

Nur wer in der Baugruppenfertigung seinen Prozeß beherrscht, fertigt wirtschaftlich. Dies gilt sowohl für hochvolumige Low-Mix- als auch High-Mix-Fertigungen. Stets beginnt der Prozeß mit der Vorbereitung der nötigen Daten sowie einer möglichst optimalen Einplanung der Aufträge.
Karsten Schlüter, Geschäftsführer diplan GmbH, Erlangen
Besondere Anforderungen ergeben sich hier bei Fertigungen mit vielen Varianten, die praktisch täglich mit neuen Flachbaugruppen oder Modifikationen konfrontiert sind. Insbesondere die Dienstleister müssen ein hohes Maß an Vorbereitung erbringen. Für diese ohnehin im intensiven Wettbewerb und unter Kostendruck stehenden Unternehmen besteht jedoch durch eine systematisch konzipierte und mit flexiblen Hilfsmitteln ausgestattete Arbeitsvorbereitung eine Chance, sich von Mitbewerbern abzuheben und Vorteile zu nutzen.
Vorbereitung des Bestückprogramms
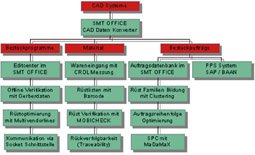
Die Aufgabe auf der Tool-Seite liegt darin, möglichst auf der Basis von Standard-Software eine anwendergerechte Integration der Datenaufbereitung in die vorhandenen DV-Systeme zu erreichen. So entsteht eine individuelle Lösung, die jedoch auf allgemein verfügbaren Software-Produkte basiert, die gepflegt und weiterentwickelt werden. Die Schritte auf der Basis des Tools SMT Office zur Datenvorbereitung sind in Bild 1 gezeigt.
Es ist hilfreich, wenn vollständige und korrekte Bestückprogramme rechtzeitig vorhanden sind, und nicht erst zu dem Zeitpunkt daran gedacht wird, wenn die Fertigung beginnen soll. Auch die Beseitigung von Fehlern führt zu unverhältnismäßig langen Wartezeiten an den teuren Automaten. Die Datenquellen sind im Regelfall CAD-Systeme, Stücklisten und Bauelementebibliotheken. Da diese Datenformate recht unterschiedlich sind, ist eine Software nötig, die sich flexibel auf die Formate einrichten läßt. Gerade in der Auftragsfertigung mit ihren vielen unterschiedlichen Datenquellen ist es sehr kostenintensiv, wenn für jedes Format ein weitererer Softwaretreiber beschafft werden müßte. Besteht die Möglichkeit, daß Anwender die Datenschnittstelle selbst konfigurieren können, ist das eine enorme Erleichterung. Die Basisidaten lassen sich dann automatisch in eine Datenbank schreiben und von dort bedarfsgerecht die Bestücksysteme versorgen.
Im Regelfall enthalten die Grunddaten nicht alle Informationen, die zur vollständigen Generierung eines ablauffähigen Bestückprogramms erforderlich sind. Deshalb müssen sich per Editor die noch fehlenden Daten eingeben lassen. Bevor das Programm an die Maschine übertragen wird, kann eine grafisch unterstützte Verifikation durchgeführt werden, um eventuell noch vorhandene Fehler rechtzeitig zu erkennen und zu korrigieren (Bild 2).
Besonders effektiv ist diese Verifikation durch das Einbeziehen der Gerberdaten. So lassen sich Drehwinkelfehler, falsch zugeordnete Gehäuseformen oder auch eventueller XY-Versatz einfach erkennen und berichtigen. Der Anwender sieht anschließend das vollständig bestückte Board so, wie es den Besückungsautomaten verlassen würde. Erst dann sollte das Bestückprogramm an die jeweiligen Maschinen- bzw. Linienrechner gesendet werden.
Effektive Rüstkonzepte
Gerade in der Variantenfertigung wird viel Zeit für häufiges und langwieriges Rüsten der Maschinen benötigt. Moderne Maschinen weisen komfortable Wechselmöglichkeiten für Bauelemente und Feeder auf, dennoch muß dies datentechnisch und konzeptionell gut vorbereitet werden. Das Rüstprinzip ist bereits durch das Maschinenkonzept festgelegt. Das primäre Interesse liegt bei Variantenfertigern nicht unbedingt in der Bestückleistungsoptimierung, sondern darin, rasch und und mit hoher Flexibilität umzurüsten. Zur Analyse der Rüstszenarien können die Softwaretools eingesetzt werden, die dann später die Einsteuerung der Aufträge optimieren.
Da es kein Patentrezept für optimale Rüstmethoden gibt, muß jeweils individuell auf das Boardspektrum bezogen, eine Optimierung erfolgen. Es reicht bei weitem nicht aus, lediglich ein paar vermeintlich repräsentative Flachbaugruppen auszuwählen und für diese dann Linienkonfigurationen auszulegen.
Auf der Basis eines Rüstkonzeptes, das beispielsweise auch partielle Festrüstungen und vorkonfigurierte Wechseltische enthalten kann, werden die Linien konfiguriert. Auch wenn es bei der Austaktung zu Kompromissen kommen muß, hat es sich in zahlreichen Fällen bewährt, eine Seite der Bestückautomaten mit Festrüstung zu belegen. Je nach tagesaktueller Auftragslage werden dann die notwendigen Wechseltischsätze, die bereits für ein definiertes Boardspektrum vorgerüstet sind oder auch alternativ individuell aufgerüstet werden, an den Maschinen bereitgestellt.
