
Aus immer mehr Branchen, wie zum Beispiel Automobilindustrie, Sensorenhersteller oder Militär, kommt die Forderung der Schutzlackierung von Leiterplatten. Dabei wird der Lackierprozess meistens bei der Entwicklung der fertigen Leiterplatte nicht berücksichtigt. Dies hat zur Folge, dass das fertige Leiterplatten-Design von dem benötigten Fertigungsequipment eine sehr hohe Flexibilität verlangt.
Armin Riedel, AAT Aston, Nürnberg
Um alle zu lackierenden Punkte und Flächen auf einer Baugruppe zu erreichen, muss ein Automat deshalb mittels programmierbarer Achsen diese Flexibilität aufweisen.
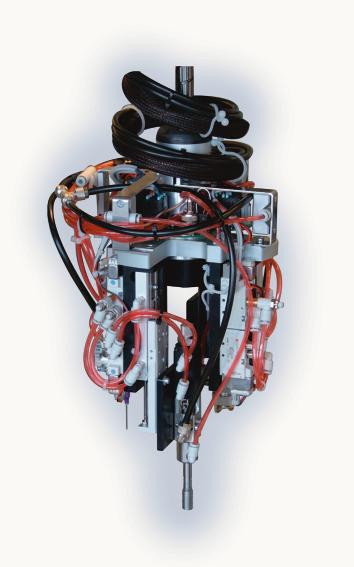
Die Roboterplattform HC-200 (Bild 1) von DIMA SMT Systems verfügt aus diesem Grunde über vier programmierbare Achsen und für jedes Werkzeug (z. B. Lackier- oder Dosierventil) eine zusätzliche Z-Achse und Schwenkachse.
Am Kopf selbst lassen sich bis zu vier Werkzeuge befestigen. Dies können Lackierventile, Dosierventile, aber, in Zukunft, zum Beispiel auch Greifer oder Elektroschrauber sein.
Das patentierte Lackierventil DD-5140 wurde vom Unternehmen selbst entwickelt und gewährleistet Kantenschärfe, gleichbleibende Schichtdicke und einen Lackauftrag ohne Overspray. Verarbeitet werden können damit alle handelsüblichen Schutzlacke, ob lösemittel- oder wasserbasierend, ob Silikon- und oder UV-Lacke.
Bei der Entwicklung der Anwendersoftware wurde auf eine leichte Handhabbarkeit und schnelles Einrichten besonderer Wert gelegt.
So wurde eine grafische Darstellung mit einer deutschen Bedienoberfläche gestaltet, die es dem Einrichter ermöglicht, die sechs Achsen sehr leicht und schnell entsprechend der Baugruppe zu programmieren.
Ein weiterer Clou ist die im Zentrum des Kopfes integrierte Kamera.
Diese ermöglicht das sehr bequeme Programmieren von Leiterplatten oder anderen Produkten nur mittels Bildschirm und Tastatur. Es ist nicht notwendig den Kopf in die Maschine zu stecken und „um die Ecke“ zu schauen (Bild 2).
Das selektive Lackieren stellt den Anwender in puncto Prozesssicherheit zusätzlich vor einige nicht zu vernachlässigende Probleme:
Zum Einen verändern die meisten Schutzlacke bei Temperaturschwankungen ihre Viskosität im erheblichen Ausmaß. Dies kann bei einem Delta T von 5 Kelvin eine Veränderung von 25 % sein. Das beeinflusst das Fließverhalten des Schutzlackes auf der Leiterplatte, das Abreißverhalten an der Dosiernadel und die geförderte Menge bei gleichbleibendem Gebindedruck.
Zum Zweiten ist eine wiederholgenaue Positionierung einer Leiterplatte oder eines Trägers in einer Inlinemaschine ohne Referenzmarkenerkennung nicht sichergestellt.
Zum Dritten sind zu verändernde Druck- und Zeiteinstellungen bei wechselnden Lacken und Ventilen schwierig zu dokumentieren. Notwendige Einstellungsänderungen werden beim Umrüsten auf ein anderes Material übersehen.
Roboterplattform HC-100/200
- 1. Das zu verarbeitende Medium wird mittels beheizten Tanks, Schläuchen und Ventilen auf einer konstanten Temperatur gehalten, die über der Raumtemperatur liegt. Somit sind immer eine gleichbleibende Viskosität und damit eine konstante Dosiermenge und ein konstantes Abreißverhalten des Materials an der Dosiernadel gewährleistet.
- 2. Die optionale automatische Referenzmarkenerkennung mittels der im Standardlieferumfang enthaltenen Kamera garantiert einen 100 %ig wiederholgenauen Programmablauf über der Leiterplatte. Die Erkennung gleicht Positionierungsfehler des Werkstückes innerhalb der Maschine aus.
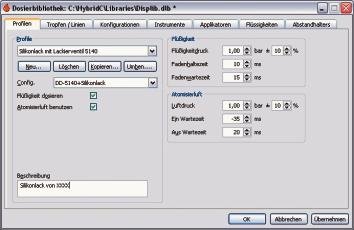
- 3. Eine sehr komfortable Bibliothek speichert alle Einstellungen zu einem bestimmten Material in Bezug zu dem verwendeten Ventil. Dies umfasst alle benötigten Parameter, wie zum Beispiel Zeit-, Wartezeit-, Geschwindigkeits- und Materialdruckeinstellungen. Diese Werte werden während des Produktionsablaufes kontinuierlich überwacht. Der Lackverbrauch kann für jeden Produktionsauftrag dokumentiert werden (Bild 3).
Die im Roboterkopf integrierte Kamera bietet noch weitere Vorteile:
Alle Positionen der am Kopf montierten Werkzeuge oder Ventile werden mittels der Kamera kalibriert.
Darüber hinaus ist ein 100 %ig prozesssicherer Aus- und Einbau der Werkzeuge oder Ventile gewährleistet, da veränderte Positionen innerhalb von Sekunden mit der Kamera neu kalibriert werden können.
EPP 421
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}