
Efficient high-speed automated test handling for integrated circuits has always been a formidable proposition, especially when balancing the competing demands of higher throughput with the flexibility to handle a variety of test requirements and IC package types. The growing trend toward small-outline (SO) ICs, such as MSOP, TSSOP, SSOP or even SOT, also presents challenges.
Rémy Degen, marketing manager, Semiconductor Division, Ismeca Europe, La Chaux de Fonds, Switzerland
Because of their small package, SOICs are very attractive for tight PCB real estate constraints, as well as providing highly effective heat-dissipation characteristics. However, for the manufacturer, the inherently small and light nature of SOICs can make them difficult to process through traditional gravity-feed handlers to test equipment. SOIC devices can range from only 0.11 to 0.3-in wide and might have lead-pitch dimensions as small as 0.012-in, making it hard to consistently achieve a precise and repeatable presentation to testers via gravity-feed methods.
In addition, the typically short test times used for these relatively non-complex SOIC devices require high-speed handling throughput to maintain high utilization of expensive test equipment. Because testers represent one of the most significant investments on the IC back-end production line, increasing the efficiency of test handling throughput lets manufacturers leverage a much better return on their equipment expenditures. To meet the demands of modern IC production facilities, the next generation of test handlers must be able to effectively present devices to the tester at sustained throughput speeds in the range of 10,000 parts per hour.
Another equally important characteristic of next-generation test handling equipment is the flexibility to integrate a variety of back-end functions into a single system. The efficient combination of traditionally separate functions, such as lead inspection, plunge-to-test handling, binning by results, laser marking, and loading to tubes or tape, can greatly improve overall throughput as well as reducing production floor space requirements.
Importance of parallel test
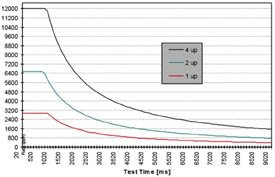
Obviously, one of the key factors in maximizing throughput is balancing the rela-tionship between the number of devices that can be simultaneously presented and the test time required. A uniform throughput rate can be sustained at the handler’s maximum speed, as long as the test time does not exceed the time it takes for the handler to present the parts. After that point, the overall throughput rate drops significantly as test time increases and then flattens out as the handling process becomes a smaller percentage of the testtime. There can be dramatic speed improvements achieved by synchronously presenting two or four devices for simultaneous testing. In the example shown, for test times up through 1020ms, the quad-synchronous presentation delivers sustained throughput that is almost four times as fast as that for single device testing. In addition, the benefits of parallel testing continue to provide a significant advantage even as the test time increases to as long as 9020ms, with the curves for quad and dual testing flattening out more slowly than for single-device testing. It should be noted, with the relatively short test-time frames that are typical for SO devices, they can most often derive maximum benefits from the „sweet spot“ for parallel testing that is on the left side of curves in the example.
Next-generation handler
For Ismeca, the challenge of designing a new generation test handler for volume SOIC manufacturing revolved around creating a robust and reliable method for simultaneous presentation of multiple devices. Ultimately, this goal was accom-plished by building upon the revolving-turret handling mechanisms of the M32 platform, and adding unique capabilities for collecting four devices at a time from the turret and presenting them to the adaptation on the tester in a uniform way.
The turret design had already proven itself to be a very flexible platform for integrating a variety of high-speed functions into a single handling system. With the rotating turret providing continuous movement of devices through as many as 32 different operational stations, the platform could deliver an optimum mix of flexibility, parallel processing and overall sustained throughput. An installed base of thousands of turret-based systems was al-ready deployed in the industry, supporting operations such as laser marking, trim-and-form, inspection, final packing and electrical testing.
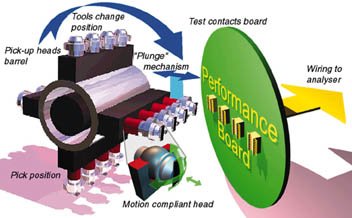
The core problem with adapting the existing platform was the need to convert the turret’s rotating motion into a linear movement for presenting multiple parts to the test socket at once. This was accomplished with a method that simultaneously collects devices from four contiguous positions on the horizontal rotary turret into a specially designed vertically rotating barrel system.
