

Das Problem ist so alt oder auch so jung wie die indus-trielle Elektronikfertigung selbst: Eine Nacharbeit an Baugruppen darf den sorgfältig überwachten, automatisierten Fertigungsprozess einer Linie niemals beeinträchtigen. Die Abnahmekriterien und damit die Anforderungen an Qualität und Zuverlässigkeit von Elektronik sind durch den Standard IPC-A-610C skizziert. Die automatisierte Fertigung ist vergleichsweise leicht zu kontrollieren, aber manuelle Arbeiten wie Reparaturen sind nicht nur aufwändig, sondern auch kritisch in der Überwachung und Ausfüh-rung, speziell beim Aus- und Einlöten. Manuelle Lötprozesse bekommt man mit weitgehend automatisierten Rework-Prozeduren sicher in den Griff, doch wie steht es dabei mit der Zugabe von Lot beziehungsweise Paste?
Bernhard Martin, Martin SMT, Wessling
Die Situation in der Elektronikfertigung ist im Grunde selbsterklärend: Die Arbeiten im Reparatur-Zyklus beziehungsweise die Rework-Maßnahmen müssen den gleichenhohen Qualitätskriterien entsprechen wie jene der automatisierten Produktionslinie. Dies gilt ohne Wenn und Aber. Nachdem man eigentlich den manuellen Lötvorgang sicher beherrscht, gilt es, die Frage zu klä-ren, warum man die Lotpaste bei der Nach-arbeit dispensen sollte. Genügt nicht das mit Fluxer aufgemischte Altlot beim Einlöten der ausgewechselten Bauteile? Immerhin stellt doch der Einsatz eines Dispensing-Systems einen zusätzlichen Prozessschritt dar, den es eigentlich laut Lehrbuch für die effiziente Fertigung zu vermeiden gilt, weil er kostentreibend ist. Diese Überlegung ist sicher dann richtig, wenn man an die Qualität und Zuverlässigkeit der in einer Linie gefertigten Baugruppen weniger hohe Ansprüche stellt. Das ist ty-pischerweise der Low-Cost-Konsumgüterbereich mit einer kurzen Lebensdauer der Produkte.
Fluxer kann man auf das Altlot vor dem Einlöten ausgewechselter Komponenten aufbringen. Doch bei höheren Anforderun-gen werden die mit einem so aufgefrischten Zinn hergestellten Lötstellen hohen Zu-verlässigkeitskriterien nicht mehr gerecht. Hier muss also vor dem Einlöten das Pad auf der Baugruppe gereinigt und an-schließend frische Paste aufgebracht werden. Ohne sorgfältig dosierte Lotpaste ist hier keine Baugruppen-Reparatur entsprechend hohen Qualitätsanforderungen mög-lich. Daneben gibt es auch noch jene Fälle, in denen nach dem Auslöten eines Bauteils eine zu geringe Altlot-Menge zur Verfügung steht, beispielsweise bei QFPs. Auch hier ist ein präzises Dosieren notwendig. Das Konzept der Lotpasten-Dosierung vonMartin folgt, soweit wirtschaftlich vertretbar, dem Prinzip des Zero-Risk-Reworks. Dabei wird durch sorgfältige Altlot-Entfernung und Versorgung mit Frischlot der ursprüngliche Ausgangszustand einer Baugruppe wie in der Fertigungslinie erreicht.
Bei Baugruppen für die Kommunikations- und Bürotechnik oder für die Industrie-elektronik führt jeder Ausfall zwangsläufig zu ernsteren Störungen und damit auch zu mehr oder weniger großem Ärger. Speziell im betrieblichen beziehungsweise beruflichen Umfeld müssen zeitraubende Fehlfunktionen und deren Korrektur in ansonsten effizient kontrollierten Abläufen vermieden werden. Gerade in der Produktion ergeben sich sonst erhebliche Ausfälle und Verluste. Der Hersteller eines professionell oder semi-professionell genutzten Geräts oder einer Anlage darf sich gewiss sein, dass er künftig von Anwendern, die schlechte Erfahrungen mit seinen Produkten machten, äußerst kritisch betrachtet wird – und das auf sehr lange Zeit. Nicht zuletzt gibt es Elektronik in einer Reihe von kritischen und anspruchsvollen Anwendungen, deren Defekt unter allen Umständen grundsätzlich vermieden werden muss, weil dies fatale Folgen haben könnte.
