

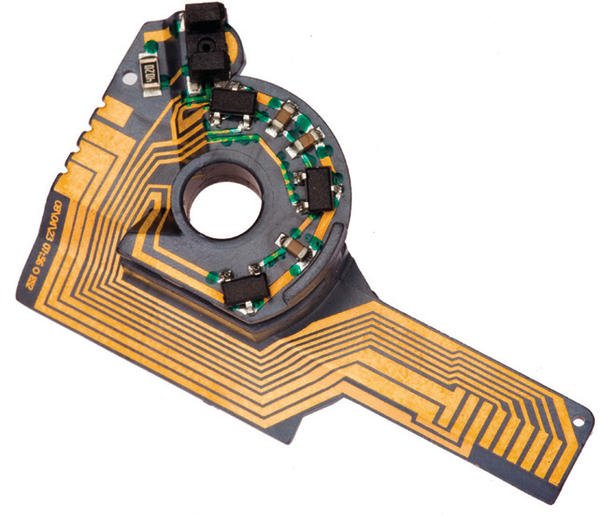
Die MID-Technologie wird dort eingesetzt, wo elektrische und mechanische Funktionen in einem Bauteil vereint werden sollen. Der wesentliche Vorteil ist, dass die Baugruppen mithilfe von Spritzguss beliebig geformt werden können. Außerdem ermöglichen die bereits integrierten Leiterbahnen eine weitere Reduzierung von Größe und Gewicht. Damit geht allerdings auch eine sehr große Vielfalt der Produkte einher, die die Entwickler von Inspektionssystemen, die die Zuverlässigkeit sicherstellen müssen, vor neue Herausforderungen stellt.
Detlef Beer, Viscom, Hannover
Viscom hat sich dieser Aufgabe angenommen und wird künftig dafür ein optimiertes Prüfsystem anbieten. Mit den Kernkompetenzen Sensorik, Analyse- und Auswertungssoftware, Teilehandling und Prozesskontrolle ist das Unternehmen der Spezialist für die Qualitätssicherung und bringt die nötigen Voraussetzungen für dieses Projekt mit.
3D-MID-Prüfung im Blick
Die Systemplattform für das neue Inspektionssystem ist die S6056. Das Highend-System steht für extrem hohen Durchsatz und große Prüftiefe. Auf Basis dieses Seriensystems zur Lötstellenkontrolle werden die Anforderungen an die MID-Prüfung umgesetzt. Seit Januar 2011 ist das Unternehmen Mitglied in der Forschungsvereinigung 3-D MID e. V. Die enge Anbindung an die Forschungsvereinigung sorgt dafür, dass alle wichtigen Informationen und Erkenntnisse gleich zu Beginn der Entwicklung mit einfließen können. Die Prüfaufgabe kann in die Prüfung nach der Fertigstellung des 3D-MID-Trägers sowie die Prüfung nach Fertigstellung des gesamten 3D-MID-Produkts, unterteilt werden. Nach Fertigstellung des 3D-MID-Trägers ergeben sich Prüfungen u.a. auf die Fehlermöglichkeiten der Fremdmetallisierungen (speziell beim LDS-Verfahren), Vollständigkeit der Leiterbahnen, Ablösung von Leiterbahnen, Kurzschlüsse der Leiterbahnen, Risse in den Leiterbahnen, Geometrieeigenschaften des Produktes oder Farbverifikation des Produkts. Nach Fertigstellung des MID-Produkts könnte der Prüfumfang wie folgt aussehen:
- Anwesenheit, Polarität, Bauteile-Richtigkeit
- Position des Bauteils (Beachtung der Dreidimensionalität)
- Lötstellen, Tombstone, Kurzschlüsse
- Ausprägung der Lötstelle auf der Leiterbahn
- Sonderaufgaben, zusätzlicher Auftrag von Lötstopplack oder weitere Dispenspunkte
- Besonderheiten wie z. B. Bonddrahtprüfung.
Unabdingbar ist die Definition eines Verifikations- und Klassifikationskonzeptes. Nach der Prüfung werden in der Regel die aufgetretenen Fehlermerkmale an einem zusätzlichen Arbeitsplatz dargestellt. Anhand einer einfachen Übersichtsdarstellung und der realen Bilder des Prüfsystems inklusive einer Fehlerbeschreibung kann der potenzielle Fehler schnell verifiziert werden. Im Weiteren sollte der Durchsatz, die Fehlererkennungs- und Abweisrate festgelegt werden. Für die erfolgreiche Integration des Prüfsystems ist die Klärung der Traceability-Anforderungen wichtig. Die AOI-Prüfung stellt umfangreiche Möglichkeiten zur Verfügung, die sich von der reinen io/nio Information über bauteilbezogene Fehlerarten bis zur Auswertung von Prozessparametern wie z. B. Bauteilversatz erstrecken kann.
