

Je nach Aufgabenstellung sind Handarbeitsplätze immer noch die wirtschaftlichste Lösung zur Fertigung von Kleinserien, kurzlebigen Produkten oder technisch kritischen Bauteilen. Um eine Null-Fehlerquote zu erzielen muss der gesamte Arbeitsvorgang überwacht werden. Die Aufrüstung bestehender Handarbeitsplätze oder die Integration kostengünstiger Komplettlösungen macht es möglich, wirtschaftlich zu produzieren und gleichzeitig den ausgeführten Arbeitsvorgang lückenlos zu überwachen.
Bei den meisten Herstellern sind Handpressen in großer Zahl im Einsatz, jedoch bislang noch ohne Messeinrichtungen. Es wird dort „nach Gefühl“ gearbeitet, selbst bei kritischen Einpressvorgängen. Sei es beim Einpressen einer Glaslinse für Füllstandssensoren, beim Bau von Hydraulikventilen oder in der Elektronikindustrie das Aufpressen von Metallplättchen auf Leuchtmittel mit definierter Kraft. Die Anwendungen, in denen ohne Messeinrichtung gefertigt wird, ließen sich beliebig fortführen und sind sogar noch bei Fertigungs- und Produktionsarbeitsplätzen für sicherheitsrelevante Teile zu finden, aber auch in Laboratorien und Produktionsvorbereitungen oder bei metallverarbeitenden Betrieben, bei reinen Montagebetrieben und in der pharmazeutischen Industrie.
Ob die produzierten Teile den geforderten Qualitätsansprüchen gerecht werden, wird aber meist erst dann geprüft, wenn alle Einzelteile zu einer Baugruppe komplettiert sind. Treten dann ungewöhnlich hohe Ausschussquoten auf, bedeutet dies unnötige Nachbearbeitungskosten. Darüber hinaus fordern „Endkunden“, wie beispielsweise die Automobilindustrie, einen Nachweis über die hergestellte Qualität der Zulieferteile. Der Druck auf die Hersteller, eine 100%-Qualitätskontrolle aller herzustellenden Teile durchführen zu wollen oder zu müssen, wird so immens groß, dass es an der Zeit ist zu handeln. Genau für diese Anwendungen entwickelte Burster Präzisionsmesstechnik Aufrüstlösungen oder Komplettpakete zum schnellen und universellen Einsatz an den vorhandenen Fertigungseinrichtungen. Diese bestehen aus mehreren, aufeinander abgestimmten Komponenten und sind sofort betriebsbereit, auch wenn bereits bestehende Handarbeitsplätze hinsichtlich der gestiegenen Qualitätsansprüche aufgerüstet werden sollen. Da es sich in ca. 75% aller Fälle um solche Aufrüstungen bereits vorhandener Pressen handelt, sind Standardlösungen nicht gefragt. So benötigen Zahnstangenpressen möglicherweise etwas längere Wegsensoren und vom Messbereich her kleinere Kraftsensoren bis maximal 5 kN, Kniehebelpressen hingegen Kraftsensoren mit größerem Messbereich bis 25 kN. Insgesamt gilt es, Kraft- und Wegsensoren zu spezifizieren und einzusetzen, die präzise auf die Messaufgabe der vorliegenden Applikation abgestimmt sind. Zur Erfassung der kompletten Einpresskurve aus den gemessenen Kraft-Weg-Wertepaaren der Sensoren dient das bewährte, seit Jahren erfolgreich im Einsatz befindliche System „Digiforce“. Die Messkurve wird auf einem Display grafisch dargestellt und kann mit Hilfe spezieller Fenster- oder Hüllkurventechnik entsprechend vordefinierter Parameter direkt ausgewertet werden. Nach Bewertung des Einpress- oder Fügevorgangs steht das IO/Gut- oder NIO/Schlecht-Signal sofort zur Verfügung. Um dem Bedienpersonal an Montageplätzen in der oft lauten und ablenkenden Fertigungsumgebung ein ergebnisoptimiertes Arbeiten zu ermöglichen, wurde seitens Burster das Gerät Digipilot entwickelt. Im Zusammenspiel mit Digiforce, das die ermittelten Gut-/Schlecht-Signale anliefert, meldet es dem Werker umgehend die hergestellte Qualität der Teile optisch und akustisch bzw. bei einer Schlecht-Bewertung auch durch eine mechanische Verriegelung. Gut- bzw. Schlechtteile werden dadurch – auch von ungelerntem Bedienpersonal – korrekt erkannt und einsortiert. Eine Manipulation ist aufgrund der fest einstellbaren Bewertungsprotokolle nicht möglich und gewährleistet dem Hersteller somit tatsächlich die geforderte 100%-ige Sicherheit.
