






Der dritte und letzte Teil der Artikelserie zur Prozessoptimierung der passiven SMD-Bauteile der Baugröße 01005 untersucht in einer zweiten Experimentreihe, aufbauend auf der ersten Experimentreihe, aufs Eingehendste die Optimierung der Kontaktflächengröße mit einer Schlussfolgerung und Empfehlungen seitens des Herstellers.
Yu Wang, Michael Olorunyomi, Johan Anderson, Johan Liu, Chalmers University of Technology, Göteborg (Schweden) & Martin Dahlberg, Zoran Djurovic, Mydata automation, Göteborg (Schweden)
Von den Erkenntnissen der ersten Experimentreihe ausgehend wurde eine zweite Reihe von Experimenten durchgeführt, in deren Mittelpunkt die Optimierung der Kontaktflächengröße stand. Es wurden dieselben Ausrüstungseinstellungen verwendet wie bei der ersten Experimentreihe. Da keine nennenswerte Beeinflussung der Ergebnisse beobachtet worden war, wurde die Rakelgeschwindigkeit auf 20 mm/s fixiert und die Reflow-Temperatur von Profil <A> verwendet. Da festgestellt worden war, dass Lötpastentyp und Bestückkraft bestimmte Lötverbindungsdefekte beeinflussten, wurden in dieser Reihe weitere Experimente mit diesen beiden Parametern durchgeführt, um die Bedeutung ihres Einflusses zu überprüfen. Wie aus Tabelle 1 (EPP 3/4-2006, Seite 21) ersichtlich ist, wurde bei diesem Projekt mit 01005-Kondensatoren und 01005-Widerständen unterschiedlicher Bauteildicke gearbeitet. Daher wurden die Experimente mit verschiedenen Bauteilen zur Ermittlung der jeweils optimalen Kontaktflächenmaße ausgelegt.
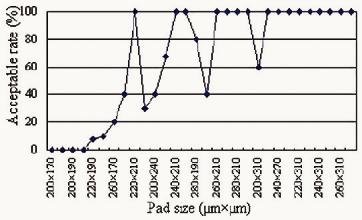
Insgesamt wurden 9 600 Bauteile auf 120 verschiedenen rechteckigen Kontaktflächengrößen bestückt und die Bestückungen unter dem Mikros- kop inspiziert. Eine Bestückung wurde als akzeptabel betrachtet, wenn keiner der in der ersten Experimentreihe beschriebenen Defekte auftrat. Nach der Inspektion wurde der optimale Kontaktflächenabstand als 160 µm definiert, da bei diesem Abstand perfekte Fersenfüllungen erzielt wurden und keine Defekte durch Brückenbildung zwischen Fersenfüllungen vorkamen. Die akzeptablen Bestückungsraten für jede Kontaktflächengröße wurden berechnet. Ein breiter Bereich von Kontaktflächengrößen wurde als zuverlässig für die Bildung akzeptabler Lötverbindungen beurteilt, da bei allen zu hundert Prozent akzeptable Bestückungen vorlagen. Bild 18 zeigt die Akzeptanzrate in Abhängigkeit von der Kontaktflächengröße. Da einer der Hauptgründe für den Einsatz dieser kleinen Bauteile die mit ihnen erzielbare Platzeinsparung ist, ist es wichtig, die Kontaktflächengröße so weit wie möglich zu verringern, um zusätzliche Bauteile auf derselben Leiterplattenfläche unterbringen zu können. Aus Bild 18 geht hervor, dass der Anteil akzeptabler Bestückungen mit zunehmender Kontaktflächengröße wächst, und dass 220 x 210 µm die kleinste Kontaktflächengröße ist, bei der ein zu hundert Prozent akzeptables Ergebnis erzielt wird. Das Bild zeigt auch, dass bei sechs Kontaktflächen mit einer Größe von mehr als 220 x 210 µm akzeptable Ergebnisse von weniger als hundert Prozent erreicht wurden. Verursacht wird dies durch Kontaktflächenlängen von weniger als 210 µm bzw. Kontaktflächenbreiten von weniger als 220 µm. Alle bei diesen Experimentalbedingungen registrierten Defekte hatten mit der Lötstellen-Endbreite und Lotfüllungshöhe zu tun und wurden durch unzureichende Kontaktflächenbreiten und -längen verursacht. Es kann demzufolge angenommen werden, dass bei Kondensatoren der Größe 01005 eine Kontaktflächenlänge von 210 µm, eine Kontaktflächenbreite von 220 µm und ein Abstand von 160 µm die optimalen Kontaktflächenmaße für eine akzeptable Lötverbindung bei geringstmöglicher Flächenbelegung auf der Leiterplatte sind. Bild 19 zeigt eine Bestückung einer solchen Kontaktfläche. Die Analyse der Experimente mit Widerständen der Größe 01005 ergab ähnliche Ergebnisse. Als optimale Kontaktflächenmaße für Widerstände wurden 190 µm Kontaktflächenlänge, 220 µm Kontaktflächenbreite und 160 µm Abstand ermittelt. IPC-7351 empfiehlt folgende Kontaktflächenmaße für Bauteile der Größe 0201: 300 µm Kontaktflächenlänge, 300 µm Kontaktflächenbreite und 200 µm Abstand. Werden die im Rahmen dieses Projekts ermittelten optimalen Kontaktflächenmaße für Widerstände der Größe 01005 und ein Bauteilabstand von 100 µm als Berechnungsgrundlage verwendet, ergibt sich eine gegenüber Bauteilen der Größe 0201 um etwa 50 % verminderte Leiterplattenfläche.
