
Der Funktionstest wurde schon immer benutzt, um die Gesamtfunktion einer Baugruppe sowie Kalibrations-Informationen zu verifizieren und Produkte in Hochzuverlässigkeitsanwendungen wie Medizingeräten zu zertifizieren. Aktuelle Strategien zur Festlegung von Testkonzepten werden häufig von Budgets, Durchsatz, Selbsttest und Prüflings-Designs beeinflusst. Letzteres Kriterium hat den größten Einfluss darauf, was getestet werden kann. Budgets und Durchsatz-Anforderungen legen dann fest, was erreicht werden wird.
Bob Stasonis, Pickering Interfaces
Ein Bereich, der in diesem Zusammenhang oft nicht genügend berücksichtigt wird, ist das „Signalmanagement“. Im Grunde handelt es sich um die Entwicklung und/oder Konfiguration des Signal-Schaltsystems für den Test. Das Signalmanagement erlaubt es dem System, Testressourcen zuzuordnen und mehrere Prüflinge gleichzeitig zu testen. Angemessen konfiguriert, unterstützt es den Testsystem-Entwickler, den Platzbedarf der automatischen Testeinrichtungen (ATE) zu minimieren und so letztendlich Kosten zu senken. Dieser Artikel wird einige Gedanken anregen und Fragen stellen, die für die Festlegung der Testspezifikation und die Erstellung der Testlösung von Bedeutung sind. Nicht alle der folgenden Fragen und Empfehlungen sind für jeden Testingenieur von Bedeutung – es gilt also, diejenigen herauszufiltern, die für die jeweilige Aufgabe relevant sind.
Testanforderungen der zu prüfenden Produkte
Noch bevor man die Designs und Prozesse sowie das Signalmanagement betrachtet, sollte man den Prüfling (Device Under Test DUT) kennen.Das heißt unter anderem:
- Art des Produkts
- Konfiguration (Einzelleiterplatte, Nutzenanordnung, Endprodukt)
- Testspezifikationen
- Geplante Testpunkte und deren Größe
- Voraussichtliche Menge (pro Linie/Tag/Schicht usw.)
- Angenommenes Fehlerspektrum.
Offensichtlich kommt das Wort „Budget“ nicht vor. Bevor man jedoch die Details eines Projekts kennt und verstanden hat, kann man auch nicht abschätzen, wie hoch die Kosten des Projekts sein werden. Verhandlungen über Finanzen sollten erst begonnen werden, wenn man wirklich abschätzen kann, was benötigt wird, um das Produkt zu testen. Erst dann lassen sich die nötigen Kompromisse eingehen.
Aspekte hoher I/O-Kanalzahl und Funktionskriterien
Dass der elektrische Zugriff auf Signale immer schwieriger wird, ist keine echte Neuigkeit. Die steigende Funktionalität pro DUT sorgt in Verbindung mit immer kleineren Geometrien für ein weiteres Problem. Aufgrund der geringen Größe werden diese Einheiten häufig auch im Nutzen getestet. Es werden entweder parallel mehrere Prüfinstrumente vorgehalten oder die Instrumente werden über ein Signalmanagement zu dem gerade zu testenden Produkt durchgeschaltet.
Die Bauteildichte scheint kein Problem für den Funktionstest darzustellen. Im Kern geht es doch darum, dass „Signale angelegt werden und andere Signale herauskommen“. Klingt vereinfachend, aber häufig ist es genau so. Ein definierter Stimulus wird an die Eingänge des DUT angelegt und ein spezifizierter Satz an Signalen sollte an den Ausgängen anstehen. Aus mehreren Gründen spielt die Bauteildichte jedoch trotzdem eine Rolle. Höhere Bauteildichte ist ein guter Indikator für eine umfassende Funktionalität – sei es komplexe Funktionalität, hohe Kanalzahl oder eine Mischung aus beidem. Doch zunächst wären folgende Fragen zu klären:
- Wie hoch ist die I/O-Kanalzahl?
- Welche Signaltypen (digital/analog) stehen an den Steckverbindern zur Verfügung?
- Welche Instrumente werden benötigt?
- Ist ein Zugriff zur Kalibrierung erforderlich?
- Sind Diagnosen wichtig?
- Erfolgt die Kontaktierung durch einen Mitarbeiter oder durch Handhabungssysteme?
- Werden automatische Handhabungssysteme verwendet?
- Erfolgt die Kontaktierung der I/O-Steckverbinder über Testnadeln oder über Gegenstecker?
Sobald diese Fragen geklärt sind, lässt sich die Konfiguration des Signalmanagements ermitteln. Zunächst werden jedoch die technischen Möglichkeiten des Signalschaltens kurz skizziert.
