

Aus der Praxis – für die Praxis war das Motto des 1. Elektronik Technologie Forums Nord in Hamburg. Fragen und Erfahrungen wurden entlang der von 14 Ausstellern realisierten virtuellen Fertigungslinie diskutiert, und die Fachvorträge aus allen Bereichen einer Prozesskette in der Elektronikfertigung verfolgt. Im Folgenden eine Zusammenfassung der in vier Themenblöcken organisierten Vorträge.
In Theorie und Praxis zeigte Uwe Krause von Jenaer Leiterplatten die Leiterplatten mit Impedanzen auf. Die Impedanz ist der Scheinwiderstand einer elektrischen Schaltung und wird aus den Komponenten Kondensator, Spule und Ohmschen Widerstand gebildet. Bei höheren Frequenzen nimmt die Impedanz an Bedeutung zu. Induktivität ist von der Geometrie des Leiters abhängig, die Kapazität vom Dielektrikum. Die Impedanz ist längenunabhängig und wird durch die Umgebung des Leiters beeinflusst. Hohe Taktraten ergeben schnelle Signalschaltzeiten und führen zu Highspeed-Schaltungen. So sind Leiterplatten mit Impedanzen durch immer höhere Übertragungsfrequenzen und Taktraten zur Stabilität der Baugruppen notwendig geworden. Eine maximale Signalleistung zwischen den Bauteilen ist gewährleistet und eine Impedanzanpassung bei Schnittstellen kann hergestellt werden. Ihre Verwendung findet diese Art Leiterplatten überall dort, wo Highspeed-Technologie gefragt ist: in der Telekommunikation, Video-Signalverarbeitung, Hochgeschwindigkeits-Datenverarbeitung, Echtzeit-Grafik und der Prozesssteuerung. Der Referent vermittelte, wie wichtig eine gute Zusammenarbeit des Leiterplattenherstellers mit den Kunden für eine funktionierende impedanzkontrollierte Leiterplatte ist.
Schablonendruck und Reinigung
Die Vortragsreihe Schablonendruck und Reinigung begann mit den adaptiven Prozessen im Schablonendruck durch Franz Plachy von Ekra. Eine gute Druckqualität steht in Abhängigkeit der Faktoren Mensch, Prozess sowie Umgebung. Eine Schablone wird durch die Raumtemperatur beeinflusst, so dass eine Klimatisierung im Drucker von Vorteil wäre. Denn ein stabiles Umfeld und Prozess mit hervorragender Wiederholgenauigkeit des Druckers sind ein Muss für Druckqualität, speziell bei kleinen Bauformen. Die Steuerung mit Closed-Loop-Funktionen positioniert mittels präzisen Wegmesssystemen, für alle prozessrelevanten Bewegungen werden servo-motorische Antriebe eingesetzt. Zur Veranschaulichung eines professionellen Druckers nahm Franz Plachy das Beispiel X5, ein Drucker des Unternehmens, welcher geringe Systemeigenerwärmung aufweist. Das Klemmsystem MultiClamp mit Top- und Seitenklemmung sowie einer Richtfunktion und Außenrandunterstützung erfüllen alle Anforderungen an die Leiterplattenklemmung. Das Closed-Loop-Rakelwerk gewährleistet einen präzisen Druck durch selbständige Kompensation des Eigen- und Rakelgewichtes. Die adaptiven Prozesse der Bauteilfixierung und des zusätzlichen Lotvolumens werden als Vorteil für den Dispensprozess im Schablonendrucker gesehen. Mit nur einer Schablonenstärke sollten variable Depothöhen direkt nach dem Druck erzeugt, und Kleberpunkte im Mix mit Lotpaste realisiert werden. Im Zuge der Schablonenreinigung sprach er über den Schablonenreiniger iROCS. Der Medienauftrag erfolgt berührungslos über Dispenser, Papierabwicklung und Vakuum werden kontrolliert, ein Vakuum mittels Seitenkanalverdichter erzeugt, wobei das Reinigungspapier im laufenden Betrieb gewechselt werden kann. Parallel zum Druckprozess verläuft eine 100-%-2D-Pasteninspektion mit einfachster Programmierung über Gerberdaten. Das patentierte 2 ½-D-Inspektionssystem lernt aktuelle Öffnungen der Schablone und erkennt Padbedeckung sowie Kurzschluss. Abschließendes Thema war noch iPAG, der die Funktionen eines Dispensers mit einem Schablonendrucker vereint.
