





Der industrielle Mittelstand ist der Jobmotor in Baden-Württemberg und hat wesentlich zum Rückgang der Arbeitslosigkeit beigetragen. Familienunternehmen stellen dabei den Erfolgsgarant für die wirtschaftliche Zukunft dar, schlägt in ihnen das Herz der sozialen Marktwirtschaft. Auch die Hubert GmbH in Kämpfelbach ist eines der traditionsreichen und stetig wachsenden Familienunternehmen in der Region.
Werner Wirth Systems GmbH, Hamburg & Hubert GmbH, Kämpfelbach
Fast 25 Jahre sind es her, da gründeten Katharina und Jakob Hubert das Unternehmen in Kämpfelbach-Ersingen. Von den Anfängen der Versuchslötung über die Musterlötung bis hin zu Kleinserien wurde sukzessive ausgebaut, und in der zweiten Phase Anfang der 90iger Jahre auch mit der Qualitätsprüfung von Bauteilen begonnen. 2001 konnte ein Betriebsgebäude mit 860 m² Produktionsfläche angemietet und später gekauft werden.
Kontinuierlicher Ausbau
Die Hubert GmbH ist seit 2005 nach DIN EN ISO 9001:2000 zertifiziert, mit einem ständigen Streben nach Verbesserung, um dem großen Kundenkreis der Automobilindustrie, Elektrotechnik und Zulieferindustrie gerecht zu werden. Seit 2009 ist die 3. Generation der Familie mit im Unternehmen tätig, ein Jahr zuvor hatte man zum kontinuierlichen Ausbau noch zusätzlich Udo Bächler mit ins Boot genommen, der seither neben der Geschäftsführung auch die Bereiche Vertrieb und neue Technologien verantwortet. Heute sind es am Standort Kämpfelbach 45 Mitarbeiter. In Speyer, einem reinen On-Site-Unternehmen im dritten Jahr sind 20 Mitarbeiter tätig. Hier wird als Dienstleister für einen Kunden der Automobilbranche die Qualitätsprüfung sowie prozessbegleitende Prüfung verschiedener Bereiche des Unternehmens vor Ort beim Kunden durchgeführt. Ein weiteres On-Site-Projekt im Umfeld der Qualitätskontrolle und Nacharbeit als auch Verpackung sowie Beistellung von Verpackungskomponenten ist bereits in der Planung. Hier ist die Idee, dass aufgrund des hohen Platzbedarfs des Materials dieses vom Kunden ins Unternehmen ausgelagert wird. So steht mehr kostbare Produktionsfläche dem Kunden für seine Kernkompetenz zur Verfügung. Das Material wird zusammengebaut, montiert und bereitgestellt, um es dann just-in-time an den verschiedenen Linien im Betrieb des Kunden anzuliefern. Schritt für Schritt wird das Geschäftsfeld ausgeweitet und kann ein stetes Wachstum aufweisen. Insofern ist es nicht verwunderlich, dass heute bereits drei Kernkompetenzen im Repertoire der Hubert GmbH stehen.
Verbinden, prüfen, montieren
Im Bereich Löten angefangen, ist auch heute noch die Verbindungstechnik ein Schwerpunkt des Unternehmens. Hierunter fallen alle Fertigungstechnologien wie Löten, Schweißen, Stanzen, Nieten oder Punktschweißen in allen Varianten bei kleinen Bauteilen rund ums Automobil. Seit neuestem stehen auch das Zusammenschweißen von Kabellitzen, kurz Kompaktieren, sowie das Zangenschweißen in Hybridbauteilen zur Verfügung. Mit schnellen innovativen Schritten geht das Dienstleistungsunternehmen in neue Technologien, denn diese Prozesse müssen heute nicht mehr außer Haus gegeben werden, sondern werden selbst realisiert und man ist in der Lage, flexibler zu reagieren. Im Bereich der Verbindungstechnik stehen ca. 10 verschiedene Schweißanlagen zur Verfügung, die durch Fachkräfte sowie angelernte Kräfte bedient werden.
Als weitere Kernkompetenz hat man sich in der Qualitätsprüfung an fertigen Bauteilen, an Baugruppen und Komponenten für Automobil, Elektronik und Elektrotechnik einen Namen gemacht. Hier arbeiten ca. 40 Mitarbeiter, die in einem äußerst flexiblen Zeitsystem durch Zeitkontenführung, aber auch durch versetzte Schichtsysteme und Teilzeitarbeit, alle Varianten der Einsatzforderung der Kunden erfüllen können. Dem Anspruch entsprechend wird ein-, zwei oder dreischichtig sowie 7 Tage die Woche auch beim Kunden vor Ort gearbeitet. Die Arbeiten werden durch das Fachpersonal nach Kundenvorgaben erfüllt, unter Einbeziehung derer Qualitätsmanagement und Fachbereiche. Selbstverständlich lassen sich auch Prüf- und Kontrollarbeiten mit Nacharbeit kombinieren.