Lötstellen – der Knackpunkt der Zuverlässigkeit
Zuverlässigkeit von Elektronik heißt heu-te primär: Welche Zuverlässigkeit weisen die Lötstellen auf? Hat man in einer Linie das korrekte Pastenvolumen vollflächig auf die Pads gedruckt, sauber bestückt und das optimale Lötprofil zur passenden Kombination von Paste/Fluxer gefahren, darf man von qualitativ guten Lötstellen ausgehen. Aber müssen dann Baugruppen repariert werden, kann es genau an dieser Stelle sehr kritisch werden, denn nur frisches Lot in der exakten Menge stellt sicher, dass eine Lötstelle gut ausgebildet wird. Immerhin erreicht man auch bei Altlot mit Fluxer-Zugabe eine gute Aktivierung und Benetzung von Pads und Bauteilanschluss. Lötet man zu lange mit zu hoher Temperatur, werden die intermetallischen Effekte am Übergang von KupferLeiterbahn und Zinn relativ umfangreich und beeinträchtigen die Lebensdauer einerLötstelle erheblich. Auf Ablösungen (Dela-mination) der Kupfer-Leiterbahn vom Sub-strat beziehungsweise von der Leiterplatte durch Übertemperatur soll hier nicht weiter eingegangen werden. Das passiert eigentlich nur bei schlecht ausgebilde-ten Mitarbeitern, die unprofessionell mit dem Lötkolben umgehen. Mit den Re-work-Systemen von Martin sind solche Ausreißer nicht möglich. Der auf den ersten Blick vermeintlich unbedeutenden Frage, mit welcher Lotpaste und welchem Equipment die Bauteile im Reparaturprozess aus- und eingelötet werden, kommt unter dem wichtigen Aspekt der Qualität und Zuverlässigkeit eine sehr hohe Bedeutung zu.
Standardisierung
So hat die IPC (Instititute for Interconnecting and Packaging Electronic Circuits, ei-ne global agierende Industrieorganisation mit Sitz in den USA, die sich gezielt um die Fertigungstechnik und deren Grundlagen kümmert) im aktualisierten Standard IPC-A-610C versucht, klare Abnahmekriterien für Baugruppen zu definieren. Das ist nötig, weil man sich in der automatisierten Elektronikfertigung an weithin anerkannten Standards orientiert, um definierte und hohe Qualität, Ausbeute und Zuverlässigkeit zu erreichen. Weil Rework jedoch auf manueller Arbeit basiert, gilt es, dass durch die Nacharbeit keinesfalls Qualität, Ausbeute und Produktzuverlässigkeit, die durch eine etablierte Linienfertigung vorgegeben sind, eingeschränkt werden dürfen. Das bedeutet mithin, dass durch den IPC-Standard auch die Anforderungen definiert sind, die an Repara-turprozeduren anzulegen sind.
