
Process engineers who are experienced with surface mount technology (SMT) adhesive dispensing presumably understand the labor and process knowledge that is required to develop and maintain a robust process. Increased throughput and smaller component sizes have put a tremendous strain on assembly technology. This is one reason that non-contact dispensing using an adhesive jet is finding favor.
Frank Murch, Director of Marketing,Frank Piracci, Product Manager,Asymtek, Carlsbad, CA, USA
Needle cleaning and replacement, monitoring and fine-tuning dispense parameters, changing syringes, setting-up board-support pins and other adjustments are all routine tasks when dispensing SMT adhesives. Clean, newer, well-run and well-maintained equipment produces the best results. However, not every operation has the benefit of the newest, best-running machines with a dedicated dispensing expert who can understand and optimize all the factors that lead to good results.The required number of dots-per-hour is also increasing to keep pace with the placement rates. Over the past 20 years, dispensing methods have experienced dramatic refinement, but the basics have remained the same.
Non-contact jetting
Office printers have jetted ink for years, but the technique is still rare in SMT assembly. Conceptually, jetting works differently from traditional dispensing by avoiding many of the limitations of needle dispensing. For example, needles with mechanical stand-offs aren’t required since the distance from the needle opening to the board surface is fixed. Contact with the board is not required, so calculating the dispense gaps for different dot sizes is unnecessary. Non-contact also means that wear on the stand-off is not an issue because there is no wear point. Vibration is minimal and underboard support is not required for good dispensing.
The dispenser moves above the board at a fixed distance, so the Z-motion time is eliminated saving time. Trying to dispense at the wrong height above the board is one of the fundamental causes of stringing or tailing in traditional needle dispensing. A big advantage with non-contact dispensing is that the risk of stringing or tailing is minimized, which is important since, these are major problems for the process engineer.
Z-motion advantage
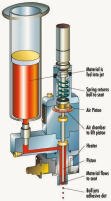
The surface mount adhesive is fed into a chamber of the jet. Using a ball-and-seat design, the material fills the void left by the ball as it retracts from the seat. As the ball returns, the force due to acceleration breaks the stream of adhesive, which is jetted through the nozzle. The broken stream of adhesive strikes the substrate and forms an adhesive dot. The shot clears the tip in a few milliseconds. A second shot can be fired in the same location at the speed of the air valve and material recovery.
Because the adhesive is shot out of the jet at a fixed height above the substrate, the inherent limitations found when using a mechanical stand-off are no longer issues. In needle dispensing, the gap between the needle tip and the board is controlled with a mechanical stand-off. The stand-off is driven into the board, and used to establish a fixed distance or dispense gap above the board. Repeated contact with the board will cause the stand-off to wear and get shorter over time, resulting in poor quality dispenses.
Another limitation is that the stand-off cannot be placed where the dot is without interfering with either a previously dispensed dot or the land pads. These areas are slightly higher or lower than desired, which changes the dispense gap and results in a deformed dot. Non-contact dispensing eliminates this complication. The changes in the dispense gap is slight, and the technique compensates for the variation without any adjustment.
Without a mechanical stand-off required, there is no contact with the board. This translates into a tremendous reductionin vibration. Needle dispensing ‘overdrives’ the board by a small distance to ensure full contact on warped PCBs and maintaining proper dispense heights. This overdrive results in the need to support mid-sized and large boards from below with tooling pins. The impact that the stand-off makes with the board also sets up vibrations that can interfere with the formation of the dot. Vibration is a major cause of speed limitations in high-speed dispensers. Underboard support is used to minimize this tremble. Although the vibration can be easily seen using high-speed cameras, the process engineer must compensate for the effect from quivering without the benefit of actually seeing it. Eliminating the major source of vibration entirely is a tremendous advantage in speed, set-up and dispense quality.
Deration – the unwantedspeed difference
Deration is the difference between the specified and the real speed. The specified rate is normally the actual speed at which a dispenser can dispense a small dot on a grid with a specific pitch. A mix of large and small dots dispensed at random distances derates the dispenser. Large dots in most dispensing heads require more time to move the material, allowing the material to wet the board, and to pull the material away from the needle. A deration of 15 to 30% between a 0.50mm (20mil) and 1.0mm (40mil) dot is the norm.
Non-contact dispensing also derates with dot size, but the deration method is different. Once set, the jet dispenses one size dot. Building a larger dot requires a second dot on top of the first one. This deration is the speed to move the ball off the seat and back again (which can be done approximately 67 times a second). Thederation is in the 5 to 15% range. This means non-contact dispensing will derate less.
The second element of deration is in the motion. As the dots move further apart, the platform’s acceleration (deceleration) rate and the speed come into play. These are exactly the same for non-contact and needle dispensing. However, the needle dispensing must move in three axes (X, Y and Z) where non-contact methods need control over only two axes (X and Y). The result is less control, less complex movement and less deration. The benefit is found in higher actual throughputs and less variability when using non-contact dispensing.