Im Kleinserien- und Montagebereich als dritte Kernkompetenz fertigt das Unternehmen für seine Kunden aus beigestellten Baukomponenten beispielsweise Lautsprechersysteme für Einparkhilfen eines Pkws oder Kabelbäume für Schaltsysteme, und montiert Funktionsteilen in Baugruppen. Und genau hier findet sich der Fokus des Artikels, der Komponentenschutz mittels Hotmeltmoulding von Werner Wirth Systems.
Individuell angepasster Verguss
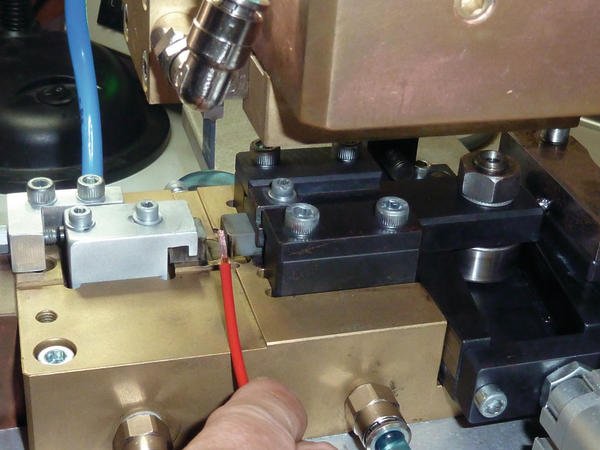
Einen besseren Schutz für elektronische Bauteile und Komponenten kann man sich kaum vorstellen, bewahrt das Hotmeltmoulding-Verfahren zuverlässig und lang anhaltend vor Feuchtigkeit, Temperaturschwankungen, Korrosion und Erschütterungen. Und genau das waren Anforderungen, die das Badische Unternehmen zu erfüllen hatte. „Angefangen hatte alles im letzten Jahr mit einem Projekt zur Fertigung eines Kabelbaums für Elektro-Fahrräder“, so der Geschäftsführer Udo Bächler, „aus der anfänglichen Anfrage zum Schweißen eines Hybridbauteils mit einer Zangenschweißanlage ist heute eine komplette Serienmontage eines Kabelbaums mit Steckverbinder und Hotmeltverguss geworden.“ Dem Grundgedanken „geht nicht gibt’s nicht“ folgend, wird stets genau geprüft, ob und wie ein Weg zu finden ist, die Kundenanforderungen zu erfüllen. So auch in diesem Fall, wo es darum ging, einen Steckverbinder für ein Ladekabel in der Weise herzustellen, dass diesem keinerlei Umgebungseinflüsse oder Feuchtigkeit schaden konnten. Die Komponenten und Kabeldurchführungen mussten komplett gegen Wasser abgedichtet sein, um einen einwandfreien Betrieb garantieren zu können. Zunächst werden die Kabelsätze in einem Kunststoffgehäuse innen verschweißt. Udo Bächler erläutert: „Wir haben eine spezielle Anlage bauen lassen, um die Kupferlitzen auf Kontaktpads zu schweißen. Um nachher die Anwendung im Freien zu gewährleisten, dichtet man diesen Steckerbereich mit Hotmelt ab.“ In Zusammenarbeit mit Werner Wirth wurde die Hotmelt-Technologie eingeführt. Hierbei wird ein Granulat in einer Tankanlage auf ca. 200 ° Grad aufgeheizt, um anschließend in die Vergussform bzw. Bauteil, welches in einer entsprechenden Werkzeugaufnahme eingelegt wird, vergossen und somit feuchtigkeitsdicht versiegelt zu werden. Die thermoplastischen Vergusswerkstoffe sind auf Basis von Polyamid oder Polyester hergestellt, um die Produkte formgebend zu umhüllen. Neben einer kurzen Prozesszeit überzeugt der Verguss durch seine hervorragenden Schutzeigenschaften und Umweltfreundlichkeit. Die Materialauswahl wird durch Erweichungspunkt, Einsatztemperatur, Haftung auf dem Trägermaterial, Verarbeitungsviskosität, Shore A-Härte, Reißdehnung, Brennverhalten sowie dem Widerstand gegen aggressive Medien wie Benzin und Alkohol bestimmt.