Bevor man sich al-so der entscheidenden Frage nach dem optimalen Rework-Equipment zuwendet, ist grundsätzlich zu klä-ren, was von einer Elektronikfertigung beziehungsweise den Baugruppen und Gerä-ten verlangt wird. Erst dann kann man eine Entscheidung über das Equipment und seine Funktionen treffen undmit den Anforderungen an die damit be-arbeiteten Produkte in Einklang bringen. Zum Verdeutlichen deshalb ein kurzer Überblick über die im Standard IPC-A-610C definierten Abnahmekriterien für elektronische Baugruppen. Sie sind von der ANSI (American National Standard Institute) als US-Norm anerkannt, von der FED (Fachverband Elektronik Design) in Deutschland verbreitet und werden zu-dem weltweit als Referenz betrachtet. Doch steht diese Klassifizierung nicht isoliert da. Ihre Gültigkeit setzt voraus, dass eine Baugruppe mit den Normen IPC-D-275, IPC-SM-782, IPC-A-600, IPC-CM-770 und J-STD-001 konform geht. Erst die Umsetzung der in diesen Dokumen-ten detailliert formulierten Anforderungen führt zu Produkten, die den Abnahmekriterien nach IPC-A-610C genügen. Insbesondere in J-STD-001 sind die minimalen Spezifikationen für Lötarbeiten an Baugruppen festgehalten. Außerdem ist auch die IPC-772A relevant, die Baugruppen-Reparaturen zum Inhalt hat.
Anforderungen an Elektronik-Baugruppen
In den genannten Abnahmeanforderungen der IPC werden zunächst drei Produktkategorien unterschieden:
• Klasse 1 (Allgemeine Elektronikprodukte) – im Wesentlichen elektronische Konsumgüter beziehungsweise Hardware (einschließlich bestimmter Computer-Baugruppen), an deren Lebensdauer nicht höchste Anforderungen gestellt werden, die aber dennoch anstandslos funktionieren müssen. In der Reparaturpraxis heißt dies, dass vor dem Einlö-ten von Komponenten das Altlot nicht entfernt werden muss, wenn vorher Fluxcreme aufgetragen wurde
• Klasse 2 (Allgemeine Industrieelektronik) – Umfasst im Prinzip auch alle Geräte der Kommunikations- und Bürotechnik, bei denen sowohl eine hohe Leistungsfähigkeit als auch eine lange Lebensdauer wesentliche Entwicklungs- und Fertigungsziele sind. Typischerwei-se zählen dazu Produkte, deren Defekt zwar unmittelbar keine gravierenden Folgen hat, für die aber ein störungsfreier Langzeit-Betrieb gefordert ist
• Klasse 3 (Hochleistungselektronik) – damit sind jene Geräte der kommerziellen, militärischen und industriellen Applikation definiert, die sich selbst un-ter äußerst widrigen Umgebungsbedingungen durch eine absolut hohe Funktionssicherheit auszeichnen müssen. Die sichere Funktion hat hier höchste Prio-rität, Ausfälle können nicht toleriert werden. Dazu gehören beispielsweise Steuerungen in komplexen Anlagen aller Art, Luftfahrt-Systeme, hochverfügbare Rechnersysteme oder zahlreiche sicherheitsrelevante Automobil-Steuermodu-le (das ist per Definition Konsumelek-tronik) wie ABS oder Airbag und vie-le andere Geräte, bei denen Ausfälle grundsätzlich auszuschließen sind
Für jede dieser drei klar unterschiedenen Produktklassen sind wiederum die Abnahmekriterien in vier unterschiedlichen Akzeptanzabstufungen unterteilt:
• Anzustreben (Target Condition) – ein optimaler, praktisch perfekter Zustand, der eventuell im Einzelfall nicht einmal nötig ist, damit das Gerät an seinem Betriebsort zuverlässig funktioniert
• Zulässig (Acceptable Condition) – obwohl eine Baugruppe nicht absolut perfekt ist, funktioniert sie dennoch am Einsatzort äußerst zuverlässig. Wünschenswert ist, dass die Produktdaten über den Minimalanforderungen liegen, damit im Prozess noch Spielräume vorhanden sind
• Unzulässig (Non conforming Defect- Condition) – in diesem Zustand ist die Funktion eines Produkts am Einsatz-ort nicht gesichert, somit ist grundsätzlich eine Nacharbeit oder Verschrottung nötig
• Nichtkonformer Prozessindikator (Non conforming Process Indicator Condition) – damit werden die aus dem Fertigungsprozess stammenden Merkmale eines Produkts bezeichnet, die Akzeptanzbedingungen verletzen und einen unzulässigen Zustand anzeigen. Man kann nichtkonforme Indikatoren zur Prozessoptimierung nutzen, denn sie weisen auf Mängel oder Lücken in der Fertigung hin. Grundsätzlich gilt es, den Prozess umgehend unter Kontrolle zu bringen, und damit die Produkt-qualität abzusichern
Von Abnahmekriterienzur Rework-Prozedur
Welcher Zusammenhang besteht zwischen den Produktklassen, den Abnahmekriterien sowie der Nacharbeit und der Reparatur? Ganz einfach: Gibt es Mängel, Unzulänglichkeiten oder Lücken im Gesamtprozess, werden sie, weil sie die Funktionstüchtigkeit und Qualität eines Produkts beeinträchti-gen, durch das Ab-nahmeraster deutlich. Damit rutscht solch ein Gerät in die Kategorie Unzulässig, und eine weitere Nacharbeit oder gar ein Verschrotten wären nö-tig. Somit ist es zwingend nötig, dass der Rework-Vorgang den in seinen Qualitätsanforderungen definierten Fertigungsprozess unter keinen Umständen beeinträchtigt.