Arten von Signalschaltern
Schalten kann eine einfache Ein/Aus-Verbindung sein. Ein- und zweipolige Schalter sowie weitere Schaltkonfigurationen kommen zum Einsatz, um Prüflinge einschließlich deren Spannungsversorgungen, Lasten und Aktuatoren zu verbinden. In den meisten Fällen sind die wichtigsten Kriterien hierbei Spannung, Strom und Leistung – die Bandbreite stellt in derartigen Anwendungen kaum jemals ein Problem dar.
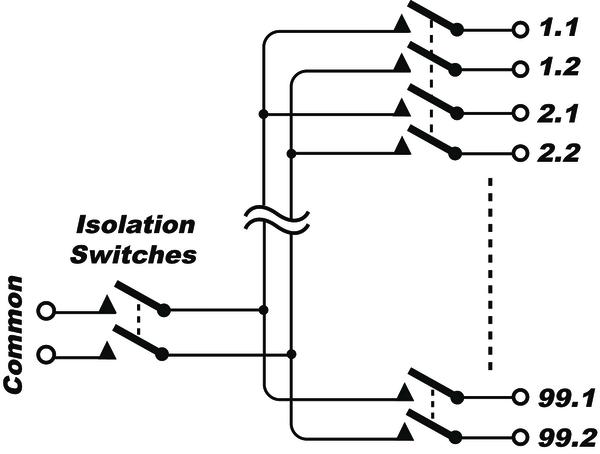
Multiplexer kommen zum Einsatz, um ein einzelnes Instrument oder eine Quelle mit mehreren Anschlüssen eines DUTs zu verbinden, wobei nur jeweils eine Verbindung pro Mux-Kanal gleichzeitig möglich ist. Mit diesem Ansatz lässt sich eine einzelne Ressource flexibel und kostengünstig mit mehreren Testpunkten verbinden. Auch hier müssen wieder die Parameter Spannung, Strom und Leistung beachtet werden, ebenso wie die Anzahl gleichzeitiger Verbindungen. Meistens ist auch der Frequenzgang des Multiplexers von Interesse.
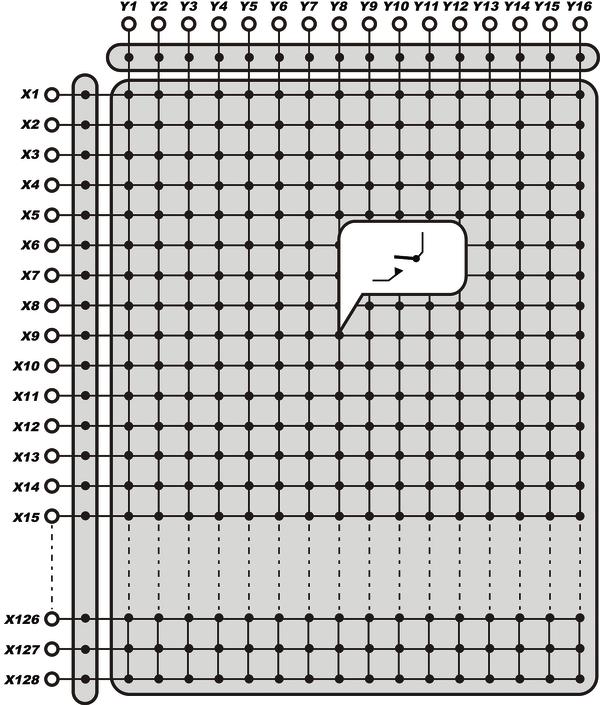
Die flexibelste Schaltlösung ist für viele Anwendungen die Kreuzschiene (Cross-Point-Matrix). Eine Matrix ist nichts anderes, als eine Anordnung von Relais, die einen Y-Achsen-Anschluss mit dem entsprechenden X-Achsen-Anschluss verbindet. Wenn die entsprechenden Relaiskontakte geschlossen werden, lassen sich virtuell beliebige Anschlüsse der Y-Achse mit beliebigen Anschlüssen der X-Achse verbinden. Es sind auch mehrere Verbindungen gleichzeitig zulässig. Die Matrix ist die einfachste Möglichkeit, Verbindungen herzustellen. Matrizen haben ihre Grenzen. Der erste Aspekt ist die Bandbreite. Die meisten Matrizen sind hier limitiert, da die Anzahl möglicher Verbindungen und die potenziell langen, nicht abgeschlossenen Signale unerwünschte „Antennen“ erzeugen, die den Frequenzgang der Matrix begrenzen.
