
Die Absorption von Feuchtigkeit in Kunststoffkomponenten aus der Luft ist ein altbekanntes Problem für die Betreiber von SMT-Fertigungslinien. Lagerung und störungsfreie Verarbeitung der hydrophilen Materialien benötigen effektives und exaktes Prozesscontrolling.
Die Lagerung und Entfeuchtung nicht-hermetischer Gehäuse aus feuchteabsorbierenden Stoffen werden seit vielen Jahren zur Vermeidung von Micro Cracks diskutiert. Bereits seit fünf Jahren klassifizieren die internationalen IPC-JEDEC Normen 020 und 033A acht Feuchtigkeitsgrade bzw. Lagerzeiten. Sie bieten der Qualitätssicherung von SMT-Fertigungsstrecken verbindliche Richtlinien für Lagerung und Entfeuchtung der Bauteile.
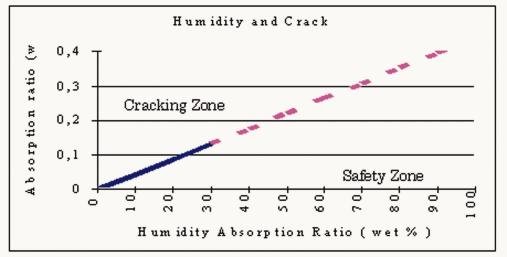
Eine Analyse der Gewichtszunahme (IPC-JEDEC-Norm 020) legt die geschätzte Lagerzeit fest, die Gewichtsverlustanalyse wiederum errechnet die erforderliche Trocknungszeit, um die überschüssige Feuchte im Bauteil zu eliminieren. J-STD-033 definiert detailliert Trocknungstemperaturen und -zeiten. Der Sicherheitsbereich für den Lötprozess liegt bei 30% Feuchtigkeitsaufnahme bzw. bei 0,1% im Verhältnis zum Bauteilgewicht (Bild 1).
Löten ohne Blei
Ab Juli 2006 wird das Thema Bauteillagerung noch mehr an Bedeutung gewinnen. Mit diesem Datum tritt ein Gesetz in Kraft, welches die Inhaltsstoffe der Lotpaste neu regelt. Blei und Halogene dürfen dann nicht mehr enthalten sein. Nachteil für den Anwender: Die bleifreie Lötpaste kann nur mit höheren Prozesstemperaturen verarbeitet werden (T~ 245 bis 260°C). Die Löttemperaturen mit bleihaltigen Lotpasten liegen je nach Verfahren und Material durchschnittlich bei ca. 220°C. Für die Qualitätssicherung bedeutet das, dass die Feuchtigkeit in den IC-Bauteilen während des Lötprozesses mit höheren Temperaturen noch schneller die Package Peak Temperatur (PPT) überschreitet, und in die Gasphase übergeht.
Mit der Bleifrei-Umstellung stehen wir wieder am Anfang des Prozessengineerings und müssen uns die Frage stellen, wie die Fertigungsmaschinen auf die Bauteileigenschaften und Leiterplattenmaterialien eingestellt werden können, um den veränderten Anforderung gerecht zu werden.
Feuchtigkeitsarme Lagerung optimiert Prozessabläufe
Das Phänomen der Micro Cracks oder das so genannte „Popcorning“ tritt während der Produktion von IC-Bauteilen, die Feuchtigkeit enthalten, sehr häufig auf. Zwar hat der vermehrte Gebrauch von MSL-Bauteilen wie Fine-Pitch und Ball Grid Array die Aufmerksamkeit auf diesen Störungsmechanismus gelenkt, aber das Thema wird immer noch nicht ernst genug genommen. Nicht alle Micro Cracks sind mit dem bloßen Auge erkennbar. Die betroffenen IC-Bauteile werden weiterverarbeitet, und durch Delaminationen und Risse im Gehäuse dringen ungehindert Feuchtigkeit oder andere Verunreinigungen in den Halbleiter ein. Über einen längeren Zeitraum sind Korrosion der Leiterplatten sowie Leiterbahnbruch und andere Störfälle zu beobachten.
Von den Störmechanismen sind alle verschiedenen Verarbeitungsprozesse unabhängig vom Lötverfahren betroffen. Eine Beschädigung der IC-Komponenten braucht nicht sichtbar zu sein, wie Bild 2 zeigt. Eine effektive Qualitätssicherung sollte daher ständig die Einwirkung und Höhe der Löttemperaturen überwachen, und verschiedene Prüfmechanismen wie Sicht- und Schallprüfung sowie elektrische Prüfungen einschalten.
Die häufigsten Fehlerquellen sind innere Abtrennungen (Delaminationen) des Kunststoffes von der Gussform, auch mit Brüchen der Gussform. Eine Ablösung von Kabelrahmen sowie die Beschädigung der Drahtklebestelle und interne Risse, die nicht bis zur Oberfläche durchgehen, gehören zu den oft zu beobachtenden Folgen des Lötens. Manchmal sind die Risse sogar an der Oberfläche zu sehen, schlimmstenfalls bricht das Bauteil noch während des Lötprozesses auf („Popcorning“).
Lagerung ist nicht gleich Lagerung
Die IPC-Norm IPC/JEDEC J-STD-033A legt ihr Hauptaugenmerk auf die Verpackung und die Vermeidung von Absorption der Feuchtigkeit aus der Raumluft. Trocknungsmittel oder das Trocknen im Ofen sollten nur dann zum Einsatz kommen, wenn das Bauteil der Feuchtigkeit zu lange ausgesetzt war.