Zudem gilt es auch, im Rework-Prozess, ein optimales Kosten-Nutzen-Verhältnis zu erzielen: Dies gilt sowohl in der Beziehung zwischen der spezifizierten Pro-duktqualität in den drei Geräteklassen, als auch bei der Auswahl des dazu nö-tigen Equipments. Das Systemkonzept für die Baugruppen-Reparatur von Martin deckt flexibel, zuverlässig, effizient und kostengünstig alle Anforderungen ab. Bei Reparaturarbeiten an Elektronik der Klasse 3 (teilweise auch Kategorie 2) gilt es grundsätzlich, die verlangt hohe Zuverlässigkeit abzusichern. Das heißt, Altlot muss beseitigt, die Pads gerei-nigt und dann mit frischer Lotpaste ge-arbeitet werden, um den ursprüngli-chen Fertigungszustand wieder herzu-stellen.
Mit dem aus dem bewährten Dot-Liner für Kleinserien und Musterbau heraus entwickelten kompakten Rework-Dispenser 05 hat Martin jetzt ein Gerät vorgestellt, das nach dem Motto „safety first“ geeignet ist, kritische Aus- und Einlötprozeduren von komplexen Packages wie BGA, CSP, QFP, CBGA oder PSGA zu handhaben. An den Reparaturplätzen sind leistungsfä-hige, sicher und einfach beherrschbare Re-work-Stationen im richtigen, sprich kos-tengünstigen, Investitionsrahmen nötig. Auch die Wartung sollte einfach und schnell erfolgen können. Bei der Arbeit mit kritischen Bauteilen sind automatisierte Tools angesagt, die präzise und stets eindeutig wiederholbare Ergebnisse auf professionellem Niveau sicherstellen. Diese Aufgabe ist nur realisierbar, wenn die Geräte soweit nach programmierbaren Ab-läufen funktionieren, dass eine Fehlbedienung weitgehend ausgeschlossen ist.
Selbstlernende Dosierung mit Kompensation
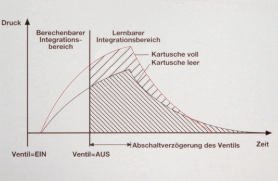
Das von Martin patentierte Advanced-Time-Pressure-Verfahren, das Resultat 19-jähriger Erfahrung mit Rework-Dosiersystemen, kontrolliert alle relevanten Faktoren und kompensiert die unerwünschten Einflüsse. Das stellt sicher, dass jeder Lötpunkt das richtige Volumen erhält. Die Konstruktion und die Steuerung sorgen dafür, dass das Volumen, unabhängig vom Füllstand der Kartusche und der Tempe-ratur, präzise (±3 %) eingehalten wird. Dabei lassen sich Punktvolumen über den Bereich von 0,001 bis 10,0 mm³ (Verhältnis 1:10000) setzen. Die Steuerung gibt über Ventile einen geregelten Druckstoß in die Kartusche aus, über den im Selbstlern-Verfahren aus den Daten des Mediums (inklusive Temperatur, Füllstand/Druck) die nötige Dosierdauer berechnet wird. Da-bei lassen sich Lotpasten in 5-, 10- und 30-ccm-Kartuschen verwenden und bei Bedarf ohne Reinigung auswechseln. Bei Verwendung von Metalldüsen kann die Kartusche tagelang im Dosierkopf verbleiben, nach nur wenigen Testschüssen, die automatisch beim Programmstart erfolgen, ist die Anlage für die sofortige Applikation weiterer Punkte bereit.