Die Reinigung in der Elektronikindustrie von Bert Schopmans der kolb Cleaning Technology stand als nächstes auf dem Programm. Seine Agenda führte von der Feinreinigung/Wartungsreinigung zu den verschiedenen Reinigungstechnologien, den Auswirkungen durch die bleifreie Produktion bis zum Prozessdesign und Service. Seine entscheidenden Kriterien für die Auswahl der Lieferanten liegen im Technikum und Schulung, der Analytik und Labor sowie der umweltgerechten Entsorgung. Zur Prozessüberwachung der Reiniger stehen den Anwender drei Prüfwerte zur Verfügung, mittels derer Rückschlüsse für die Prozessüberwachung und die Qualität des aktuellen Reinigers gezogen werden können. Der pH-Wert wird durch Hydroxid- und Oxoniumionen in der Lösung gebildet und zeigt an, wie sauer oder basisch eine wässrige Lösung ist. Der Leitwert µS misst den Widerstand einer wässrigen Lösung, d.h. gibt an, wie stark ein Medium leitet bzw. wie groß sein Widerstand ist. Den Fremdstoffgehalt von wässrigen Stoffen zeigt Refraktionswert brix an. Refraktometer sind Messinstrumente, die sich das Gesetz der Lichtbrechung zunutze machen und auf dem Prinzip basieren, dass der Brechungsindex proportional zur Dichte einer Substanz steigt. Dazu geeignet, stellte Bert Schopmans einen Koffer mit Analyseset, Analysewerkzeuge für die Reinigerüberwachung, vor.
Optimiertes Bestücken mit Qualität
Materialflussoptimierung im produktionsnahen Bereich, darüber referierte Matthias Wittmann von Royonic. Die Anforderungen liegen in der Flexibilität, der Verfügbarkeit just in time, Durchsatz und dem Traceability sowie einer Logistik, die einen optimalen Materialfluss zu den Automaten verspricht. Der Faktor Zeit in der SMD-Fertigung steht für Wettbewerbsfähigkeit des Unternehmens. Intelligente Lagersysteme sind, im Vergleich zu traditionellen, nicht nur sicher, flexibel, automatisiert, integriert und ergonomisch, sondern auch MSD-konform. Ein Thema, das immer mehr in den Vordergrund rückt, da die feuchtempfindlichen Bauteile sicher gelagert werden müssen, um spätere Ausfälle auszuschließen. Matthias Wittmann empfiehlt, ein Lagersystem schrittweise und bedarfsorientiert an die geänderten Lagerbedingungen anzupassen, um Materialflussoptimierung und Wertschöpfung zu erreichen.
Vision und die Qualität im Fokus hatte Norbert Heilmann von Siemens Electronics Assembly Systems. Das Vision-System findet seinen Einsatz zur Positionsmessung der Leiterplatte in der Maschine sowie zur Positionsmessung und Inspektion von Bauelementen. Die Anforderungen der Bildverarbeitungs-Algorithmen im Unternehmen wurden mit Randbedingungen dargelegt und anhand von Beispielen vertieft. So werden mögliche Positionen der Anschlüsse mittels geometrischer Filter ermittelt, um anschließend ein Matching der Anschlüsse zum Bauteilmodell durchzuführen. Dabei findet eine hochgenaue Positionsmessung bzw. Inspektion mittels Profil/Gradient statt. Ist die Position bekannt, kann die Inspektion aller Anschlüsse sowie weitere Inspektionsschritte erfolgen. Eine Standardeinstellung erzeugt von jeder fehlgeschlagenen Messung ein DUMP, wodurch die zuletzt registrierten Vision-Fehler, abhängig von der Datenmenge, abgespeichert und exportiert werden. Eine detaillierte Reklamation von Bauteilen ist möglich. Es ist eine schnelle Übersicht an der Station vorhanden und ersichtlich, welches Bauteil Probleme macht und was die Ursache ist. Unter der Annahme, dass ca. 60 % der in der SMT-Fertigung auftretenden Fehler auf mangelhafte Lötstellen zurückzuführen ist, zeigte Norbert Heilmann durch einen Vergleich der Prozessschritte Lotpastendruck und Bauteilbestückung die Bedeutung des Vision-Systems nochmals auf. Beim Lotpastendruck ist meist ein externes AOI nötig und eine Korrektur vor Beenden des Arbeitsschrittes nicht möglich, während bei der Bauteilbestückung der Fehler vom Vision so früh erkannt wird, dass er noch im laufenden Arbeitsschritt korrigiert werden kann.