Bestückungen von Bauteilen der Größe 01005 unter anderen Bedingungen wurden ebenfalls analysiert. Was den Lotpastentyp anbelangt, so ist die gegenüber Typ 4 geringfügig bessere Benetzungsfähigkeit der Lotpaste des Typs 5 in der ersten Experimentreihe auf den Einfluss einiger Bestückungsergebnisse mit den kleinsten Kontaktflächen zurückzuführen. Bei größeren Kontaktflächen ergaben sich keinerlei Unterschiede in den Ergebnissen für diese beiden Lotpastentypen. In Anbetracht ihrer geringeren Kosten empfiehlt sich Lotpaste des Typs 4 für die Bestückung von Bauteilen der Größe 01005. Durch eine hohe Bestückkraft wurde die Wahrscheinlichkeit der Brückenbildung an Fersenfüllungen bei geringen Kontaktflächenabständen erhöht. Bei dem Abstand von 160 µm war der Einfluss der hohen Bestückkraft jedoch extrem gering. Bei Kondensatoren der Baugröße 01005 wurde bei einem Bauteil eine Rissbildung nach der Bestückung mit einer Bestückkraft von 3,5 N beobachtet. Dies wurde hauptsächlich durch eine zu geringe Lotpastenmenge aufgrund ungleichmäßiger Verteilung an den betreffenden Kontaktflächen verursacht. Außerdem führte ein Stützstift unter der betreffenden Bauteilposition dazu, dass die Leiterplatte an jener Stelle weitaus steifer war als an anderen Stellen. Bei einer Bestückkraft von 3,5 N wurde für Widerstände der Größe 01005 bei einem Kontaktflächenabstand von 180 µm nach dem Reflow-Prozess eine Zunahme von Rissbildungen beobachtet (Bild 20). Dies ist als angemessen zu betrachten, da der Hersteller eine maximale Bestückkraft von 3 N angibt. Die Hauptursache der Rissbildung war die geringere Dicke der 01005-Widerstände und der große Abstand zwischen den Lotpastenauftragpunkten, die als Stützpunkte dienten.
Experimente mit kreis- förmigen Kontaktflächen
Experimente mit kreisförmigen Kontaktflächen wurden ebenfalls durchgeführt, um den Unterschied zu rechteckigen Kontaktflächen zu ermitteln. Insgesamt wurden 960 Widerstände auf kreisförmigen Kontaktflächen mit 6 verschiedenen Durchmessern bestückt. Aus den Ergebnissen lässt sich schließen, dass bei kreisförmigen Kontaktflächen eine bessere Selbstausrichtung der Bauteile vorhanden ist als bei rechteckigen Kontaktflächen. Um akzeptable Lötverbindungen zu erzielen, sollte der Kontaktflächendurchmesser mindestens 260 µm betragen (Bild 21). Bei Platzierung auf diesen Kontaktflächen belegt ein Widerstand der Größe 01005 folgende Leiterplattenfläche:
0,13²p + (0,1 + 0,26) x 0,26 = 0,1467 mm².
Ein Widerstand der Größe 01005 auf optimalen rechteckigen Kontaktflächen hingegen belegt folgende Leiterplattenfläche:
(0,16 + 2 x 0,19) x 0,22 = 0,1188 mm².
Die Berechnung ergab, dass die von einem Bauteil auf einer optimalen kreisförmigen Kontaktfläche belegte Leiterplattenfläche weitaus größer ist als die Fläche, die von einem Bauteil auf einer optimalen rechteckigen Kontaktfläche belegt wird. Infolgedessen kann konstatiert werden, dass kreisförmige Kontaktflächen bei Bauteilen der Größe 01005 nicht zu einer Verringerung der Leiterplattenflächenbelegung beitragen und daher für die Leiterplattenkonstruktion nicht zu empfehlen sind.