Aufrüstung mit minimalem Aufwand
Der Aufwand für eine Aufrüstung bestehender Pressen ist denkbar gering: In den Pressenkopf werden lediglich zwei Löcher gebohrt, mit Gewinde versehen und eine im Lieferumfang befindliche Montageplatte befestigt. Darauf wird der Wegsensor verschraubt. Auch der eigens entwickelte Kraftsensor Typ 8451 lässt sich mit wenig Zeitaufwand spielend leicht in vorhandene Pressen mit einer Stößelbohrung von 10 H7 integrieren. Dazu wird der Sensor von unten in den Pressenstößel gesteckt und mit einer Madenschraube gehalten. Für Sonderlösungen mit größeren Stößelbohrungen stehen passende Zapfen zur Verfügung. Der Sensor hat nach oben hin den Zapfen für die Stößelbohrung und nach unten eine Bohrung, die der Stößelbohrung entspricht. Darin wird das eigentliche Werkzeugoberteil montiert. Zwischen Stößel und Kraftsensor wird noch der Mitnehmer für den Wegsensor eingeklemmt. Jetzt sind lediglich die vorbereiteten elektrischen Verbindungen zur Auswerteelektronik zu stecken und die Messung kann beginnen.
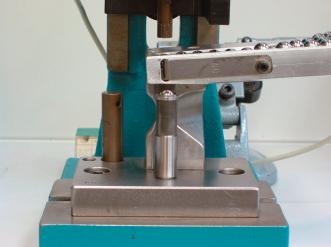
Kraft-Weg-überwachter Handarbeitsplatz
Als Komplettpaket stehen Kniehebel- oder Zahnstangenpressen zur Verfügung, die für Druckkräfte zwischen 1,5 und 25 kN ausgelegt sind. Ihre Pressenköpfe sind mit einer Gewindespindel in der Höhe schnell verstellbar und die Handhebel einfach auf Linkshänderbetrieb umzurüsten. Der querkraftunempfindliche Kraftsensor ist direkt und ohne Zusatzteile zwischen Stößel und Werkzeug integriert. Der Wegsensor, direkt am Pressenkopf montiert, überwacht den gesamten Hub des Stößels. Zur Auswertung der Messkurve und Signalisierung dienen Digiforce und Digipilot.
Null-Fehler-Montage
Selbst modernste, automatisierte Fertigungsanlagen können die menschliche Geschicklichkeit nicht immer ersetzen. Bei der Firma Brehm Präzisionstechnik in Ulm spielt neben vollautomatischen Stationen der gezielte Einsatz von Handarbeitsplätzen eine Schlüsselrolle bei der Null-Fehler-Montage.
„Immer öfter ist die Fertigung kleiner Baugruppen gefragt“, erläutert Dietmar Mack, Industriemeister und Leiter der Bereiche Montage und Werkzeug-Sondermaschinenbau. „Das heißt, nicht nur Drehteile zu fertigen, sondern auch vollständige Baugruppen, die aus drei, vier oder mehr Komponenten zu montieren sind. Die dazu erforderlichen Werkzeuge und Montageeinrichtungen konzipieren und bauen wir selbst.“
Ein gutes Beispiel für einen der vorhandenen Handarbeitsplätze ist die Handpresse zur Montage einer relativ „einfach“ aussehenden Komponente, einem zweiteiligen Bauteil für Steuerkettenspanner in Verbrennungsmotoren, das in Stückzahlen bis zu einigen 100.000 pro Jahr produziert wird. Das zu montierende Bauteil besteht aus zwei Einzelteilen – einem gedrehten Zylinder mit kugeligem Sackloch, der auf einer der zahlreichen Mehrspindlerdrehautomaten bei Brehm gefertigt wird, und einer Stahlkugel.
Mack erklärt: „Die Kunst bei der Montage des kompletten Bauteils liegt im Einbringen der Kugel in das Sackloch. Beim Einpressvorgang kommt es darauf an, die Kugel mit einem Durchmesser von 11 mm durch die kleinere Bohrung, mit einem Durchmesser von 10,95 mm 6 0,02 mm, mit einer vordefinierten Druckkraft hindurchzupressen. Dabei gilt es, die Bohrung beim Pressvorgang nicht zu stark zu dehnen. Die Kugel soll quasi in das sich nach unten weitende Sackloch „hineinfallen“, sich dort frei beweglich drehen können.„Ebenso wichtig ist, zu gewährleisten, dass die Kugel auf keinen Fall mehr herausfällt. Bei dem sehr sensiblen Durchpressvorgang können sich jedoch am gehärteten Bohrungsrand mikroskopisch kleine Risse bilden, die mit dem Auge betrachtet nicht zu sehen sind, und das darf auf keinen Fall geschehen. Blieben diese Risse unbemerkt, so könnte die Kugel herausfallen. Und wenn das geschieht, eingebaut in einem Verbrennungsmotor, wären ein fataler Motorschaden und eine entsprechende Rückrufaktion des Automobilherstellers vorprogrammiert, verbunden mit immensen Kosten.