Mit Effizienz zum Löten
Martin Buchholz von pb tec hatte sich der Prozessoptimierung mit 3D-Lotpasteninspektion verschrieben, zumal die Hauptfehlerursachen im SMT-Prozess im Pastendruck und der Komponentenbestückung zu finden sind. Zwar findet ein AOI versetzte oder fehlerhafte Komponenten, mangelnde Lötstellen, Kurzschluss und Grabsteine, jedoch besteht eine lange Rückführungsschleife ohne Fehlerkorrelation. Eine sofortige Prozesskontrolle direkt nach dem Drucken indessen führt mit einer kurzen Regelschleife zur Prozessverbesserung mit deutlicher Zuordnung der Fehler nach Ursache und Ort. Nachdem der Lotpastendruck ein 3D-Verfahren ist, empfiehlt es sich, für eine optimale Messung diese ebenfalls in 3D anzuwenden. An dieser Stelle kam die Technologie von Koh Young, Marktführer in der 3D-Pastenmessung, ins Spiel. Mit dem patentierten Messprinzip der Phase-Shift-Moire-Analyse ist eine schattenfreie und echte 3D-Messung mit extrem hoher Genauigkeit möglich. Eventuelle Pastenfehler werden sofort gefunden und künftig vermieden. Erhältlich sind die Systeme von Koh Young als Inline- oder Tabletop-Ausführung.
Als entscheidende Faktoren für Qualität und Fertigungsvolumen sieht Rolf Diehm von Seho Systems den Lötprozess und die Parametrisierung. Nach Vorstellung der Potenziale bei der Wellen-, Selektiv- und Reflowlöttechnik kam er zu folgendem Fazit: Der Wellenlötprozess kann durch Prozessparametrisierung und Entwicklung filigranerer Anlagenmerkmale mit abgestimmter Prozesskontrolle die Bedürfnisse der zukünftigen miniaturisierten Lötstellen und Flachbaugruppen nur teilweise abdecken. Hierbei müssen die im Lötprozess eingesetzten Flussmittel den speziellen Rahmenbedingungen dieser Prozesse angepasst werden. Dagegen die Selektivlöttechnik, die weiter als die allgemeine Wellenlöttechnik die grundsätzlichen Erfordernisse der zukünftigen Anforderungen in der miniaturisierten Verbindungstechnik erfüllt, wenn eine Prozessüberwachung sicher gestellt ist. Jedoch ab dem Raster <0,5 mm Kontaktabstand stößt auch diese Technik an ihre Grenzen. Als geeignet empfiehlt sich der Reflowlötprozess, welcher bei stabilem Prozessablauf unter Verwendung konformer Prozessüberwachungssysteme und mit geringen Anpassungen sicher umsetzbar ist. Er gilt als der Verbindungsprozess, der das höchste Potenzial für die Herausforderung weiterer Miniaturisierungsschübe bietet.