The barrel rotates vertically through four distinct stops to complete an entire cycle, which allows it to stay in perfect synchronization with the speed of the horizontally rotating turret. At the first stop, the components are picked up from the pallet. At the second, all four components are re-centered for proper positioning by aligning their reference leads into pre-specified locations. The third stop is reserved for tooling changes, while at the fourth all components are simultaneously inserted into the sockets for electrical test. By combining four-up parallel electrical testing with the inherently high-speed rotating turret platform, the M32AT test handler is able to provide sustained throughputs of up to 10,000 pph.
Input and output flexibility
For an optimization of the overall production effectiveness, the test handler needs to be able to accept a variety of input formats as well as efficiently deliver the checked components into different output packing formats. For this, the system provides input options for mounting either 25 to 30 component tubes or two magazines, each with 15 metal multitrack. The system can even be equipped to input parts directly from vibratory bowl feeders.
After completion of testing and other integrated functions, the components are segregated into pass and reject categories and can be automatically packaged into metal multitrack, plastic tubes or standardized EIA tapes. To minimize the test handlier’s overall footprint, both the input and output stages are tightly integrated into the mainframe design.
Extensibility for multiple functions
The integration of other related back-end functions into the test handler can also greatly improve production throughput and floor space utilization, as well as lowering equipment investment costs. For instance, by combining electrical test, laser marking, mark inspection, lead-coplanarity inspection, and tape/tray packaging in the same system, the traditional deployment of up to five separate machines can be replaced by a single, unified multifunction gear. Rather than consuming valuable facility floor space with multiple machines, all these inspection and handling functions can fit into one equipment with a combined footprint requirement of only 1300 x 1700 mm.
Compatibility with production processes
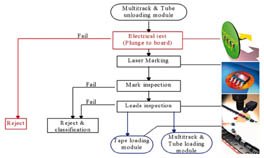
As illustrated by the workflow diagram, the plunge-to-board electrical test is conducted as the first process, with failures immediately rejected before undergoing subsequent operations. Rejection paths also provided after mark and lead inspection, thereby „narrowing the funnel“ so that each step deals only with components that have passed all previous ones. In addition, the system’s software automatically tracks all rejected components and characterizes the criteria for process control or rework, respectively. Perhaps the most important demand on this test handling systems is that it adapts smoothly with actual production practices and requirements. By combining all of the parts handling tasks into a single multifunction mainframe, this system gives users complete flexibility for deploying the machine into a variety of production environments. In addition, by placing the equipment on rollers, optimizing tooling changeover times and providing a high level of programmability, it becomes possible to further amortize this system by easily moving it between test environments on an as-required basis.
The bottom line in manufacturing is a significantly higher level of automation for backend processes along with greater flexibility for integrating related functions and tailoring an operation to specific testing requirements. Instead of handling every part many times to conduct all the different stages, a multifunction machine transitions the parts through all of these processes, culminating packaged components that are tested and ready-to-ship.
Zusammenfassung
Ein gute Lösung zur Reduzierung der Kosten für Investition, laufenden Betrieb und Produktion stellt ein Testhandler der neuen Generation dar. In dieser Maschine sind IC-Handling, Laser-Marking, Inspektion von Markierung und Coplanarität, Klassierung anhand der Prüfergebnisse sowie das Verpacken der Teile integriert.
Résumé
Un Testhandler de la dernière génération représente une excellente solution pour réduire les coûts d’investissement, d’exploitation et de production. Cette machine intègre la manipulation des CI, le marquage laser, l’inspection du marquage et de la coplanarité, le classement sur la base des résultats des contrôles de même que le conditionnement des pièces.
Sommario
Un’eminente soluzione per ridurre i costi di investimenti d’esercizio e produzione viene rappresentata da un Handler di test della più nuova generazione. Questa macchina comprende l’Handling dei circuiti integrati, Laser-Marking, ispezione e marcatura nonché coplanarità, classificazione in base ai risultati di controllo e confezionamento dei componenti.
Fax +41-32-926-5989; rdegen@ismeca.ch
EPP 331
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}