






Elektronische Bauteile werden immer kleiner und immer komplexer. Im selben Maße steigen die Anforderungen an die Qualität. Bei elektronischen Komponenten in der Automobil- oder Luftfahrtindustrie sind „Null“-Defekte eine Notwendigkeit. Die Verlässlichkeit der elektronischen Bestückung hängt stark von der Lotanbindung an die Leiterplatte ab. Die Akzeptanzkriterien hängen hauptsächlich von Lötstellenform und -abmaßen ab. Um höchste Qualitätsstandards zu sichern, ist es notwendig, neue und automatisierte Prüfmethoden zur Verfügung zu stellen. Hier ermöglicht die hochauflösende Röntgentechnologie die Inspektion dieser Bauteile.
Die meisten üblichen Lötstellentypen lassen sich mit der neuesten Mikrofokus- und Nanofokusröntgentechnologie und moderner Software automatisch inspizieren. Dabei erhält man häufig deutlich mehr Information, als dies bei Betrachtung der Oberfläche oder einzelner Schichten möglich ist. Eine automatische Inspektion mit richtiger Soft- und Hardware garantiert höchstmögliche Prüftiefe und Wiederholbarkeit auf eine effektive und zeitsparende Art. Die Frage ist allerdings, ob der Durchsatz einer SMT Linie es erlaubt, bei hoher Prüftiefe automatisch in-line zu prüfen, oder ob nicht ein offline µAXI System die bessere Wahl ist. Die Grundlage für eine maximale Defekterkennung ist ein hochauflösendes Röntgeninspektionssystem. Unabhängig davon, ob man eine Mikrofokus- oder Nanofokusröntgenquelle betreibt, durchdringt ein Röntgenstrahl mit Kegelgeometrie die Probe und wirft einen vergrößerten Schatten der Probe auf den Detektor (Bild 1). Die erreichbare Auflösung (Schärfe des Röntgenschattens) hängt von der Größe des Fokus der Röntgenröhre ab. Dieser kann zwischen einigen Mikrometern bei Mikrofokusröntgenröhren und weniger als einem Mikrometer bei Nanofokusröntgenröhren variieren. Die neuesten Nanofokusröhren erreichen eine Detailerkennbarkeit von bis zu 200 Nanometer (0.2 Mikrometer). Man kann bei diesen Röhren die Größe des Fokus ändern, um sowohl hohe Intensität zur Verfügung zu stellen als auch eine hohe Auflösung zu erreichen. Die Vergrößerung des Bildausschnitts der Probe, ein wesentliches Merkmal bei der Analyse, wird durch den geometrischen Aufbau des Systems vorgegeben. Moderne Röntgensysteme erlauben eine mehr als 23.000-fache Vergrößerung ohne Softwarezoom.
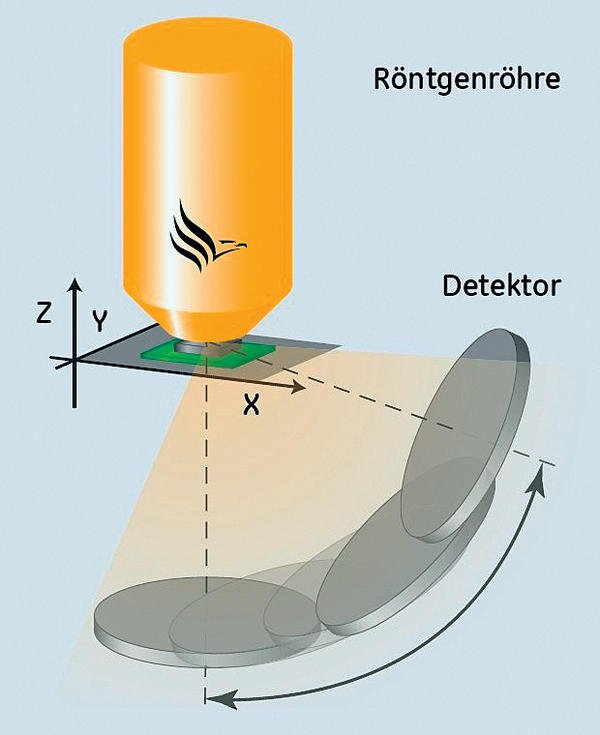
Ein zweiter wichtiger Punkt ist der Kontrast des Röntgenbildes. Der Kontrast wird durch das unterschiedliche Absorptionsverhalten der verschiedenen Materialien des PCB sowie deren sich ändernde Dicke verursacht. Auf diese Weise kann man die Form und den Zustand von Lötstellen, Landeflächen oder Leiterbahnen beurteilen. Zur Inspektion von BGA- und anderen Lötstellen, ist eine Schrägansicht zwingend notwendig. Eine Schrägansicht kann erreicht werden, indem man die Probe im Röntgenstrahl dreht. Bei sehr kleinem Fokus-Probe-Abstand verringert sich die Vergrößerung aber, da der Abstand der Probe zur Röntgenröhre vergrößert werden muss. Um hohe Vergrößerungen auch bei Schrägansicht zu gewährleisten, ist es notwendig, nicht die Probe zu drehen, sondern den Detektor zu schwenken (Bild 2). Mit dieser ovhm (Oblique View at High Magnification) genannten Technik können Schrägansichten von bis zu 70 ° ohne Verlust der Vergrößerung realisiert werden. Ebenso ist es möglich, die Probe in Schrägdurchstrahlung bei höchster Vergrößerung um 360 ° zu drehen. Beim Ändern der Betrachtungswinkel hält die Software den Bildausschnitt automatisch zentriert.