Kontrolle der Rüstung
In der Praxis kommt es immer wieder zur versehentlich falschen Aufrüstung von Bauelementen, wobei unter Umständen mehrere Hundert Boards falsch bestückt werden. Dies sollte natürlich mit allen verfügbaren Maßnahmen verhindert werden. Für Fertigungen mit hoher Variantenzahl bieten sich zwei Ansätze an:
• Kontrolle der vorgerüsteten
Wechseltische
• Kontrolle der nachgefüllten
Bauelemente am Automaten
Grundsätzlich setzt eine Rüstkontrolle voraus, daß sich auf den Bauelementegebinden definierte Barcodes befinden. Im Idealfall sind dies Bauelementenummern, die auch in den Bestückprogrammen und Rüstungen verwendet werden. Mittlerweile bringen immer mehr Bauelementelieferanten auch die Kundenbarcodes auf den Rollen auf. Ist dies nicht der Fall, werden die Rollen im Wareneingang mit Barcordeetiketten versehen. Oft werden jedoch auch die Lieferantenbarcodes verwendet, die dann eindeutig den hausinternen Bauelemente-Sachnummern zuzuordnen sind. Hier ist zwar mehr Datenpflege nötig, jedoch entfällt der zusätzliche Aufwand für das Aufbringen und die Verwechslungsgefahr ist minimiert. Die Erfahrung zeigt, daß durch Barcodekontrolle eine drastische Reduzierung der Fehler erreicht wird. Selbst Skeptiker, die mit konstruierten Fehlermöglichkeiten das Verfahren in Frage stellen, konnten nach einem Testbetrieb vom Nutzen überzeugt werden.
Ein externer Rüstplatz bietet vor allem für Variantenfertiger mit einer größeren Zahl von Wechseltischen, die auch an mehreren Siplace-Linien eingesetzt werden, große Vorteile. So wird der Anwender sowohl bei der Auswahl des Wechseltisches als auch bei der Einstellung von Linearförderern unterstützt.
Mit MobiCheck erfolgt primär die Kontrolle der Bauelemente-Nachversorgung an der Maschine. Hier hat sich in der Praxis gezeigt, daß durch das kabellose Handterminal eine sehr gute Akzeptanz beim Personal erreicht wird. Selbst bei Linien mit vier oder fünf Bestückautomaten reicht ein Handterminal aus, was sich sehr positiv auf die Kosten auswirkt. Auf der Basis von MobiCheck lassen sich bei Bedarf auch Traceability-Systeme realisieren.
Eine weitere Option zu diesem Rüstkontroll-System ist der LevelChecker. Mit dieser Lösung wird dem Bedienungspersonal aktuell der Füllstand der Feeder gezeigt und somit rechtzeitig ein Hinweis auf die Zuführsysteme gegeben, die als nächstes nachzufüllen sind. Ein weiterer Vorteil liegt hier in der Möglichkeit, die tatsächlich verbrauchten Bauelemente zu erfassen und als Basis für eine realistische Bestandsverwaltung einzusetzen. Nicht selten ergeben sich derart große Bestandsabweichungen gegenüber übergeordneten Lagerverwaltungsdaten, daß eingeplante und freigegebene Aufträge nicht komplett gefertigt werden können
Ein praktikable Lösung ist, alle angelieferten Bauelemente zu erfassen. Ebenso werden die verbrauchten, also die bestückten oder abgeworfenen Komponenten, direkt in der Bestückungsmaschine erfaßt und verbucht. Somit werden auch jene Bauteile, die bei angebrochener Bestückung oder für Muster beim Einfahren verloren gehen, mit erfaßt. Damit besteht Zugriff auf eine realistische Zahl von verfügbaren Bauelementen. Auf dieser Basis lassen dann sowohl rechtzeitig Bauelemente nachbestellen als auch jene Aufträge freigeben, die noch gefertigt werden können.
Voreilhaft bei vielen Varianten
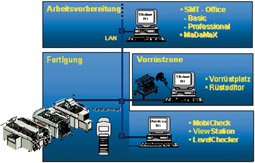
Gerade bei einer variantenreichen Produktpalette ist eine systematische Datenhaltung und –generierung unabdingbar. Durch die Vielfalt der Bauelemente und Baugruppen besteht ein sehr hohes Potential an Fehlermöglichkeiten, die Qualitäts-einbußen und Produktionsausfälle nach sich ziehen können. In Bild 4 ist dargestellt, welche Ansätze es für die Vorbereitung der Bestückung, die Vorrüstzone und insgesamt in der Bestückung gibt, um mit Softwareintegration die Abläufe bei hoher Variantenvielfalt abzusichern. Wichtig ist, daß alle Programme auf der gleichen Datenbank aufsetzen, um Inkonsistenzen zu vermeiden. Die einzelnen Arbeitsplatzrechner sind untereinander vernetzt und laufen unter Windows NT.
Anwender haben berichtet, daß mit dieser Software die Vorbereitungszeit für das Bestückprogramm auf ein Drittel des ursprünglichen Wertes zurückgegangen ist. Ähnlich verhält es sich bei den Rüstzeiten. Hier wird durch die automatische Zusammenfassung mehrerer Boards zu einer Rüstung, die Rüsthäufigkeit drastisch reduziert. Durch Rüstkontrolle und Protokollierung der verarbeiteten Bauelemente lassen sich zusätzlich Produktionsausfälle verhindern und Qualitätsverbesserungen erreichen.
EPP 222
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}