



In der ersten Stufe der Umstellung auf bleifreie Lötprozesse wurden Materialien und Maschinenkonfigurationen ausgewählt. In der zweiten Stufe wurde erläutert, wie mit Hilfe der Taguchi-Methode die Prozessparameter bestimmt werden können. In der folgenden Stufe geht es nun um die Entwicklung eines stabilen Prozesses.
Gerjan Diepstraten, Vitronics Soltec, Oosterhout, Niederlande
Der Reflow-Prozess
Das Maß für einen stabilen Lötprozess ist die Fähigkeit, bei variablem Input einen qualitativ stabilen Output (Yield) zu erzielen. Für die unterschiedlichen Eingangsvoraussetzungen sind Störfaktoren verantwortlich, die schon auftreten können, noch bevor die Baugruppe den Reflow-Ofen erreicht hat. Lassen Sie uns einen Blick auf solche Faktoren werfen.
Zunächst stellten wir fest, dass die verwendeten Materialien bisweilen stark differieren. Dies kann sowohl die Lotpasten (Bestandteile, Druckeigenschaften, Aktivatoren, Schmiermittel, Pulver und Oxide) als auch das verwendete Leiterplatten-Material (unterschiedliche Hersteller und Lagerung) sowie die Bauteile betreffen. Der zweite Punkt, an dem es zu Abweichungen kommen kann, ist sicherlich der Beginn des gesamten SMT-Prozesses: der Lotpastendruck und die Bestückung. Und drittens gibt es Störfaktoren in der unmittelbaren Produktionsumgebung. Dazu gehören Temperaturschwankungen und Änderungen der Luftfeuchtigkeit. Alle diese Eingangsbedingungen erfordern ein optimiertes Reflow-Profil, so dass der Prozess nur minimal beeinflusst wird und quantifiziert werden kann.
Gerade beim Reflow-Löten wirkt sich die Verwendung bleifreier Lote direkt auf die Prozesstemperaturen aus und folglich auch direkt auf das verwendete Temperaturprofil. Die höhere Schmelztemperatur verkleinert das Prozessfenster. Dies rührt daher, dass sich die maximale Zeit über Liquidus und die maximal erlaubte Temperatur von 250 °C (Um Beschädigung an Bauteilen und Leiterplatten vorzubeugen) nicht verändert haben.
Temperaturprofile
Man muss zwischen zwei Fällen unterscheiden: kritische Prozesse an der Grenze zum Machbaren und weniger kritische Prozesse. In solchen Fällen, in denen die Boards relativ leicht zu erwärmen sind, da die Temperaturen von Bauteilen und Leiterplatte sich nur unwesentlich unterscheiden, kann mit dem sogenannten Dreiecksprofil (oder Ramp to Spike, Bild 1) gearbeitet werden. Dreiecksprofile eignen sich gut für Produkte mit geringen iTs (Temperaturunterschiede auf der Baugruppe) wie z. B. ein PC-Motherboard.
Das Dreiecksprofil bietet einige Vorteile: Ist die Lotpaste gut auf solch ein Profil abgestimmt, erhält man glänzendere Lötstellen sowie eine bessere Lötbarkeit. Es ist jedoch Voraussetzung, dass die Flussmittel-Aktivationszeit und das Temperaturspektrum zu den höheren Temperaturen im Bleifrei-Prozess kompatibel sind. Die Steigung des Temperaturprofils wird während des gesamten Prozesses kontrolliert und bleibt in etwa konstant. Dadurch wird der Temperaturstress für die Baugruppen reduziert, und die Energiekosten liegen unter denen eines konventionellen Reflow-Profils.
Kleinere Bauelemente erreichen die nötige Temperatur früher als beispielsweise Bauteile mit größerer Masse oder sogenannte Heat-Sinks. Um die geforderten Zeiten über Liquidus für alle Komponenten erreichen zu können, wird deshalb das Ramp-Soak-Spike-Profil bevorzugt eingesetzt. Der Grund dafür ist die Halte- oder auch Soak-Zone, die dazu dient, das iT zu minimieren.