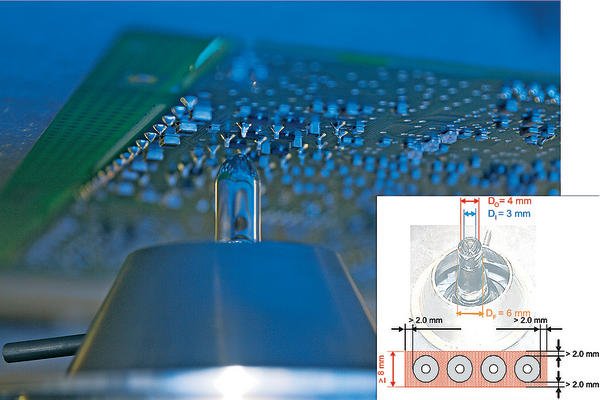
Zuverlässigkeit von Lötverbindungen in Abhängigkeit von der Lotmenge lautete das Thema von Prof. Mathias Nowottnick der Universität Rostock. Er hinterfragte die Zeit, in der eine Qualität erhalten bleibt, und sprach über die Umweltfaktoren oder Einflussfaktoren bei Lötverbindungen. Dazu stellte er ein Versuchsprogramm zur Untersuchung des Einflusses von Lotvolumen vor. Zusammenfassend war zu hören, dass sehr kleine Lotdepots zu einer mangelnden Benetzung führen, Bauelemente mit großen Anschlussflächen mehr Lot benötigen, als Bauelemente mit kleinen Anschlussflächen. Der Lotmeniskus wächst kontinuierlich mit der Lotmenge, während der Lotspalt erst bei konvexem Meniskus zunimmt. Vor allem die zyklische Alterung der Verbindungen hat die Abnahme der Festigkeiten zur Folge, was zu einem früheren Ausfall der Verbindungen mit kleiner Lotmenge führt. Der Einfluss des Lotvolumens auf die Festigkeit der Verbindungen ist eindeutig nachweisbar, die Kräfte variieren um das 1,5 bis 2-fache. Auch sind Chip-Kondensatoren kritischer in der Verarbeitung als Widerstände.
Maximilian Meindl von Inmatec referierte über die Kosteneinsparung von über 30 % durch angepasste Stickstoffversorgung. Das Unternehmen bewegt sich seit 1993 auf dem Markt der Gase und hat aktuell weltweit über 3.000 installierte Anlagen. Er führte in die Welt der Gase und erklärte neben den Membran- auch die PSA(Pressure Swing Adsorption)-Generatoren, die ihre Anwendung hauptsächlich in der Lebensmittel- und Automobilindustrie finden. Das Hauptmerkmal des letztgenannten Generators ist die komplette Steuerung der Reinheit über ein Touch-Control-Panel mit möglicher Fernabfrage sowie einer Restsauerstoffanzeige. Dateninformation und Steuerung sind über jeden Netzwerkrechner verfügbar. Er zeigte die Kosten von Stickstoff in der Flasche, im Bündel oder Tank auf und sprach über die unterschiedlichen Reinheiten, die mittels Stickstoffgenerator produziert werden können.
Der Vortrag von Jan Rimbach, Göpel electronic, ging über eine flächendeckende 3D-Röntgeninspektion im Linientakt. Dabei stellen verdeckte Lötstellen ein immer größer werdendes Problem der Röntgeninspektion dar. Die Kenngrößen eines Röntgensystems sind voneinander abhängig und physikalisch limitiert, entscheidend für die Schnelligkeit sind die Leistung der Strahlquelle, Auflösung und auch der Preis. Ziel ist es, eine möglichst sinnvolle Kombination zu finden, um den jeweiligen Anforderungen gerecht zu werden. Summa summarum wäre eine Fehlerabdeckung bei einem AXI-System im Vergleich zu anderen Teststrategien mit ca. 74 % am höchsten, gab er seinen Zuhörern abschließend mit.