Ein weiterer Aspekt, der beim Einsatz einer Matrix zu berücksichtigen ist, sind die zusätzlichen Kosten. Die Fähigkeit, alle möglichen Verbindungen zwischen einem DUT und einem oder mehreren Instrumenten herstellen zu können, erfordert äußerst viele Relais. Möchte man beispielsweise ein Instrument für Vierdraht-Messungen mit 96 möglichen Messstellen verbinden, benötigt man bis zu 1.536 Relais.
Systemkonfiguration
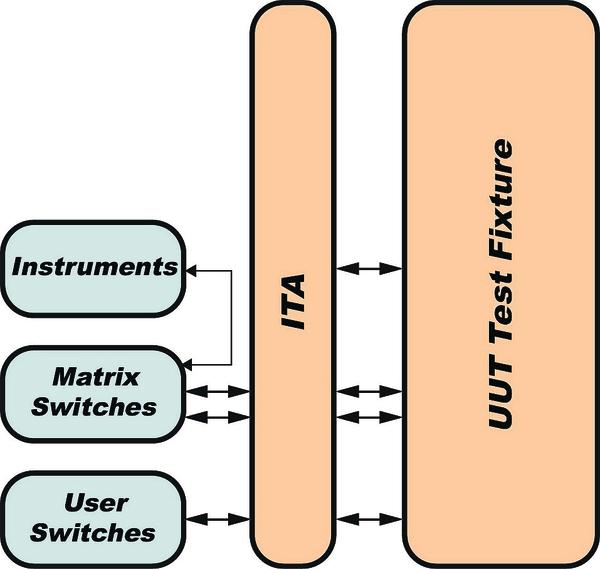
Wenn nun die Testanforderungen und die verfügbaren Ressourcen zum Schalten der Signale klar sind, kann man sich um die Implementierung des Signalmanagements kümmern. Der wichtigste Aspekt, der beim Entwurf eines Testsystems zu berücksichtigen ist, ist die Art, wie die Instrumente zwischen Prüfling und Signalmanagement verbunden werden. Zwei verschiedene Ansätze werden dargestellt.
Der Ansatz einer „Durchleitungskonfiguration“ verbindet die Instrumente im System mit dem Interface-Test-Adapter (ITA). Um die Instrumente mit dem Signalmanagement zu verbinden, werden sie intern im Prüflings-Testadapter verdrahtet. Diese Konfiguration ist am flexibelsten, da das Testsystem durch Änderungen im Prüflings-Testadapter umkonfiguriert werden kann. Nachteilig ist jedoch, dass die Verdrahtungslänge wesentlich größer ist. Darüber hinaus durchläuft jedes Signal den ITA dreimal, bis es den Prüfling erreicht, generiert auf diesem Weg Verluste und beeinträchtigt die Signalintegrität. Bei der festverdrahteten, alternativen Konfiguration werden die Instrumente direkt in das Signalmanagement-System verdrahtet. Dieser Ansatz begrenzt die Längen der Signalverdrahtung auf ein erträgliches Maß und stellt die bestmögliche Signalintegrität sicher. Nachteil dieser Konfiguration ist es, dass eine Rekonfiguration eine Änderung des Testsystem erfordert, wodurch die Flexibilität eingeschränkt wird.
Auswahl eines Interface-Test-Adapters
Wenn mit dem Testsystem viele verschiedene Prüflinge getestet werden sollen, sollte ein Interface-Test-Adapter, kurz ITA, vorgesehen werden. Ein gut überlegtes ITA-System sorgt für konsistente Ergebnisse und leichten Prüflingswechsel. Es darf jedoch nicht ignoriert werden, dass die zusätzlichen Verbindungen den Pfadwiderstand sowie die Einfügedämpfung erhöhen können, was die Testparameter ändert. Abhängig von der Applikation müssen die Verbindungen innerhalb des ITA bewertet werden: Sind die Verbindungen fest verdrahtet? Wird eine speziell entwickelte Leiterplatte verwendet, um Signalpfade und Impedanzen zu kontrollieren? Diese Leiterplatte kann natürlich Kosten verursachen, für einen genauen Test ist sie möglicherweise erforderlich. Das Test-Budget sollte hierfür einen bestimmten Betrag vorsehen.
Was kann falsch laufen?
Die gängigsten Fehler passieren, wenn beim Konfigurieren eines Testsystems nicht die Spezifikation des Gesamtsystems berücksichtigt wird. Ein Messkanal muss beispielsweise bestimmte Charakteristika aufweisen, wie Leitungsverluste, Kapazität, usw. Der Ingenieur, der das System konfiguriert, betrachtet die Spezifikation des Schalt-Subsystems und denkt nicht daran, dass auch die Eigenschaften von Kabeln und Steckverbindern sowie die Eigenschaften der Instrumente selbst zur Leistung des Messkanals beitragen.