Bei dem Ramp-Soak-Spike-Profil (Bild 2) gibt es aber einige kritische Bereiche, die die Bauteile zu großem Temperaturstress aussetzen, wenn sie nicht sorgfältig kontrolliert werden. Zunächst ist zu berücksichtigen, dass der zulässige Temperaturanstieg beim Vorheizen auf 4 °C/s (abhängig von den jeweiligen Bauelemente-Spezifikationen) begrenzt ist. Die Flussmittelzusätze der Paste sollten auf das gewünschte Reflow-Profil abgestimmt sein. Eine zu hohe Temperatur in der Haltezone kann die Wirkung der Pastenzusätze zerstören: Beim Eintritt in die Peak-Zone sollten noch genügend Aktivatoren in der Paste sein, da genau in diesem Bereich die Oxidation am kritischsten ist.
Ein weiterer kritischer Punkt ist der zweite Temperaturanstiegsbereich vor dem Peak (übliches Limit 3 °C/s). Der dritte schwierige Bereich des Profiles ist das Abkühlen in der Kühlzone, dem besondere Aufmerksamkeit geschenkt werden sollte, um unnötigen Stress für die Komponenten zu vermeiden. So liegt zum Beispiel die maximale Abkühlrate für einen Keramikkondensator bei -2 bis -4 °C/s. Deshalb ist ein kontrollierter Abkühlprozess notwendig, weil dadurch das Gefüge der einzelnen Lötstellen maßgeblich beeinflusst wird und nur so die Spezifikationen der einzelnen Materialien eingehalten werden können.
Die Taguchi-Methode kann dabei helfen, das optimale Reflow-Profil zu ermitteln (Siehe Teil III). Störfaktoren in die Experimente miteinzubeziehen hilft, einen robusten und gegenüber Veränderungen möglichst unempfindlichen Prozess zu ermitteln.
Evaluierung des Prozesses
Die Taguchi-Methode liefert die optimalen Parameter für den Prozess. In dieser dritten Stufe beginnen wir unter Verwendung der Versuchsergebnisse mit der ersten Produktserie auf der Anlage. Wir wollen nun die Stabilität des Lötprozesses über einen längeren Zeitraum hinweg untersuchen.
Um den gesamten Prozess stabil und kontrollierbar zu halten, bedient man sich der statistischen Prozesskontrolle kurz SPC. Beim Löten wird SPC dazu benutzt, um Prozessschwankungen zu reduzieren und die Prozessfähigkeit zu verbessern. Wenn die Parameter (bestimmt durch die Taguchi-Methode), die den Lötprozess am stärksten beeinflussen, in die SPC-Daten aufgenommen werden, lassen sich leicht Verbesserungen beim Prozess erreichen. In einer Lötanlage sollte die Hard- und Software bereits dahingehend spezifiziert sein, dass wichtige Parameter zwischen vorgegebenen Grenzwerten gehalten werden können. Doch selbst wenn ein Parameter sich innerhalb des zulässigen Rahmens befindet (also wenn kein Alarm angezeigt wird), kann er jedoch aus statistischer Sicht außer Kontrolle geraten sein, falls er z. B. von bereits erfassten Daten deutlich abweicht.
Einfach nur in Hard- und Software zu investieren, führt nicht automatisch zu einer erfolgreichen SPC. Der Schlüsselbegriff lautet „Reduzierung der Unbeständigkeit“, wobei weiter zwischen Abweichungen mit und ohne spezieller Ursache unterschieden wird. Mit Hilfe von Kontrollcharts lassen sich Abweichungen der ersten Art eliminieren. Mit den Prozessfähigkeits-Charts arbeitet man bei Abweichungen im zweiten Fall. Diese sind dem Prozess innewohnend, d.h. es gibt keine andere Möglichkeit diese Abweichungen zu eliminieren, als Prozessänderungen vorzunehmen.
Beim Reflow-Löten gehören zu den typischen SPC-Parametern die Transportgeschwindigkeit, die Gas- oder Heizelemente-Temperatur, die Zeit über Liquidus sowie die maximalen Peak-Temperaturen. Bei einer Wellenlötanlage wären das die Transportgeschwindigkeit, die Kontaktzeit, die Vorheiz-Temperatur und der Flussmittel-Auftrag.
X-Bar-Range-Charts
Ein X-Bar-Range-Chart ist eine graphische Darstellung statistischer Berechnungen einer gemessenen Größe. Damit lassen sich u.a. Veränderungen des Durchschnittswerts und des Maximum/ Minimumbereichs als Maß für die Schwankung der Werte darstellen. Statistisch signifikante Veränderungen können ein Indikator für Prozessverschiebungen, Tendenzen, zyklische Änderungsmuster oder die bereits erwähnten außer Kontrolle geratenen Werte sein, denen spezielle Ursachen zugrunde liegen.