Prüfobjekt im Augenmerk
Eine Haupteigenschaft der 3D-MID-Produkte ist, dass sich die einzelnen Prüfobjekte und Prüfpunkte auf unterschiedlichen Ebenen befinden. Aufgrund der Dreidimensionalität reicht häufig eine rein orthogonale Sicht (die Sicht von oben) nicht aus. Neben der Verwendung von Lotpaste kann z. B. auch Leitkleber zum Einsatz kommen. Zusätzlich zur Bestückung von Standardbauelementen können auf dem Produkt noch Bonddrähte aufgebracht werden. Die unterschiedlichen 3D-MID-Herstellungsverfahren kombiniert mit den unterschiedlichen Prozessparametern erfordern also ein flexibles Prüfsystem. Ganz entscheidend für die erfolgreiche Prüfung ist eine exakte Definition der Prüfabdeckung und der zu erkennenden Fehlermerkmale. In diesem Zusammenhang wird ein Fehlerkatalog festgelegt, der neben Grenzwerten auch entsprechende Gut- und Schlechtmuster aufweist. Auf Basis dieses Fehlerkatalogs wird die passende Sensorik zur Prüfung ausgewählt. Entscheidend sind hier die Gesichtspunkte, dass die Auflösung der Sensorik zur Fehlerart passen muss, die Prüfgeschwindigkeit zum Durchsatz und die flexible Beleuchtung die Fehlerarten kontrastieren können muss. Der Einsatz einer Farbkamera stellt zusätzliche Prüfmerkmale sicher, die Bereitstellung von unterschiedlichen Bildansichten (orthogonal/geneigt) ermöglicht den richtigen Betrachtungswinkel, die Integration einer Z-Achse ermöglicht die Prüfung auf den unterschiedlichen Produktebenen und zur Sicherstellung reproduzierbaren Bildmaterials und der Übertragbarkeit von Prüfparametern und -programmen ist ein Abgleich von Beleuchtung und Kameras sinnvoll.
Handling und Transport
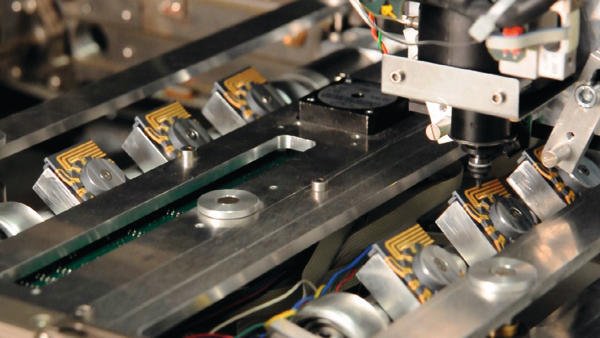
Die Aufgaben bei der Prüfung des dreidimensionalen Schaltungsträgers sind von unterschiedlichen Formen und Konturen der einzelnen Produkte abhängig. So ist zunächst zu klären, in wie weit das Handling der vorgelagerten Prozesse übernommen werden kann. An vielen Stellen wird sich der Transport in Werkstückträgern (WTs) anbieten, wobei auf die Sichtbarkeit aller Prüfstrukturen im WT zu achten ist. Der WT sollte möglichst viel Ähnlichkeit zur automatisch bestückten „2D-Leiterplatte“ aufweisen, also eine Randauflagefläche von mindestens 3 mm bei einer maximalen Randdicke von 5 mm haben. Es bietet sich an, jeden WT durch einen eigenen Datamatrix-Barcode eindeutig zu kennzeichnen. Auf Basis dieser Kennzeichnung könnten z.B. das automatische Laden eines Prüfprogrammes erfolgen oder die Verifikation der Prüfergebnisse durchgeführt werden. Für eine reproduzierbare Prüfung ist es wichtig, dass der WT im Prüfnest gegen eine obere feste Anschlagschiene geklemmt wird und dass sich nach Möglichkeit die Grundebene des MID-Prüflings auf dem Basis-Klemmniveau des Transports befindet. Sollte der Einsatz eines allgemeinen WTs nicht möglich sein, müssten Alternativen projektbezogen diskutiert werden.
