
Nachstehend werden die erforderlichen Grundinformationen untersucht, um das Profil eines Reflow-Ofens von eutektischem auf bleifreies Lot umzustellen. Es werden Daten präsentiert, welche die Auswirkungen von Änderungen in Zonentemperatur-Sollwerten, Bandgeschwindigkeit und statischen Druck auf die Peak Temperatur, Zeit über Liquidus (TAL) und Einheitlichkeit der Peak Temperatur auf Leiterplatten in SMT-Technik aufzeigen.
Fred Dimock, BTU International
Die Umstellung von eutektischem auf bleifreies Lot hat die Erstellung neuer Profile durch SMT-Prozessingenieure für ihre Reflow-Öfen erforderlich gemacht. Glücklicherweise haben Lotpastenhersteller Profilparameter in dieser Hinsicht entwickelt, wobei der Ingenieur jedoch immer noch dafür verantwortlich ist, die korrekten Kontrolleinstellungen mit einer begrenzten Anzahl von Reflow-Ofenjustierungen zu bestimmen. Zudem ergeben sich zusätzlich Komplikationen daraus, dass die Liquidustemperatur der neuen Lote es erforderlich macht, dass sich die Peak Temperaturen an der Grenze dessen bewegen, was zu Schäden an den Komponenten führt. Genaue Profile und präzise Ofenkontrolle haben somit bedeutend an Wichtigkeit gewonnen.
Standard-Reflowöfen verfügen über zwei Justierungen für die Profilentwicklung – einmal die Zonentemperaturen und einmal die Bandgeschwindigkeit. Einige Ofenhersteller bieten nunmehr auch hohe, mittlere und niedrige Ventilatorgeschwindigkeiten als zusätzliche Einstellung an. Ein Hersteller ging sogar noch einen Schritt weiter und bietet, als ultimative Profilkontrolle, automatische Druckkontrolle im Closed-Loop-Verfahren an. Basierend auf diesen drei möglichen Justierungsarten wurde beschlossen, einmal zu überprüfen, was mit Peak Temperatur, Zeit über Liquidus und Temperatureinheitlichkeit von bestückten Leiterplatten mit 100 und 230 Gramm passiert, wenn man Bandgeschwindigkeit, statischen Druck und Zonentemperatur variiert.
Versuchs-Abschnitt
Grundlinien-Programm
Für diesen Versuch wurde ein BTU Pyramax 98 N Reflowofen mit Stiftketten-Transport, Feingittermaschen-Band und Closed-Loop-Druckkontrolle verwendet. Man entschied sich als Grundlinie für ein Programm, welches vom Anfahren bis zur Höchsttemperatur ein bleifreies Profil mit einer Bandgeschwindigkeit von 71,1 cm/min und einen statischen Druck von 1,0 IWC erzeugte (Tabelle).
Variable und Messung
Es war geplant, jeden Parameter einzeln zu variieren (Hoch-, Niedrigwert) und die entsprechende Auswirkung auf die Zeit über Liquidus, Peak Temperatur und Einheitlichkeit (Delta T) der Boards zu erfassen. Außerdem wurde ein zusätzlicher Durchgang mit jeweils allen Parametern einmal auf den Höchsteinstellungen und einmal auf den Niedrigsteinstellungen durchgeführt, um die kombinierten Auswirkungen zu erfassen. Die Höchst- und Niedrigstwerte wurden für jede der Variablen bestimmt, die Daten mit einem SlimKIC II-Temperaturmessgerät erfasst. Der statische Druck lag im Bereich ±0,3 IWC, die Bandgeschwindigkeit bei ±4 IPM und Z5 sowie Z6 hatten einen Sollwert von ±10° C.
Ergebnisse und Diskussion
Board-Gewicht
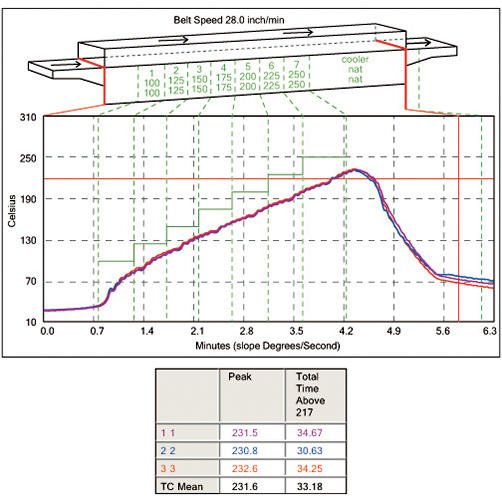
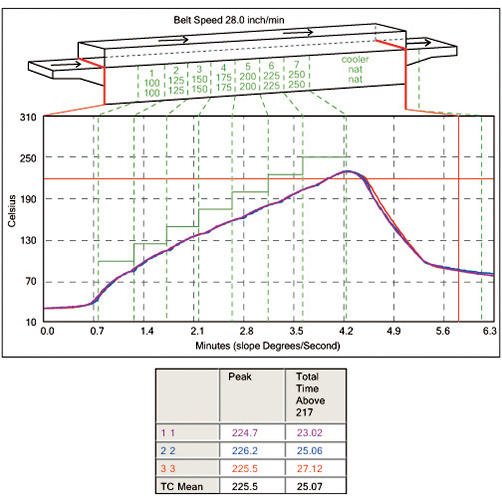
Die 100- und 230-Gramm-Boards wurden im Pyramax 98N-Ofen mit den Grundlinien-Betriebsparametern von 28 IPM, 1,0 IWC und Zone 7-Sollwert von 250° C bearbeitet. Die Peak Temperatur für das leichtere 100-g-Board bei 231,6° C, das schwerere bei 225,5° C, Zeit über Liquidus bei 33,18 Sek. und 25,07 Sek. Auf Grund des Gewichts und des Boarddesigns ergab sich ein Unterschied von ca. 5° C (Peak Temperatur) und 8 Sekunden (Zeit über Liquidus) zwischen den beiden Boards.