Das Beispiel in Bild 3 zeigt den Temperaturverlauf einer Vorheizzone eines Wellenlöt-Prozesses. Über den gesamten Tagesverlauf hinweg werden alle 10 s Stichproben aufgezeichnet und in Gruppen á fünf Messproben zusammengefasst. Die Durchschnitts- und Extremwerte werden im X-Bar-Range-Chart dargestellt. Die Durchschnitts-Temperatur ist 120,0 °C (Setpoint 120 °C). Die Daten stammen von einem Temperaturfühler, der am Vorheizmodul angebracht ist. Sämtliche Maschinendaten des Prozesses wie Einstell- und gemessene Werte, werden aufgezeichnet. Diese Daten können dann in die SPC Software übernommen werden, wo sie als statistische Graphiken wie z. B. X-Bar-Range-Charts oder tabellarisch abrufbar sind.
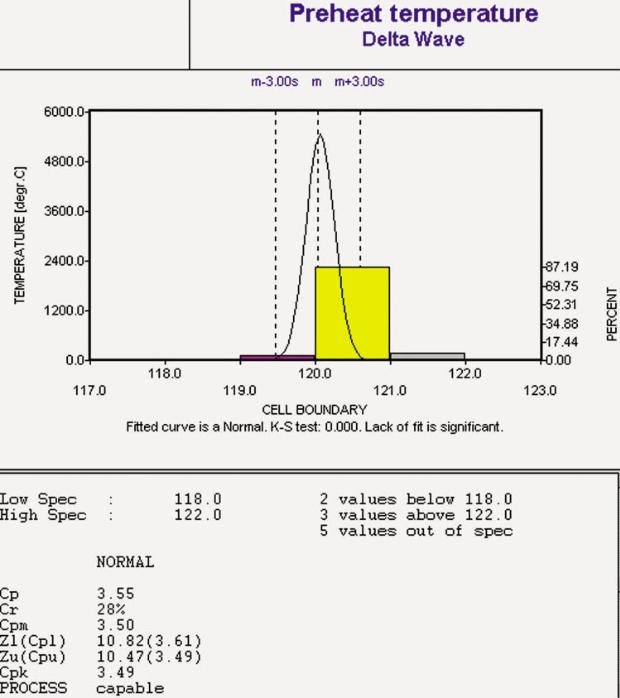
Zugelassen sind Vorheiz-Temperaturen (Hot Air) von 120 W2 °C zu, da wir bereits wissen, dass so lange die gemessenen Temperaturen innerhalb dieser Grenzen liegen, auch die Board-Temperatur konstant bleibt und mit der Spezifikation des Flussmittels übereinstimmt. Zusammen mit dem UCL (Upper Control Limit) = 122 °C, und dem LCL (Lower Control Limit) = 118 °C liefern diese Daten einen Cp-Wert, der ein Indikator für die Leistungsfähigkeit des Prozesses ist.
Cp = (USL – LSL) / (6 x S)
Cp = Prozessfähigkeit
S = Standardabweichung
Der Cp-Chart in Bild 4 zeigt dies. Im Hinblick auf die Vorheiz-Temperatur, ist die Prozessfähigkeit gegeben. Wir erhalten eine Cp-Wert von Cp = 3,55, für einen stabilen Prozess gilt Cp > 1,66.
Prozessstabilität
Wenn wir einmal die erste Serie eines Produktes bleifrei gelötet haben, geht es zunächst darum, die Stabilität des Prozesses zu bestimmen. Die Faktoren lassen sich z.B. durch das Zählen defekter Lötstellen oder über die Einstellwerte der Maschine bestimmen. Man kann z. B. die Temperatur auf dem Board mittels dort befestigten Thermofühlern abgreifen oder die Heißgas-Temperatur in der Maschine messen, die in direktem Zusammenhang mit der Board-Temperatur steht.
Eine andere Methode die Prozessstabilität zu ermitteln, ist die Verwendung spezieller Kalibriereinrichtungen, die mittels eines Conveyors durch die Anlage transportiert werden. Der Vorteil dieser Methode liegt vor allem darin, dass eine Reihe verschiedener Parameter in nur einem Durchlauf ermittelt werden können. In vielen Fertigungen gibt es deshalb bereits Test-Boards, die mit Thermofühlern ausgestattet sind. Jedoch wenn diese Test-Boards öfters gerade beim bleifreien Löten bei hohen Temperaturen verwendet werden, zeigen sich sehr schnell Auflösungserscheinungen. Die Boards beginnen sich zu verziehen bzw. es tritt Delaminierung ein, was dazu führen kann, dass einige Temperaturfühler nicht mehr optimal auf der Oberfläche sitzen.