Die S6056 hat hinsichtlich der Prüfaufgabe viele Vorteile. Neben einer Einzelspurlösung werden durchsatzoptimierte Doppelspurlösungen angeboten. Auch besteht die Möglichkeit kundenspezifische Transportanforderungen zu integrieren, die schon jetzt speziell bei den Drahtbondprüfungen zur Anwendung kommen. Das System ist mit einem hochpräzisen XY-Linearmotor-Achssystem ausgerüstet. Dabei wird nicht das Prüfobjekt bewegt, sondern die Prüfsensorik. Zusätzlich kann das System optional mit einer Z-Achse ausgestattet werden, die eine Bewegung der Sensorik in Z-Richtung erlaubt. Diese Achse ermöglicht damit die Prüfung auf den unterschiedlichen 3D-MID Ebenen.
Sensorik, Softwareinterface
Die Grundlage der neuen 3D-MID-AOI ist die erprobte leistungsstarke 8M-Sensorik mit der Kombination einer orthogonalen und einer geneigten Ansicht. Das 8M-Sensormodul liefert im Bereich der Schrägansichten Farbaufnahmen der Lötstellen mit 5 Megapixeln und im Bereich der orthogonalen Ansicht ein Farbbild mit 20 Megapixeln. Die Kamerachips verfügen über zwei unterschiedlichen Bildauslese-Modi für die schnelle Umschaltung verschiedener Auflösungen bei gleichem Bildfeld. Mit der OnDemandHR-Funktion kann die Auflösung für jede Analyse orthogonal von 23,4 µm/Pixel (StandardResolution) auf 11,7 μm/Pixel (HighResolution) bei voller Bildfeldgröße flexibel umgeschaltet werden. In der geneigten Ansicht kann die Auflösung sogar für jede Analyse von 16,1 µm/Pixel (StandardResolution) auf 8,05 μm/Pixel (HighResolution) bei voller Bildfeldgröße umgeschaltet werden. Die sichere Inspektion von 01005-Bauteilen ist so standardmäßig gegeben. Außerdem verfügt das AOI-System über die Möglichkeit der Farbauswertung. Dies hat den Vorteil, dass z. B. zusätzliche Fehlermerkmale wie Copper Exposure, bei dem der Unterschied zwischen Kupfer und Silber festzustellen ist, sicher erkannt werden können. Für ein optimales Herausarbeiten der jeweils relevanten Prüfmerkmale stehen verschiedene Beleuchtungstypen zur Verfügung. Durch die umschaltbare Beleuchtung kann für jeden Anwendungsfall die bestmögliche Kontrastierung erzeugt werden. Sollten die oben genannten 8M-Sensorikansätze nicht ausreichen, besteht durch die Synergieeffekte mit den Bond-AOI-Prüfsystemen auch die Möglichkeit der Integration der Bond-Sensoriken. Diese Sensoriken zeichnen sich durch die noch weiter gesteigerten Pixelauflösungen aus. Auflösungen von 5 μm /Pixel oder 2.5 μm/Pixel stehen hier zur Verfügung. Auf Basis dieser Sensorik können alle gängigen Dünndraht-Bonddrähte geprüft werden. In der Regel haben die Bonddrähte einen Durchmesser von 17 μm oder 25 μm. Das Softwareinterface ist zu 100 % kompatibel zu allen AOI- und AXI-Lösungen des Unternehmens. Die erprobten Algorithmen stellen die Standard-AOI-Fehlerfindung sicher. Durch die flexible Kombination weiterer merkmalsbasierter Algorithmen kann die Prüftiefe für die Herausforderungen der MID-Produkte einfach erweitert werden. Zusätzlich runden verfügbare Softwarelösungen für die Fehlerverifikation, die Offline-Programmierung und SPC das Softwarepaket ab.
Ein MID-Prüfsystem muss besonders flexibel sein. Aufgrund der großen Produktvielfalt ist ein Standardprozess, vergleichbar zur „2D-Leiterplatte“, aktuell nicht in Sicht. Diese geforderte Flexibilität ist die große Stärke des Unternehmens und wird mit dem neuen Prüfsystem sicherstellt. Die Grundlage bildet das erprobte Seriensystem S6056 mit höchster Prüftiefe, sehr gutem Durchsatz und bereits heute verfügbaren Verifikations- und Traceabilitylösungen. Bei der hohen Prüfabdeckung können die Synergien der vielfältigen Sensoriken und Algorithmen sowie die Erfahrungen aus mehr als 25jähriger Prüferfahrung in der SMT-Fertigung genutzt werden.
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}