingriff des Personals durch einfachen Wechsel des Programms. Für den Schablonendruck gilt, daß eventuell hunderte von Schablonen (hohe Investition) in einem großem Lager aufzubewahren sind.
Materialeinsparungen
Wesentlich ist auch die Einsparung von Lotpaste. Beim Rakeldruck endet bis zu 40% der aufgebrachten Lotpaste als Abfall (teurer in Einkauf und Entsorgung). Die Paste ist auf der offenen Schablone dem Luftsauerstoff sowie weiteren Einflüssen ausgesetzt und verschlechtert damit im Lauf der Zeit ihre Eigenschaften. In einigen Anwendungen läßt sich Lotpaste wieder- oder weiterverwenden. Dies kann jedoch für Qualitätsbaugruppen auf keinen Fall empfohlen werden.
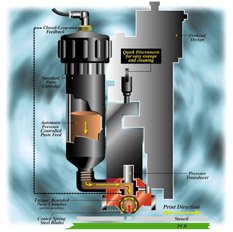
Die nun mit geschlossenen Pastensystemen arbeitenden Techniken wie ProFlow oder der rheometrische Pumpendruckkopf von Speedline/ MPM haben dieses Abfallvolumen erheblich reduziert. Der rheometrische Pumpendruckkopf eliminiert beinahe vollständig die Beeinträchtigung der Eigenschaften sowie das Recyclingproblem. Beim Dispenser befindet sich die Lotpaste bis zum Gebrauch in einer luftdichten Kartusche, Verschlechterungen durch Kontakt mit dem Luftsauerstoff ist einfach kein Thema mehr.
Hohe Sauberkeit
Dispensen ist systembedingt eine saubere Technik. Dies ist vor allem in Fertigungen mit hohem Produktmix wichtig. Bei jeder Umstellung des Schablonendruckers auf ein anderes Board muß die Schablone gewechselt und natürlich gereinigt werden. Normalerweise wird dabei eine Anlage zur Schablonenreinigung mit Reinigungmitteln verwendet, auch hier entsteht dann die Recyclingfrage. Beim Dispensen aber muß nur gelegentlich eine kleine Patrone gereinigt zu werden. Lösungsmittel sind drastisch reduziert, weshalb das Verfahren bedienungs- und umweltfreundlicher ist.
Betriebskosten
Dispensfähige Lotpaste ist aufgrund der höheren Verpackungskosten normalerweise etwas teurer als Druckpaste. Dieser Nachteil wird jedoch durch Einsparungen mehr als ausgeglichen. Deshalb muß die Entscheidung für Dispensen oder Drucken anhand der Applikation gefällt werden. In Bezug auf die Kosten kann Dispensen anfänglich teurer erscheinen als Drucken. Doch wenn die Schablonenfertigung und die damit entstehenden Betriebskosten berücksichtigt werden, kann sich hier die Kostensituation langfristig erheblich günstiger erweisen. Ein Programm für Produktivitäts- und Kostenoptimierungen in Bezug zur jeweiligen Applikation ist von Speedline/Camalot verfügbar. Es ist eine wertvolle Hilfe bei der Suche nach der Antwort, ob man Dispensen oder Drucken sollte, denn es offeriert eine Kostenanalyse beider Verfahren.
Dispensfähige Lotpaste
Dispensfähige Lotpaste unterscheidet sich stark von anderen Mixturen. Die Zusammensetzung der Lotpaste muß eine ausreichend hohe Viskosität innerhalb der Dispenserkartusche aufweisen und darf nicht auslaufen. Unter Druck muß die Viskosität so weit abnehmen, daß die Paste rasch die Dispensnadel passieren kann. Nach dem Dispensen wiederum muß die Paste schnell die vorherigen Viskositätseigenschaften annehmen.
Bei der Wahl der Lotpaste für Drucker oder Dispenser ist die maximale Partikelgröße von Bedeutung. Fine-Pitch-Paste für Schablonendrucker hat eine Pulverpartikelgröße unter 45 µm, wobei die Mindestgröße ohne Bedeutung ist. Die Lotpaste fürs Dispensen sollte eine maximale Größe von 25 µm und eine minimale von 15 µm aufweisen, damit Verstopfungsprobleme der Nadel wegen kalt verklebter Pulverteilchen nicht auftreten können. „Die rheologischen Eigenschaften dispensfähiger Lotpaste sind von entscheidender Bedeutung für das erfolgreiche Aufbringen“, unterstreicht Tom Falcon von Alpha Metals. „Eine gut dispensfähige Lotpaste hat ein homogenes Fließverhalten mit Gelstruktur, die beim Abscheren zusammenbricht. Sie fließt leicht aus der Nadel und sie behält das Punktprofil, das zum Halten und Sichern von Bauteile nötig ist.“
Außerdem muß eine solche Lotpaste eine konstante Größenverteilung des Lotpulvers und eine geringe prozentuale Abweichung des Pulvers vom Nennbereich aufweisen. Ungünstige Verteilungen der Pulvergröße können beträchtliche Auswirkungen auf die rheologischen Eigenschaften haben. Sind zu viele Partikel am unteren Ende des Nennbereichs verteilt, führt dies wegen des gesteigerten Verhältnisses von Oberfläche zu Masse zu höherer Viskosität, wodurch mehr Fluxer zum Aktivieren nötig ist. Materialfragen sind von entscheidender Bedeutung für die Anwendung der Lotpaste im Dispenser. Gegenwärtig verfügbare dispensfähige Lotpasten können nur für einen Padraster von 0,5 mm (Punktdurchmesser 0,3 mm) eingesetzt werden. Somit ist der Einsatz solcher Pasten in Fine-Pitch-Applikationen unter 0,5 mm nicht möglich. Dies ist auch der Grund dafür, warum führende Lieferanten von Lotpasten wie Alpha Metals sehr intensiv an Formulierungen arbeiten, die diese Barriere überwinden. Alpha hat die dispensfähigen Lotpasten UP78 und DPR L1 eingeführt, die speziell auf Fine-Pitch-Applikationen abgestimmt und getestet worden sind.
Drei Antworten
Momentan läßt sich die Klärung der Frage, ob Dispensen oder Drucken sinnvoll ist, in drei Kategorien unterteilen.
• Für hohen Fertigungsmix (kleine Lose mit hoher Typenvielfalt) ist Dispensen die bessere Alternative, denn der Zeit- und Kostenaufwand für Schablonen entfällt.
• Bei geringem Fertigungsmix (große Lose mit geringer Typenvielfalt) ist der Schablonendruck optimal aufgrund hoher Schnelligkeit. Die Kosten für die Schablonen sind bei hohen Produktionsvolumina vernachlässigbar.
• Schwierig ist die Entscheidung bei mittleren Fertigungsquantitäten und mittlerem Typenmix. In solchen Fällen muß man beide Verfahren in Betracht ziehen. Doch ist es am besten, wenn man sich von neutraler Seite, die große Erfahrung mit beiden Methoden hat, beraten und die optimale Lösung für die Applikation zeigen läßt.
EPP 172
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}