Die Prozessparameter, die die Qualität des Prozesses am meisten beeinflussen, kennen wir bereits aus den Erfahrungen mit SnPb und den Ergebnissen, die uns die Taguchi-Versuchsreihe geliefert hat. Die Werte dieser Parameter werden erfasst und aufgezeichnet. Wenn die SPC-Datenanalyse ergeben hat, dass sich ein Parameter über eine längere Periode hinweg im grünen Bereich (Cp > 1,66) befindet, kann die Anzahl der Messintervalle reduziert werden. Bei SPC ist es wichtig, dass nur die wenigen, wirklich wichtigen Parameter aufgegriffen werden. Pareto-Charts helfen hierbei, solche Parameter herauszufinden.
Die X-Bar-Range-Charts zeigen Prozessverschiebungen, Tendenzen, zyklische Änderungsmuster oder unkontrollierte Zustände aufgrund spezieller Ursachen. In einigen Fällen können vorbeugende Maßnahmen eingeleitet werden, bevor ein solcher unkontrollierte Zustand überhaupt eintritt.
Temperatur- und Flux-Management
Mit der Einführung bleifreier Lote hat sich der gesamte Prozess geändert. In allen Bereichen der Anlage haben sich die Temperaturverhältnisse nach oben hin verschoben. Im Reflow-Bereich bedeutet dies konkret höhere Vorheiz- und Peak-Temperaturen. Durch die höheren Temperaturen müssen in den Kühlzonen effizientere Kühlmethoden verwendet werden als unter Normalbedingungen. Die meisten Öfen sind für diese höheren Temperaturen ausgelegt. Aber es bietet sich zu diesem Zeitpunkt an, die Maschinentemperaturen eingehend zu überprüfen.
Die bleifreien Lotpasten haben andere chemische Eigenschaften als herkömmliche SnPb-Pasten. Deshalb müssen wir uns auch auf andere Rückstände einstellen, die sich bei höheren Temperaturen verflüchtigen. Eine thermische gravimetrische Analyse kann helfen, wo und bei welchen Temperaturen genau dies passiert. Ein ausreichendes Flux-Management-System ist deshalb unerlässlich, um diese Rückstände kontrolliert zu entfernen. Als zusätzliche Maßnahme empfiehlt es sich ebenfalls, das Abluftsystem sowie die Abluftmenge zu kontrollieren.
Um die Zuverlässigkeit der Produkte zu gewährleisten und die Produktlebensdauer ermitteln zu können, sind eine Reihe von Tests erforderlich, deren Ergebnisse mit den Standards von SnPb-Prozessen verglichen werden. Durch Scher-, Zug- und Temperaturprüfungen liefern Aussagen über die Qualität der bleifreien Lötverbindungen. Durch Schliffbilder erhält man Informationen über intermetallische Strukturen, die Rückschlüsse auf die Lebensdauer zulassen.
Implementierung in die Fertigungslinie
Wenn alle Bedingungen zufriedenstellend erfüllt sind, können wir folgendes resümieren:
•Der Prozess ist stabil und reproduzierbar
•Die Maschinenparameter sind unter Kontrolle
•Die Qualität der Lötstellen sowie deren Zuverlässigkeit befindet sich innerhalb der geforderten Spezifikationen
•Die Kosten befinden sich in einem noch akzeptablen Bereich
Nun kann der Prozess für die Implementierung freigegeben werden. Bis jetzt haben die Tests und Untersuchungen an einer Stand-alone-Maschine, in einem Labor, Demoraum oder während einer Stillstandsphase einer Fertigungslinie stattgefunden. Der nächste Schritt ist also, den Prozess in eine Fertigungslinie zu transferieren. Bevor nun mit der Produktion begonnen werden kann, sind noch einige Dinge zu tun:
Zeitplan: Für alle Maßnahmen wird ein Terminplan festgelegt. In diesen Zeitplan wird nicht nur der Einkauf von benötigtem Material sondern auch von zusätzlich erforderlichen Maschinenkomponenten eingetragen. Weitere Punkte sind Einteilung von Personal und Material für die Umstellung, Erstellung von Prozeduren und OCAP (Out of Control Action Plan) sowie Schulungen für Bedienpersonal und Prozesstechniker.