- Moisture Barriere Bag (MBB): Das MBB ist ein feuchtigkeitsbeständiger Beutel, in dem die Bauteile mit Hilfe eines Trocknungsmittels und einer Feuchtigkeitsindikatorkarte gelagert werden. Er ist vor allem für den Transport und die Langzeitlagerung von IC-Bauteilen geeignet. Eine Feuchtigkeitssperre sorgt dafür, dass keine weitere Luftfeuchtigkeit eindringen kann. Das Handling der MBBs ist arbeitsintensiv und zeitaufwändig.
- Trocknen im Ofen (Backen): Das Trocknen im Ofen ist nicht unproblematisch. Mankos sind der sehr hohe Stromverbrauch, Oxidationsrisiken und Lötbarkeitsprobleme. Außerdem ist für jedes spezifische Bauteil jeweils nur ein Backzyklus zulässig.
1) Langzeitige Backprozedur
(T = 50°C, 60% rF, bis sieben Tage Trocknung)
Die Trocknung über sieben Tage hat den Vorteil einer schonenden Trocknung, ist aber durch die sehr lange Unterbrechung für den Produktionsablauf ungünstig.
2) Kurzzeitige Backprozedur
(T = ~ 140°C, 60% rF, sechs Stunden Trocknung)
Vorteil des kurzzeitigen Backprozesses ist der schnelle Trocknungszeitraum; nachteilig sind die hohen Betriebskosten, Oxidation der Drähte und damit Beeinträchtigung der Lötfähigkeit, und daraus resultierend Reduktion der Lebensdauer des Bauteils.
- Stickstofftrockenlagerschrank: Die Lagerung mit Stickstoff hat den großen Vorteil, dass die Bauteile in geschützter Atmosphäre gelagert werden. Allerdings ist der Einsatz von Stickstoff aufwändig, er produziert hohe Betriebskosten, ist wartungsintensiv und eine sehr niedrige Feuchte ist nur schwer zu gewährleisten.
- Lufttrocknungsschränke: Seit einigen Jahren gibt es Schaltschränke, die mit den Trocknungsmitteln Zeolit oder Silikagel entfeuchten. Ihre Betriebskosten sind niedriger und sie sind wartungsfrei, weil sich das Trocknungsmittel durch Wärmeaustausch selbst regeneriert. Ihre Leistung ist von der Art und Menge des verwendeten Trocknungsmittels, der Effizienz des Regenerationssystems und der Abdichtung des Schrankes abhängig. In der Regel kann 1% rF bei geschlossen Türen aufrechterhalten werden.
Im Folgenden geben wir Ihnen eine grobe Faustformel nach den Maßgaben der IPC-JEDEC-Norm 020C zur Hand, mit der sie Trockenlagerzeit berechnen können.
Tl = Lagerungszeit (in Std.): Zeit, die man braucht, um die Bauteile in der Kammer zu lagern
To = Offenzeit: Zeit, in der die Komponenten der normalen Atmosphäre ausgesetzt waren, nach Ablauf der zugelassenen Garantiezeit
k = Lagerungsfaktor (IPC-Norm = 5)
Tl [Std] = To* k (30 °C / 60% rF)
Schlussbemerkung
Wenn wir auf die Geschichte der Bauteil-Lagerung insbesondere für Flachbaugruppen zurückblicken, möchten wir Sie hier mit einigen Fakten über den Einsatz und die Anwendung von Trockenlagerschränken vertraut machen. In Japan werden die Trockenlagerschränke seit etwa 16 Jahren in Produktionslinien, in den USA seit acht Jahren und in Europa seit etwa vier Jahren eingesetzt. Was heißt das für uns als Dienstleister in der SMT-Fertigung?
Wir befassen uns bereits seit vier Jahren mit dem Thema „Popcorn“-Effekt, und versuchen seit 1999 die notwendigen IPC-Normen einzuführen. Leider investieren nur wenige Firmen in das QS-Management. Bis jetzt hat die Fertigungsindustrie mehr Zeit und Geld in die Hightech Prozesstechnologie gesteckt, wie z.B. in Bestückung, Siebdruck, Löten etc., und das Thema außer Acht gelassen oder konventionelle Verpackung und Lagerung angewendet.
Dennoch ist dieses Thema nur ein geringer Teil der gesamten Problematik, die es noch zu lösen gilt. Bauteilelagerungssysteme sind nur ein Teil des gesamten Prozesses.
Andere Fragestellungen benötigen ebenfalls innovative Antworten: Wie wird beispielsweise die Bleifreiumstellung logistisch gelöst? Wie soll die Lagerhaltung aussehen? Wie steht es um den Verbrauch bzw. Auslauf bestimmter Bauteile?
Wir sind sehr auf die zukünftigen Lösungen gespannt.
EPP 416
Unsere Whitepaper-Empfehlung

Große Bauteile stellen große Herausforderungen an die Fokussierfähigkeit und den Höhenmessbereich der derzeit im Markt verfügbaren AOI-Systeme. Die Lösung: Innovationen, die die Vorteile von 3D-AOI nutzen, die Leistung in der Fertigung steigern und die Qualitätssicherung opt…
Teilen:








{kind=link}