Flexible Automatisierung
Die meisten Lötstelleneigenschaften und -defekte können automatisch erkannt werden (Bild 3). Allerdings gibt es immer wieder andere Lötstellentypen und Anforderungen an die Inspektion, so dass die Automatisierung flexibel gestaltet sein muss. Man kann generell drei verschiedene Arten von Automatisierung unterscheiden:
Halbautomatische Sichtinspektion
Bei sehr kleinen Serien macht eine vollautomatische Inspektion oft keinen Sinn, da eine bestimmte Zeit für Programmierung und Einrichten des Programms benötigt wird. Doch auch bei der Sichtinspektion der Röntgenbilder wiederholen sich viele Schritte, wie z. B. Röntgenparameter, Betrachtungswinkel sowie die Lage der Bauteile auf den Leiterplatten. Diese Schritte können alle automatisiert werden, so dass allein die Beurteilung der Lötstelle dem Bediener überlassen bleibt. Zusätzlich ist es dem Bediener möglich, zur quantitativen Analyse Prüfalgorithmen auf das Röntgenbild anzuwenden.
Vollautomatische in-line Inspektion
Wenn eine 100 % Prüfung erforderlich ist, scheint es unvermeidbar, das Röntgensystem in die Produktionslinie zu integrieren. Allerdings setzt die Taktzeit der Linie eine obere Grenze der Prüfzeit fest, was unter Umständen eine Verringerung der Prüftiefe zur Folge hat. Denn im Gegensatz zur automatischen optischen Inspektion (AOI), die auf die Oberfläche und alle frei sichtbaren Lötstellen beschränkt ist, benötigen hochauflösende Röntgensysteme deutlich mehr Zeit zur Bildaufnahme. Diese Zeit kann zwar durch höhere Röhrenleistung etwas verkürzt werden, man nimmt dann aber eine Verringerung der Auflösung und Bildqualität in Kauf. Das heißt, um eine bestimmte Prüftiefe bei akzeptabler Pseudofehlerrate und Schlupf zu erreichen, ist häufig eine Inspektionszeit notwendig, die größer als die Taktzeit ist. So können z. B. die 300 Lötstellen eines PBGA in 20 Sekunden mit hoher Prüftiefe geprüft werden. Die Prüfung von 3.000 Lötstellen in der selben Zeit würde jedoch nur mit geringer Prüftiefe und vermutlich mit höherer Schlupf- und Pseudofehlerrate möglich sein.
Vollautomatische offline Inspektion
Für einen hohen Mix an kleinen Serien oder Anwendungen, die eine kleine Fokusgröße erfordern, ist die vollautomatische offline Prüfung eine Alternative. Die Leiterplatten werden hierbei entweder von einem Bediener manuell geladen oder aus einem Magazin automatisch in das System eingezogen. Außerhalb der Produktionslinie kann die Prüftiefe, Pseudofehler- und Schlupfrate auf das jeweilige Produkt optimiert werden, ohne die Taktzeit der Linie zu beeinflussen. Ein weiterer Vorteil einer offline Prüfung ist, dass das Röntgensystem einfach zur manuellen Prüfung oder für Computertomographie (CT) genutzt werden kann, ohne die Produktion zu stören.
In-line oder offline AXI
Um sicher zu gehen, mit der Produktqualität heutige und zukünftige Null-Defekt Anforderungen zu erreichen, sollte die Inspektionsstrategie, die Schlupf und Pseudofehler minimiert, die Prüfzeit vorgeben. Bei vielen in-line Systemen wird die Inspektionszeit von der Taktzeit der Linie vorgegeben. Da aber die Bauteile mit verdeckten Lötstellen sowie die Miniaturisierung zunehmen und die Qualitätsstandards steigen, steigt der Zeitbedarf für eine Prüfung mit hoher Prüftiefe. Bei der vollautomatischen offline AXI kann in kleinen Bildausschnitten mit Mikrometerauflösung bei einer Rotation bis 360 ° und in Schrägansichten bis 70 ° geprüft werden. Die Anforderungen an die Software sind hoch. Die Lötstellen müssen aus jedem Betrachtungswinkel sicher gefunden werden. Die Programmierung muss einfach und intuitiv sein. Informationen über die Lötstellen müssen auch im Livebild verfügbar sein. All dies leistet die Software x-act.