Ein weiteres Problem bezieht sich auf die geschalteten Signale. Häufig ignorieren Testingenieure die Spezifikationen eines Schaltsystems für „Cold-Switching“, das Relais wird geöffnet oder geschlossen, bevor der Prüfling mit Spannung versorgt wird, und „Hot-Switching“, wo Relais geöffnet oder geschlossen werden, während der Prüfling unter Spannung steht. Nennströme betragen beim Hot-Switching nur etwa die Hälfte der Werte des Cold-Switching. Der Versuch, zu hohe Ströme beim Hot-Switching zu schalten, kann zu Schäden am Schaltsystem führen.
Argumente für das Signalmanagement
In den meisten Fällen liefern Funktionstests Gut/Schlecht-Ergebnisse. Manche Branchen siedeln den Funktionstest jedoch weiter vorne im Herstellungsprozess an. Einige Hersteller machen wichtige Messungen auf der Leiterplatten-Ebene, mitten im Montageprozess. Dies liegt an der Wegwerf-Natur der Elektronik heutzutage: sie ist auf kostengünstige Montage getrimmt und lässt sich nicht so leicht demontieren. Die Verifizierung der Funktionalität der Baugruppe vor dem Endtest kann Nacharbeitskosten sparen und potenzielle Verschrottungen reduzieren. Ein Signalmanagement-System kann die Kalibrierung während des prozessbegleitenden Tests automatisieren und beschleunigen.Falls ihr Design es erfordert, dass der Prüfling kontaktiert wird, um ihn zu kalibrieren oder eine bestimmte Schaltung zu verifizieren, sind entsprechende Testpunkte erforderlich. Die Kontaktierung eines Bauteils mit J-Anschlüssen im 0,5 mm Raster funktioniert nicht wirklich gut. Und bei BGAs geht es überhaupt nicht. Bei der heutigen Packungsdichte ist es fast unmöglich, Testpunkte vorzuhalten. Bei Testpunkten dieser Größenordnung werden darüber hinaus auch Bus-Taktraten beeinträchtigt. Testadapter müssen also die kleinen Ziele mit hoher Präzision treffen, was die Kosten in die Höhe treibt. In diesem Fall ist es wichtig, das benutzte Signalschalt-System so anzupassen, dass sich eine minimale Belastung für den Prüfling ergibt. Mit steigenden Stückzahlen und Ausstoßraten der Linie rückt eine mögliche Automatisierung des Testprozesses in den Fokus. Ein automatisierter Funktionstest eliminiert praktisch die Be- und Entladezeiten und senken so den Bedarf an zusätzlichen Testsystemen. Hierbei kann das Signalmanagement einen Balanceakt vollführen. Ressourcen aufzuteilen kann die Kosten des Tests spürbar senken. Wenn das Funktionstestsystem mit dem Durchsatz der Linie Schritt halten muss, kann das zum Problem werden. In diesem Fall ist zu untersuchen, welche Testprozesse parallel ausgeführt werden können. Wenn die Prüflinge im Nutzen getestet werden, kann es helfen, die Tests aufzusplitten. So kann etwa in einem Nutzen mit sechs Prüflingen der Test #1 an den ersten drei Prüflingen und zeitgleich Test #2 an den zweiten drei Prüflingen durchgeführt werden. Danach werden mit Hilfe des Signalmanagements die Zuordnungen der Tests zu den Prüflingen vertauscht. Das Antasten von Messpunkten ist fast unumgänglich, falls Kalibrierung oder Diagnosen am Prüfling erforderlich sind. Die Bediener müssen also auf die Testpunkte zugreifen. Falls möglich, sollten die Testpunkte klar gekennzeichnet sein.
Zusammenfassung
Technischer Fortschritt macht unser Leben leichter – es sei denn, man ist Testingenieur. Dichter bestückte Leiterplatten, höhere Taktraten, analoge Hochfrequenzschaltungen und mehr stellen den Baugruppentest vor höhere Herausforderungen als je zuvor. Unter diesen Randbedingungen erfordert der Funktionstest ein sehr sorgfältig geplantes Design und eine gut überlegte Teststrategie – insbesondere in Bezug auf das Signalmanagement. Umfassende Planung, die Bewertung der Produktionsstätte und eine wohlüberlegte Auswahl des Instrumentariums zum Schalten der Signale wird die Arbeit des Testingenieurs spürbar erleichtern.
electronica, Stand A1-530
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}