Das System besteht aus der eigentlichen Dosiereinheit (Advanced Time Pressure Dispenser), einem Kamera-/Visionsystem zum Einrichten, einem soliden, langlebigen Frame mit X-/Y-Tisch sowie der unter Windows laufenden Software Easy-Dis-pens mit einer umfassenden Programm-Bibliothek. Mit dieser Software lassen sich Dosierprogramme erzeugen, indem man ein Bibliotheksmodell auswählt und mit dem integrierten Editor lediglich die nicht benötigten Punkte per Mausklick entfernt. Im Lieferumfang befindet sich zudem die Light-Version des Cam-Designers, der zum Generieren der Dosierapplikation auf die Gerberdaten zugreift.
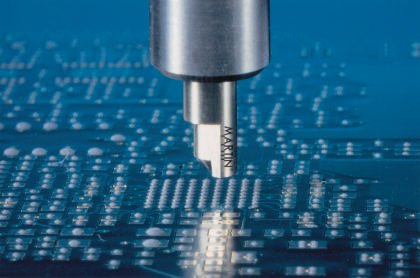
Ist das Dosierprogramm einmal erzeugt worden, braucht das Bauteil nur noch über die grafisch orientierte Oberfläche von Easy-Dispens aufgerufen werden. Anschließend fährt man mit Hilfe des Visionsystems (ein Doppelfadenkreuz hilft bei der exakten Einstellung) auf das erste und dann das letzte Pad, die es mit frischer Lotpas-te zu versorgen gilt. Danach wird an einem separatem Expert-Arbeitsplatz der kontrollierte Arbeitsablauf mit Einlöten/Aufschmelzender Paste per IR-Un-terheizung und punktgenauer Konvektions-Oberheizung automatisch durchgeführt. Die Gerätebedienung ist vonjedem Reparaturmitar-beiter rasch erlernbar. Die recht einfache Handhabung stellt unter allen Umständen sicher, dass auch im Rework-Bereich mit der kontrollierten Präzision der Linienfertigung (höchste Prozesssicherheit) an den Baugruppen gearbeitet wird. Ein Beispiel für die hohe Dispens-Präzision ist die Tatsache, dass sich auf einem Finepitch-Pad mit 0,5 mm Breite immerhin drei Pastenpunkte mit hoher Zuverlässigkeit setzen lassen.
Die speziellen Düsen, die Martin dafür entwickelte, überstreichen übliche Dosieraufgaben im Finepitch- und Ultra-Fine-pitch-Bereich. Sie sind so konstruiert, dass sie auf einfache Weise den korrekten Abstand zwischen der Dosierdüse und der Leiterplatte herstellen. Düsen für sämt-liche Pitch-Abstände, sowie Lotpaste und auch Lotkugeln für BGA-Packages sind in allen nötigen Konfigurationen umgehend von Martin verfügbar. Bestellungen des Verbrauchsmaterials können per Internet auch über die Website erfolgen.
EPP 167
Unsere Whitepaper-Empfehlung

Große Bauteile stellen große Herausforderungen an die Fokussierfähigkeit und den Höhenmessbereich der derzeit im Markt verfügbaren AOI-Systeme. Die Lösung: Innovationen, die die Vorteile von 3D-AOI nutzen, die Leistung in der Fertigung steigern und die Qualitätssicherung opt…
Teilen:








{kind=link}