Prüfstrategien für jeden Lötstellentyp
Um die Programmierzeit zu minimieren, können bei x-act die CAD Daten der bestückten Leiterplatte importiert werden. Hierzu können eigene Importfilter erstellt werden, die die Text basierten CAD Daten einlesen. Auf Basis dieser Daten wird ein Modell der Leiterplatte erstellt, das zum einen als Übersichtskarte zur einfachen Navigation dient, zum anderen eine Zuweisung von Prüfstrategien an die einzelnen Landezonen der zu inspizierenden Bauteile ermöglicht. Die Prüfstrategien beinhalten nun alle zur Inspektion notwendigen Informationen wie Vergrößerung, Röntgenparameter, Blickwinkel, Aufnahmezeit und Prüfalgorithmen. Prüfstrategien können für jeden Lötstellentyp erstellt, angepasst und in einer Bibliothek abgelegt werden. Nach der Zuweisung der Prüfstrategien an die Landeflächen im CAD Modell werden die Ansichten, die zur Prüfung notwendig sind, und danach das Prüfprogramm selbst automatisch erstellt. Dank der CAD basierten Programmierung sind alle Schritte bis zur Programmerzeugung auf dem System offline an einem separaten Arbeitsplatz durchführbar. Das heißt, dass während der Programmierung das System nicht blockiert wird, und dass die Programme auf beliebig viele Systeme gleichen Typs transportierbar sind. Dies spart Zeit und Kosten, da eine Systemnutzung und eine Programmierung gleichzeitig erfolgen können. Ist durch eine (automatische) Referenzierung über beliebig viele Passermarken das CAD Modell an die Leiterplatte angepasst, ist die CAD Information jederzeit und bei jedem Betrachtungswinkel als Einblendung im Livebild zu sehen. Dies ermöglicht bei manueller Inspektion immer eine exakte Zuordnung der Lötstelle (Nummer und Bauteil). Ein Nebeneffekt der Referenzierung sind Informationen über die Verzerrung und Durchbiegung der Leiterplatte (Bild 4 und 5).
QFN Inspektion und µAXI fähiges System
Ein Beispiel für die automatische Inspektion von Lötstellen ist die Bewertung von QFN-Lötstellen (Bild 6 und 7). Diese können sehr verschieden in Form und Lage – unter oder am Bauteil – sein. Der Prüfalgorithmus muss flexibel einrichtbar sein, um eine einfache Programmierung zu ermöglichen. Die Software x-act passt die einzelnen Messschritte an die Größe der Lötstelle automatisch an. Der Benutzer wählt dann über ein Interface die einzelnen zu prüfenden Merkmale aus und gibt dort auch beim Einrichten die Schwellwerte vor.
Die Grundlage für eine automatische Bewertung von Lötstellen sind qualitativ hochwertige Röntgenbilder. Diese stellt das System microme-x der Software x-act zur Verfügung (Bild 8). Das microme-x System ist standardmäßig mit einer offenen Mikrofokusröntgenröhre ausgestattet. Die Röhre hat eine maximale Röhrenspannung von 180 kV und eine maximale Leistung von 20 W. Dabei bietet sie eine Detailerkennbarkeit von < 1 µm. Der dazugehörige Hochspannungsgenerator ist ebenfalls eine Eigenentwicklung von phoenix x-ray. Durch die hohe Röhrenspannung und die hohe Leistung wird sichergestellt, dass auch hoch absorbierende Teile wie z. B. Kühlkörper auf PCBs durchstrahlt werden können. Das Bild wird mit einer 12 bit Bildkette mit 2 Mpixel-Kamera auf einen 24 ‘‘-Monitor abgebildet. Dabei wird im Bild die Verzerrung von Bildverstärker und Kamera herausgerechnet, um eine geometrisch korrekte Abbildung zu garantieren. Die Manipulation der Probe erfolgt über eine kalibrierte, synchronisierte 5-Achsen CNC. Eine weitere Option des microme-x Systems ist die 3 D Computertomographie. Dazu wird die Probe im Röntgenstrahl gedreht. Aus den 2 D Durchleuchtungsbildern kann der Computer ein dreidimensionales Model errechnen.
Zusammenfassung
Die µAXI Software x-act von phoenix x-ray ist eine ideale Lösung für die automatische Lötstelleninspektion in der Produktion. Um höchste Defekterkennung zu erreichen, kann mit µAXI bei einer Auflösung von wenigen Mikrometern und höchster Vergrößerung geprüft werden. Das Unternehmen stellt mit dem microme-x ein kalibriertes hoch genaues System zur vollautomatischen Inspektion von Lötstellen zur Verfügung. Das dazugehörige Softwarepaket bietet eine einfache, CAD basierte Programmierung, um flexibel auf verschiedene Lötstellentypen reagieren zu können.
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}