Bandgeschwindigkeit:
Die Bandgeschwindigkeit wurde zwischen 24 und 32 IPM (61 und 81 cm/min) variiert, wobei statischer Druck und Zonen-Sollwerte laut Grundlinie eingestellt wurden. Die erhöhte Bandgeschwindigkeit verringerte die Höchsttemperatur und Zeit über Liquidus und führte zu einer leichten Verringerung der Temperatureinheitlichkeit am Peak.
Zonentemperatur
Der Ofen wurde auf die Grundlinienparameter zurückgesetzt, die Temperaturen in Zone 6 und 7 um jeweils 10° C erhöht und verringert. Dabei wurde festgestellt, dass die Peak Temperatur und Zeit über Liquidus sich mit den höheren Zoneneinstellungen erhöhten und die Einheitlichkeit abnahm.
Statischer Druck
Der Ofen wurde auf die Grundlinienparameter zurückgesetzt und der Druck zwischen 0,7 und 1,3 IWC variiert. Der erhöhte statische Druck hob die Peak Temperatur um ca. 5° C und die Zeit über Liquidus um ca. 10 Sekunden an. Die Einheitlichkeit auf dem Höchstwert war mit dem höheren statischen Druck deutlich besser.
Wechselwirkung hoch und niedrig
Als nächstes wurden zur Bestimmung der Wechselwirkungen auf jedes Board eine Kombination aus den Höchsttemperaturparametern (niedrige Bandgeschwindigkeit, hohe Zonenvorgabewerte und hoher statischer Druck) und Niedrigsttemperaturparametern (hohe Bandgeschwindigkeit, niedrige Zonenvorgabewerte und niedriger statischer Druck) verwendet. Es gab bedeutende Änderungen in allen Profileigenschaften, mit einem Unterschied von ca. 30° C in der Peak Temperatur und fast 50 Sekunden in der Zeit über Liquidus. Die Einheitlichkeit war bei den höheren Ofenparametern bedeutend besser. Im Fall des schweren Boards, mit allen niedrigen Einstellungen, erreichte die Peak Temperatur den Liquiduspunkt nicht..
Empfehlungen
Die heutigen Hochleistungs-Reflowöfen verfügen über drei Justierungen, mit welchen ein Ingenieur die Programme zur Erzeugung von Reflow-Profilen definieren kann. Nur weil ein Programm (Profil) für die eine Art von Board funktioniert, muss dies nicht unbedingt auch für die andere Art Board mit einem wesentlich anderen Gewicht oder Design zutreffen. Unter den drei Ofenjustierungen haben die Zonen-Sollwerte die größte Auswirkung auf Peak Temperatur und Zeit über Liquidus. Eine Änderung der Bandgeschwindigkeit beeinflusst die Peak Temperatur und Zeit über Liquidus im geringeren Maße ebenfalls. Der statische Druck hat nicht nur Einfluss auf die Peak Temperatur und Zeit über Liquidus, sondern hat auch die größten Auswirkungen auf das Delta T (die Einheitlichkeit bei Peak Temperatur). Mit der Einführung von bleifreien Lotpasten und aufgrund erhöhter Prozessanforderungen ist es wichtig, dass alle drei Justierungen (Zonentemperaturen, Bandgeschwindigkeit und statischer Druck) bei der Entwicklung von Reflow-Programmen eingesetzt werden.
epp 430
Unsere Webinar-Empfehlung

Die Nutzung der 3D-Mess- und Prozessdaten bringt die Produktionssteuerung auf die nächste Stufe. Echte 3D-Messung ermöglicht KI-basierte Prozessmodellierung zur Vorhersage von Parameteränderungen und -defekten oder zur Ursachenanalyse bis hin zu einzelnen Werkzeugen und Best…
Teilen:








{kind=link}