Damit Brehm wirklich 100% fehlerfreie Komponenten herstellt, suchte die Abteilung Sondermaschinenbau nach kostengünstigen und dennoch reproduzierbaren Messlösungen. Als relativ einfache und dennoch sehr wirkungsvolle Möglichkeit erwies sich die Überwachung der Kraft, die zum Durchpressen der Kugel notwendig ist, in Abhängigkeit zum Weg. Dietmar Mack verdeutlich dies: „Wir ermittelten empirisch mit einer von uns umgebauten Handpresse die minimalen und maximalen Kräfte beim Einpressen der Kugel, ob Spitzen auftreten und wie steil die Flanken der Kurve sind, um ein qualitativ einwandfreies Bauteil zu erhalten.“
Da auch in der Produktion schon in enger Zusammenarbeit mit Burster spezielle Messaufgaben realisiert werden konnten, hatte auch in diesem Fall der kompetente Mess-Spezialist eine Lösung parat: eine Handhebelpresse, bestückt mit zwei Sensoren und der Auswerteelektronik Digiforce 9310 und Digipilot 5510. Speziell für den beschriebenen Anwendungsfall wurden alle erforderlichen Komponenten kombiniert.
Mit der Kraft-/Weg-überwachten Kniehebelpresse von Burster,“ so Mack , „bestückt mit einem Kraftsensor und einem Wegsensor, um die erforderliche Kraft/Weg-Kurve aufzunehmen und die Abhängigkeit grafisch darzustellen, konnten wir dann mit der Serienfertigung des Bauteils an- fangen.“
Die Auswerteelektronik mit dem Bildschirm ist in Sichthöhe montiert, damit der Bediener sofort erkennt, ob der Einpressvorgang „gut“ oder „nicht gut“ war. Jederzeit, auch im Nachhinein, kann der Kraft-Weg-Verlauf auf dem Display des Digiforce in zwei Bewertungsfenstern dargestellt werden. In den Bewertungsfenstern werden signifikante Abschnitte des Montageprozesses, bei Brehm der Einpressvorgang der Kugel, überwacht. Im ersten Fenster liegt der Kraftkurvenbereich zwischen 50 N und 1200 N und im zweiten Fenster zwischen 50 N und 250 N. „Obwohl wir rund 5000 Stück pro Woche fertigen, also ca. 250.000 Stück im Jahr, ist dieser Handarbeitsplatz immer noch wirtschaftlicher als ein sehr aufwändiger Halb- oder Vollautomat für diesen Arbeitsvorgang“, schließt Mack.
Resümee
Besonders wichtig und unumgänglich bei der Produktion von sicherheitsrelevanten Teilen ist die industriegerechte Einbindung von Messtechnik und reproduzierbarer Qualitätssicherung in mechanische Pressen. Insbesondere bei Handarbeitsplätzen in rauer Industrieumgebung ist zudem die schnelle, visuelle, optische und mechanische Signalisierung wichtig. So soll auch „ungelerntes“ Bedienpersonal eindeutig erkennen, ob das gerade gefertigte Bauteil qualitativ einwandfrei oder als „Ausschuss“ zu bewerten ist. Der beschriebene Kraft-Weg-überwachte Montageplatz verdeutlicht, wie eine Null-Fehler-Rate an manuellen Arbeitsplätzen sichergestellt werden kann. Natürlich lassen sich auch weitere Arbeiten an Handpressen überwachen, wie z.B. montieren, einpressen, kleben, biegen, crimpen, nieten oder prägen. Ein weiteres Einsatzgebiet liegt in der Überwachung von Trennvorgängen, beispielsweise beim Abkanten, Ausbrechen oder Stanzen. Aufgrund des Kurvenverlaufs bei Trennvorgängen wird ersichtlich, ob beispielsweise höhere Kräfte auftreten als zugelassen. Liegen die Messwerte außerhalb des vorgegebenen Toleranzfensters, lassen sich eindeutige Aussagen über die Abnutzerscheinungen des Werkzeugs und somit indirekt auch über die Qualität der Schnittkante treffen.
Die Auswertung der Einpresskurve mit Digiforce und Digipilot gibt dem Hersteller nicht nur die nötige Sicherheit, sondern hilft auch Kosten sparen. Eine frühzeitige Fehlererkennung und dadurch mögliche Folgekosten z.B. für die Nachbearbeitung, können vermieden werden. Ebenso hohe Kosten durch Rückrufaktionen, hervorgerufen durch „Qualitätsmängel“ an Bauteilen. Durch die kostengünstige Aufrüstung bestehender Handarbeitsplätze zu „Halbautomaten“ entfallen auch Investitionskosten für teuere Automaten, die sich speziell bei „kurzlebigen“ Produkten nicht amortisieren würden.
EPP 471
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}