Vom Selektiv- zum Reflowlötprozess
Rainer Bogen von Seho Systems präsentierte den Zuhörern seine Erkenntnisse über die Beeinflussung der Qualität und Kostenstruktur im Selektiv-Lötprozess durch das Baugruppen-Layout und Lötdüsen-Design. Die typische Problematik im Selektiv-Lötprozess stellt sich in den fehlenden Freiräumen um die Lötstellen, schlecht oder fehlende Durchstiege, Lötbrücken und Lotperlen. Ziel ist ein Null-Fehler-Prozess. Dazu stellte er das Miniwellenlöten mit Einzeldüse sowie das Miniwellen-Tauchlöten mit Mehrfachdüsen vor, beide Prozesse erfordern zumindest teilweise das Einhalten unterschiedlicher Design-Richtlinien, die er im Anschluss detailliert für beide Verfahren vorstellte. Sollte das Baugruppen-Layout nicht verändert werden können, gab es Tipps zur Fehlerbeseitigung. Ein ungenügender Durchstieg könnte zu wenig Flussmittel, nicht ausreichende Wärmezufuhr oder Lötfähigkeit der Verbindungspartner bedeuten. Bei einer Brückenbildung spricht es für keinen optimalen Abriss der Lötwelle, zu wenig Flussmittel oder nicht ausreichender Wärmezufuhr. Die beiden letzten Punkte könnten ausschlaggebend bei einer Zapfenbildung sein.
Thomas Kolossa von Balver Zinn ging im Programm zu den Anforderungen an moderne Flussmittel beim Reflowlöten. Pastenflussmittel stellen mehr als nur Flussmittel dar, denn sie verhindern eine Oxidation des Lotpulvers, sorgen für optimales Rollverhalten beim Auftragen, sowie für Klebekraft, um die Bauteile festzuhalten, für Selbstausrichtung der Bauteile im Reflow oder für eine gezielte Kühlung der Lötstelle. Das Lotpulver wird nach dem Auftragen in Form gehalten und die Oxidation des Pulvers und der Lötstelle beim Reflow verhindert. Viele Anforderungspunkte, die wohl niemals enden wollen, und obwohl das perfekte Pastenflussmittel noch nicht gefunden wurde, gibt es dennoch einige gute, so die aufmunternden Worte des Referenten. Dann ging er zum Lotbadmanagement, Grenzwerte und Auswirkungen auf die Löteigenschaften über. Nach Vorstellung der einzelnen Legierungen mit Eigenschaften kam er zum Schluss, dass die erwünschten Legierungsbestandteile Kupfer, Silber, Nickel und Germanium heißen sollten. Größte Aufmerksamkeit benötigt der Kupfergehalt, Silber kann in einigen Legierungen erwünscht sein, in anderen eher als Verunreinigung angesehen werden. Nickel zeigt positive Wirkung. Verunreinigungen durch unerwünschte Legierungsbestandteile wie Aluminium, Arsen, Gold, Eisen, Blei, Zink oder Cadmium können bereits in kleinsten Konzentrationen zu erheblichen Problemen führen. So sind Lotbadanalysen beim bleifreien Löten sowie ein Lotmanagement wichtiger denn je. Das Leiterplattenfinish spielt eine bedeutende Rolle beim Lotbadmanagement. Große Tiegelvolumina sind unterm Strich gesehen weniger anfällig im Bezug auf Verunreinigungen.
Als Referent von Asscon Systemtechnik Elektronik berichtete Claus Zabel über die Steigerung der Produktzuverlässigkeit und Reduktion der Fehlerquoten im Bereich der Reflowlötung durch Dampfphasensysteme. Hier erfolgt eine Aufwärmung des Lötgutes unabhängig von Form, Farbe, Masse und Massenverteilung. Gelötet wird in vollkommen sauerstofffreier Umgebung ohne Verwendung von Schutzgasen ab dem ersten Grad der Erwärmung. Eine Überhitzung ist durch die Vorgabe einer maximalen, durch die Dampftemperatur definierte Endtemperatur, nicht möglich. Auch die Kühlung der Baugruppe, der kritischere Part, kann durch die flexible Auslegung optimiert werden. Die Löttemperatur wird automatisch erkannt, es entstehen keine Lunker unter Vakuum und die Baugruppen sind lediglich geringsten Temperaturunterschieden ausgesetzt. Ein durchaus optimales Verfahren für den bleifreien Lötprozess mit niedrigstem Schädigungspotenzial aller Lötprozesse. (dj)
www. etfn.de
EPP 461
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}