Qualitätsbestimmungen: Über einen längeren Zeitraum hinweg wird eine Verunreinigung des Lotes im Lottopf (Wellenlöten) auftreten. Hier gilt es die Grenzwerte der zulässigen Verunreinigungen aufzustellen. Kundenrichtlinien und Ratgeber von anerkannten Instituten helfen die maximale Konzentration von Fremdelementen im Lot festzulegen. Bei einigen Bleifrei-Prozessen kann das Limit schon nach 20 000 Boards erreicht sein, so dass der gesamte Inhalt des Lottopfes getauscht werden muss, was natürlich sehr kostenintensiv ist.
OCAP (Out of Control Action Plan): Wird der Prozess durch Abweichungen, denen eine konkrete Ursache zu Grunde liegt, gestört, zeigt sich das im X-Bar-Range-Chart. Viele Bediener sind sehr geschickt, und erkennen solche Prozessinstabilitäten sehr schnell. Eine schnelle Reaktion ist äußerst wichtig, um die negativen Auswirkungen auf das Produkt so gering als möglich zu halten.
Um den Prozess auf Dauer stabil zu halten gelten folgende Regeln:
•Ständige Messungen der Prozessparameter
•Sich nach jeder Messreihe vergewissern, ob der Prozess noch unter stabilen Bedingungen abläuft
•Ist der Prozess stabil genug, ist kein Eingriff erforderlich. Wenn nicht, die Ursache anhand des Out of Control Action Plan herausfinden und beseitigen
Bedienertraining: Das Bedienpersonal sollte auf den neuen Prozess gut vorbereitet werden. Das Training sollte folgende Punkte beinhalten:
•Einweisung in evtl. neue Maschinenoptionen
•veränderte Parametereinstellungen (Erfahrungen aus den Taguchi-Versuchen)
•Veränderungen im Aussehen der Lötstellen, matte Oberflächen etc.
Die Bedienerseite sollte mit dem Auswerten von SPC-Daten sowie der Anwendung des OCAP vertraut gemacht werden.
Durch die Auswertung der Daten des Taguchi-Experimentes sind wir nun in der Lage, einen stabilen bleifreien Lötprozess in die Produktion einzuführen. In dieser dritten Stufe haben wir die erste Produktserie bleifrei verarbeitet und wenn Produktqualität und Prozessstabilität als ausreichend angesehen werden, kann der Prozess für die Implementierung in die Fertigung freigegeben werden. Dies zieht weitere Aufgaben nach sich, die wir in der nächsten Stufe näher betrachten wollen.
EPP 155
Aus einer Vielzahl von Gründen wollen weltweit Elektronikproduzenten ihre Lötprozesse auf bleifrei umstellen. Die Artikelserie beschreibt, wie in fünf Stufen diese Technik in die Fertigung implementiert werden kann:
•Richtige Auswahl von Material und Lötequipment
•Prozessbestimmung
•Entwicklung eines stabilen Prozesses
•Einführung in die Produktion
•Kontrolle und Prozessverbesserung
In der EPP 1/2 2001 wurden diese fünf Punkte kurz vorgestellt, Stufe 1 ist in EPP 3/2001 und Stufe 2 in EPP 4/2001 erschienen.
Quellenangaben
Statistical Process Control for Soldering, Frank J. de Klein, Vitronics Soltec, Oosterhout, Nl 1998
Cooling Parameters in Reflow Soldering, W. James Hall, Vitronics Soltec Corporation, Stratham, NH 2000
Step-by-step SMT Process Control, Bob Kelley and John Weisgerber, SMT 2000
Reflow Profiling, The Benefits of Implementing a Ramp-to-Spike Profile, David Suraski, AIM Robust Reflow Profile Design, Bob Rooks, 2000
Unsere Whitepaper-Empfehlung

Große Bauteile stellen große Herausforderungen an die Fokussierfähigkeit und den Höhenmessbereich der derzeit im Markt verfügbaren AOI-Systeme. Die Lösung: Innovationen, die die Vorteile von 3D-AOI nutzen, die Leistung in der Fertigung steigern und die Qualitätssicherung opt…
Teilen:








 id=){kind=link}