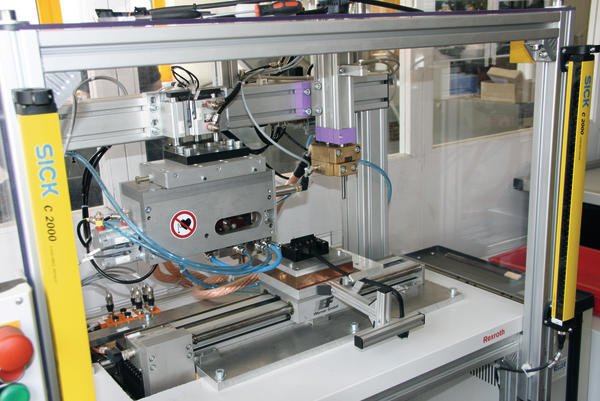
Die Hardware dazu liefert die Vergussstation für Kleinserien TM 2500, welche als ergonimisch aufgebauter Standardarbeitsplatz konstruiert wurde. Die modulare Vergussanlage setzt Maßstäbe in punkto Vielseitigkeit, Servicefreundlichkeit, Flexibilität und Effektivität. Die Bedienung erfolgt lediglich durch einen Mitarbeiter, vorher sachverständig zwei Tage bei Werner Wirth geschult. Die Steckverbinder werden programmgesteuert mit niedrigem Druck verspritzt. Der Werkzeugträger fährt zum Bediener für eine leichte Entnahme der Teile. Der Verguss kann mit unterschiedlichen Programmen und Aufschmelzeinheiten mit einer direkten Temperierung des Werkzeugs erfolgen. Aufgrund der Bauart ist ein Höchstmass an Flexibilität bezüglich der Größe der zu verspritzenden Bauteile gewährleistet. Ein Extruder ist anstatt der vom Unternehmen gewählten Tankanlage erhältlich. Produktmanager von Werner Wirth Jörg Buch verdeutlicht: „Die Anlage mit Tankgerät ist Standard in unserem Portfolio, lediglich die Werkzeuge sind sehr kundenspezifisch und dem Bauteil genau angepasst. Die Entscheidung zwischen Tank oder Extruder basiert nach Berücksichtigung des Produkts und ist letztendlich eine Frage der Flexibilität im Bereich des Materialwechsels sowie der Investition.“ Ein weiterer wichtiger Entscheidungsfaktor für die Hotmelt-Technologie ist, dass die Werkzeugkosten relativ gering sind gegenüber einem Kunststoffwerkzeug zum Umspritzen von Bauteilen, sowie die schnelle Verfügbarkeit dieser Niederdruckspritztechnik auch für komplexe Bauteile. Die Musterwerkzeugkosten liegen in der Regel in einem Rahmen von 3.000 bis 6.000 Euro, ein Serienwerkzeug ist im Verhältnis zu einem Kunststoffwerkzeug günstig.
Projektierung mit Win-win-Situation
Nicht nur Risikobereitschaft sondern auch Know-how sind gefragt, geht es um Investitionen, die bei Hubert mit unkonventionellen Methoden auf kurzen Wegen entschieden werden. So geschehen mit der Vergussanlage. „Die Zusammenarbeit mit Werner Wirth ist insofern sehr positiv“, sagt Udo Bächler, „als dass Werner Wirth eben auch Systempartner ist und nicht nur Maschinen herstellt. Denn gemeinsam mit dem Kunden und uns hat das Unternehmen das Gesamtkonzept des Werkzeuges erarbeitet. So war es möglich, in kurzer Zeit eine Vergussanlage in Betrieb zu nehmen, um die Steckverbinder der E-Bikes wasserdicht zu verschließen. Unsere Mitarbeiter waren zu diesem Zweck zu Schulungen bei unseren Maschinenherstellern, mit denen wir regelmäßigen Kontakt haben und deren Service echt super ist. Man kann fast von 7 Tagen die Woche 24 Stunden sprechen.“
Nach der Anfrage für das Zangenschweißen wurden auch die anderen notwendigen Technologien eingeführt, um den kompletten Kabelsatz herstellen zu können. So stellte sich heraus, dass der Bedarf an Kompaktieren, also das Verschweißen der Kabellitzen zu einem definierten Querschnitt mit anschließender Verschweißung in ein anderes Bauteil, hoch ist. Insofern wurden zwei Kompaktieranlagen installiert, die Kabelquerschnitte von 0,35 bis 14 mm² im Kleinserienbetrieb abdecken können. Somit wurde innerhalb von nur 1,5 Jahren nicht nur die Hotmelt-Technologie eingeführt, sondern auch das Zangenschweißen in Hybridbauteile sowie das Kompaktieren von Kabellitzen. Zwischenzeitlich wird der Kabelbaum für das E-Bike in der Vorserie komplett gefertigt, das Nachfolgemodell ist bereits in der Planung. Udo Bächler abschließend: „Ich glaube man kann sagen, dass die Firma Hubert trotz ihrer kleinen Größe mit ihren Kunden geht, die Anforderungen aufnimmt und technische Machbarkeit sowie einfache Lösungen erarbeitet, die marktgerecht sind und der harten Kostenstruktur des europäischen Marktes entsprechen.“ (dj)
Unsere Whitepaper-Empfehlung

Saki's Whitepaper gibt Entscheidungsträgern das nötige Wissen, wie sich durch eine in den AOI-Prozess integrierte KI die Qualitätssicherung erheblich verbessern lässt.
Teilen:








{kind=link}