Experimente mit geringen Bauteilabständen
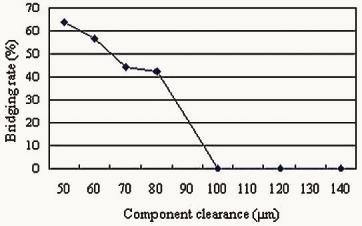
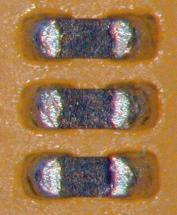
Die Bestückung von Bauteilen der Größe 01005 mit geringen Bauteilabständen ist ein weiteres Thema, das bei diesem Projekt untersucht werden sollte. Bei diesen Experimenten wurden 1 120 Widerstände der Größe 01005 verwendet. Es wurde festgestellt, dass ein geeigneter Siebdruckprozess der Schlüsselfaktor für die Bestückung von Bauteilen mit Abständen von weniger als 100 µm ist. Eine Neigung zur Brückenbildung besteht, falls die Druckeinstellungen nicht richtig optimiert werden. Außerdem ist die Benetzungsfähigkeit der Lotpaste ein weiterer Faktor, der die Möglichkeit von Brückenbildungen nach dem Reflow-Prozess beeinflusst. Bild 22 zeigt eine Brückenbildung nach der Bauteilbestückung bei einem Abstand von 50 µm. Nach dem Reflow-Prozess ist jedoch, wie aus Bild 23 zu ersehen, kein Anzeichen einer Brückenbildung mehr vorhanden – aufgrund der guten Benetzung der Lotpaste. Bei Verwendung bleifreier Lotlegierungen wären wegen der gegenüber Sn/Pb verringerten Benetzungsfähigkeit vermehrte Brückenbildungen zu erwarten. Das Lot würde verstärkt dazu tendieren, an der Stelle der ursprünglichen Platzierung zu verbleiben. Bild 24 zeigt die Brückenbildungsrate in Abhängigkeit vom Bauteilabstand. Es zeigt sich, dass die Brückenbildungsrate der Bestückungen bei zunehmendem Bauteilabstand abnimmt. Bei sämtlichen Experimenten wurde bei einem Abstand von 100 µm keinerlei Brückenbildung zwischen nebeneinander liegenden Bauteilen beobachtet. Daher kann 100 µm als der unter den Bedingungen des Experiments geringstmögliche Bauteilabstand definiert werden. Bild 25 zeigt die mit einem Abstand von 100 µm bestückten Bauteile.
Schlussfolgerungen und Empfehlungen
Die Elektronikpackungsdichte kann durch Bestückung von passiven Bauteilen der Größe 01005 erhöht werden. Ein geeigneter Lotpastendruckprozess für Bauteile der Größe 01005 kann durch Verwendung einer Schablone mit einer Dicke von 3 mil erreicht werden. Die Platziergenauigkeit bei Verwendung der Bestückungsmaschine MY9 ist ausreichend hoch für Bauteile der Größe 01005. Für den Bestückprozess ist eine geringe Bestückkraft von 1 N zu empfehlen, da die hohe Bestückkraft von 3,5 N Brückenbildungen von Fersenfüllungen und Rissbildungen bei Widerständen der Größe 01005 fördert. Aufgrund ähnlicher Leistungsmerkmale wie beim Typ 5 empfiehlt sich Lotpaste des Typs 4 wegen ihrer geringeren Kosten. Unter Experimentalbedingungen wurden folgende optimale Kontaktflächenmaße für Kondensatoren bzw. Widerstände der Baugröße 01005 definiert: 210 µm Länge, 220 µm Breite, 160 µm Abstand bzw. 190 µm Länge, 220 µm Breite, 160 µm Abstand. Der geringstmögliche Bauteilabstand wurde als 100 µm definiert. Werden optimale Kontaktflächenmaße verwendet, ist eine Leiterplattenflächeneinsparung von 50 % gegenüber Bauteilen der Größe 0201 möglich. Auf kreisförmigen Kontaktflächen platzierte Bauteile weisen eine bessere Selbstausrichtungsfähigkeit auf, doch können kreisförmige Kontaktflächen wegen des für akzeptable Lötverbindungen notwendigen großen Kontaktflächendurchmessers nicht zu Einsparungen bezüglich der Leiterplattenfläche beitragen.
EPP 413
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








 id=){kind=link}