

The soldering process and also the profitability of a factory can be greatly influenced by quality control and methods used for collection and analysis of data. ECD’s SuperM.O.L.E. Gold delivers results of both the set-up and SPC of wave and reflow ovens. Gone are the days of setting-up test boards, spending hours with data input.
Mike Hayward, European operations director, ECD, Cwmbran, U. K.
Inspection, rework and maintenance procedures all add to manufacturing costs, and it is therefore vital to minimize their occurrences. This can only be achieved by ensuring that soldering equipment, either wave or reflow, is operating within required specifications. The initial step for any machine soldering operation is to assure that the correct recipe is used for the combination of materials, chemistry and machinery. This is usually referred to as profiling, the end result of which is a set of process parameters that give the best possible soldering result for a given combination. It should also lead to an optimal process window so that minor fluctuations in any of the parameters will not have a detrimental effect on product quality.
The establishment of the profile or recipe is only the initial step towards a controlled process. To ensure ongoing repeatability, a method must be adopted to gather, process and present the necessary data in a way that can be easily interpreted and understood on the shop floor. Statistical process control (SPC) has long been established as the solution to this problem. Properly implemented, it can help a process perform consistently and predictably. It can be used to distinguish between normal and abnormal variations that determine the actions needed. SPC charts can also provide a common language and graphical means for discussing performance.
A harsh environment
Until now, perhaps the biggest drawback with soldering machine SPC has been finding a reliable means of collecting the necessary data. The harsh environments, such as high temperatures, chemical attack and thermal shock encountered in soldering have always made this difficult. The only way of establishing the repeatability of a process has been to employ sample boards with thermocouples attached, just like at the profiling stage, or a purposely made test PCB.
By their nature, these sample or test boards are susceptible to machine environments and as such are variable. After a few passes their physical characteristics change, resulting in different amounts of heat absorbtion. Components may detach causing a change in mass, and thermocouples may need replacing. These factors mean that the results measured will have a variation, but for SPC to be effective it is important for the data collected to be of high integrity. If it is not, it will be impossible to tell whether a variation has been caused by the process or by the tool being used to measure it. Also, in some cases, the PCB used for profiling may have a very high value, which when combined with line downtime as a result of profiling, can make the whole operation very expensive indeed.
With one platform, thermal profiling specialist ECD has developed an affordable solution for both set-up and SPC of reflow and wave soldering machines. The modular hardware concept utilises the same thermal profiler, the SuperM.O.L.E. Gold, in both WaveRider and OvenRider pallets as the data collection system for machine control measurements. The Rider pallet (dependant on the process being measured) replaces the test board, and so removes the variations these can cause. Both pallets are self-contained, with no trailing leads, and are designed to collect both thermal and dynamic information as they pass through the soldering oven.
For true delta T
Manufactured from a very stable material, the WaveRider and OvenRider are capable of withstanding hundreds of passes through an oven. Each tool is equipped with sensors that measure the thermal changes throughout the process, and motion detectors are used to calculate speed. Each group of sensors is positioned to monitor a specific section of the machine; thus a picture can be built up of furnace performance from front to rear. This is especially important for the wave height, contact length and contact time of a wave-soldering machine – are they the same across the whole machine? In reflow terms, the OvenRider can determine whether the same temperatures and heat transfer rates are being delivered across the whole width of the machine – true delta T measurement.
The conversion of data collected into meaningful results has also, until recently, been very time consuming and cumbersome. Most methods using sample boards require data to be downloaded to the profiling software. This must then be exported to either a spreadsheet or text format, which is in turn imported into either an SPC software package or something custom-written. Therefore, judgements often have to be made that are at best subjective, because the procedure requires a high skill level and can only be done reliably with years of experience, especially with wave soldering. Also, by only measuring the thermal characteristics, as with profiling, we are not taking into account the effect of the wave dynamics and the transport system. Both interact significantly and solder results will be drastically effected if we do not consider these effects.
SPC and capability
The SPC software programs from ECD have been designed to be both easy to use and understand, whilst at the same time delivering the information needed for the process staff to keep control. A common software approach has also been used which provides the users same interface and tools for WaveRider and OvenRider SPC – if an operator knows one, he knows them both. That is very important in factories where these methods are used.
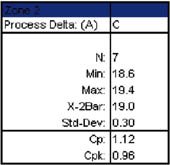
Data transfer to the host PC is just a single-click operation. All archiving and processing is fully automatic. Process controls charts, in X-bar and range formats, are then drawn automatically. A colour coded data sheet, which compares results to specified engineering tolerances, tells the operator instantly if the process is within specification, simply by changing the colour of any suspect parameter. A further standard feature is the calculation of Cp and Cpk values (machine capability indices). These capability indices are used in defining how capable a process or machine, respectively, is to provide repeatable results. They are used in conjunction with X-bar and Range charts.
The speed at which this data is available allows a fast feedback into production, or corrective actions to be taken with absolute minimum downtime. Powerful tools and search functions enable the user to report performance as part of their normal quality control system. Should the soldering operation be brought into question as a result of quality concerns, a quick search of the database will eliminate the process under question from suspicion and allow manufacture to continue without the need for extensive and expensive investigations. The SuperM.O.L.E. Gold gives access to both the set-up and SPC of wave and reflow ovens. Gone are the days of setting-up test boards, spending hours with data input, not being sure if the results are really correct. The „Riders“ are designed to bring and keep machine soldering under control with a minimum of effort.
Fax +44-1633-861013
EPP 153
Zusammenfassung
Nicht immer wissen Anwender im Detail, welche Parameter tatsächlich in Echtzeit in ihren Lötöfen relevant sind. Thermische Profilierung ist die Methode, um die geheimnisvollen Werte zu gewinnen und daraufhinden Prozeß und letztlich die Fertigungsqualität zu optimieren, wobei der Maschinenfähigkeitsindex exakt kalkuliert ist. Mit dem Einsatz von bleifreiem Lot wird diese Technik noch wichtiger.
Résumé
Les utilisateurs ne connaissent pas toujours dans le détail les paramètres vraiment importants en temps réel dans leurs fours à braser. Le profilage thermique est la méthode qui permet d’obtenir ces mystérieuses valeurs et d’optimiser en conséquence le processus et de ce fait la qualité des produits, l’indice de capabilité machine étant calculé de manière exacte. Cette technique prend encore plus d’importance avec l’utilisation de soudure sans plomb.
Sommario
Non sempre gli utenti sanno dettagliatamente quali parametri sono veramente rilevanti in tempo reale nei loro crogioli di saldatura. Il profilamento termico è il metodo più adatto per vincere i più misteriosi valori, per poter quindi ottimizzare il processo e non per ultimo la qualità di produzione, dove avviene un preciso calcolo dell’indice d’efficienza della macchina. Questa tecnica assume un’importanza ancora maggiore con l’utilizzo di leghe prive di piombo.
Unsere Webinar-Empfehlung

SAKI is a Japanese supplier of SPI, AOI, AXI, THD and coating inspection solutions as an all-in-one hardware and software platform.
Teilen:








{kind=link}