Material compatibility
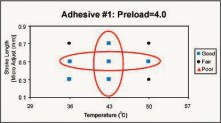
Non-contact dispensing moves the adhesive in different ways and with different forces than needle dispensing. The results are varied, and some materials cannot be dispensed through a jet in a robust manner. To determine what substance characteristics make a good jetting material and to determine which existing products work, a study was contracted at the Rochester Institute of Technology in New York. This study evaluated a series of materials to determine if they were jettable in a production environment. The results include the following: adhesives originally developed for stencil-printing tend to demonstrate poor jetting characteristics. (They also tend to dispense poorly in traditional needle dispensing above the 40,000dph rates). New adhesives seem to jet very well (and to dispense better in traditional dispensing because they were formulated with high-speed rate in mind).The adhesives used in needle dispensing are also the best adhesives for jetting. The variables in jetting are the spring tension (preload), the temperature and the stroke length.
Non-contact dispensing demonstrates a series of examples where throughput was improved. Quality and speed typically have an inverse relationship. However, with non-contact dispensing, ‘tweaking’ is minimal. It is a set-and-forget process and no further adjustments are generally required. The cleaning interval varies with the use model, type of material and environmental factors. The dots are not formed in the same way, so the dot-profile looks different.In needle dispensing, the needle extrudes the adhesive andhas a ‘peaky’ profile. The profiles of jet-ted dots are dome-shaped, which provides less variation and better overall surface coverage of the glue on the components.
Concepts are one thing, but practical use is another. There are now a series of production examples using non-contact dispensing. Astec (a power supply manufacturer headquartered in St. Louis, Missouri) has upgraded its production line with a Siplace HS-50 pick&place machine (50,000cph). Dispensing speed had to be increased to match the high placement rate. This was accomplished using a non-contact jetting method. Older techniques provided 410 boards per hour, but the jet raised the capability to 660 boards per hour. Maintenance was reduced, and the number of operators required dropped.
Case studies from the US
Philips North American Center for Industrial Technology, located in Sunnyvale, California, also explored non-contact jetting techniques for dispensing SMT adhesive. Philips experienced a 50% increase in throughput with this technology. They also saw advantages for maintenance and the elimination of board support pins, which significantly reduced the effort required for a model changeover.
Subcontractor Apsco, located in Perry, Ohio, uses non-contact dispensing to keep pace with the other in-line equipment. Apsco has experienced yield improvements and speed increases that theydirectly attribute to the elimination of board contact and minimizing height sensing.
These three companies were kind enough to share their experiences with non-contact jetting technologies. Many companies are realizing advantages that are directlyattributable to non-contact dispensing. Users working with SMT adhesive dispensing are fully aware of the complications that can be caused by a poor dispensing process. Non-contact dispensing addresses the task in a unique way that avoids a large number of complications – it can reduce set-up time, maintenance, and extra adjustments. The result on the factory floor is better yield with less work. Non-contact dispensing is a breakthrough technology that is here to stay.
EPP 179
Zusammenfassung
Beim kontaktlosen Dispensen von SMT-Kleber wird das Material mit hoher Geschwindigkeit punktweise durch eine Düse auf die Leiterplatte appliziert. Das vermeidet den Bedarf für Dispensernadel und PCB-Support und stellt sicher, daß die Anforderungen von hochvolumigen Linien und deren Durchsatz erreicht wird. Weitere große Vorteile sind der Wegfall von Z-Achsen-Abstandsproblemen bei Dispensernadeln sowie eine Reduzierung der Dispensingeffizienz (Derating) und des Wartungsaufwands.
Résumé
Lors de l’application sans contact de colle CMS, le produit est projeté sur la carte imprimée par points à haute vitesse par une buse. Ceci évite l’emploi d’une aiguille et d’un support de PCB et permet de respecter les exigences des lignes à gros volume et leur débit. Les autres avantages importants sont la disparition des problèmes de distance de l’axe Z pour les aiguilles de même que la réduction de l’inefficacité (derating) et des frais de maintenance.
Sommario
Nel dosaggio senza contatti di collante SMT il materiale viene applicato puntualmente e ad alta velocità attraverso un ugello sulla piastra. Ciò permette di fare a meno dell’ago di dosaggio e del PCB-Support garantendo di poter soddisfare i requisiti di linee ad alto volume e la relativa portata. Ulteriori significativi vantaggi sono la totale mancanza del problema della distanza dell’asse Z per aghi di dosaggio cosìccome una riduzione dell’efficacia di dosaggio (Derating) cosìccome dell’intensità di manutenzione.
Reference
S. Manian Ramkumar and Frank A. Piracci: Characterizing Key Process Control Parameters. Circuits Assembly, February 2001
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}